低成本700MPa级热镀锌复相钢板及其制备方法与流程
低成本700mpa级热镀锌复相钢板及其制备方法
技术领域
1.本发明属于冷轧板带生产技术领域,涉及采用连续热镀锌生产的热镀锌复相钢,具体涉及一种低成本700mpa级热镀锌复相钢板及其制备方法。
背景技术:
2.近年来随着汽车行业的发展和节能减排的需要,汽车用钢逐渐向高强度钢发展,同时高强度钢应用的折弯翻边等成形零件日益增多。传统的高强钢主要为双相钢,其组织主要由较软的铁素体基体和强度较高的马氏体组成,适合进行冲压成形零件的生产;但由于铁素体和马氏体软硬相硬度差较大,其弯曲性能和扩孔性能较低,不能满足扩孔翻边、翻折弯成形零件的生产。
3.2016年7月27日公开的专利cn105803334a抗拉强度700mpa级热轧复相钢及其生产方法,化学成分为c 0.06
‑
0.10%,si≤0.3%,mn 1.00
‑
1.40%,p≤0.025%,s≤0.008%,als 0.020
‑
0.070%,nb 0.015
‑
0.035%,余量为fe及不可避免杂质。加热温度控制在1250
‑
1300℃,加热在炉时间160
‑
200min;粗轧结束温度在1080
‑
1120℃,控制精轧终轧温度在800
‑
880℃。采用五段式控制冷却工艺:第一段冷却速度为80
‑
180℃/s,冷却至680
‑
720℃,第二段冷却速度为3
‑
8℃/s,冷却至630
‑
680℃,第三段冷却速度为30
‑
100℃/s,冷却至410
‑
450℃,第四段冷却速度为3
‑
8℃/s,冷却至380
‑
430℃,第五段冷却速度为30
‑
100℃/s,冷却至100
‑
250℃;其中,第一段、第三段、第五段采用水冷,第二段、第四段采用空冷。该专利采用的五段式冷却工艺复杂生产难度大,尤其是第一段冷却冷速要求80
‑
180℃/s冷却强度非常高,第三和第五段的冷速要求也很高,不利于在常规机组推广,此外,其为热轧产品,在产品厚度精度、表面质量等较差。
技术实现要素:
4.本发明所要解决的技术问题是现有700mpa级热镀锌复相钢板力学性能较差的问题。
5.本发明解决其技术问题所采用的技术方案是:低成本700mpa级热镀锌复相钢板,其化学成分按重量百分比为:c 0.08
‑
0.13%,si 0.10
‑
0.50%,mn 1.60
‑
1.90%,als 0.015
‑
0.070%,p≤0.020%,s≤0.010%,n≤0.0060%,v 0.06
‑
0.10%,cr 0.20
‑
0.50%,其余为fe及不可避免的杂质。
6.进一步的是,上述低成本700mpa级热镀锌复相钢板,其化学成分按重量百分比为:c 0.09
‑
0.11%,si 0.30
‑
0.45%,mn 1.70
‑
1.85%,als 0.03
‑
0.06%,p≤0.010%,s≤0.005%,n≤0.003%,v 0.070
‑
0.095%,cr 0.35
‑
0.40%,其余为fe及不可避免的杂质。
7.上述低成本700mpa级热镀锌复相钢板的显微组织由50
‑
60%的铁素体、25
‑
30%呈岛状分布的马氏体及10
‑
25%的贝氏体构成。
8.进一步的是,上述铁素体的平均晶粒尺寸为8.0μm,马氏体的平均晶粒尺寸为3.0μm,贝氏体的平均晶粒尺寸为6.0μm。
9.上述低成本700mpa级热镀锌复相钢板的屈服强度为410
‑
490mpa,抗拉强度为720
‑
780mpa,伸长率a80为17.0
‑
25.0%、扩孔率为53.0
‑
68.0%。
10.上述低成本700mpa级热镀锌复相钢板的制备方法,包括如下步骤:
11.a.冶炼工序:根据低成本700mpa级热镀锌复相钢板的化学成分冶炼,铸造成板坯;
12.b.热轧工序:将板坯经过加热、除磷、粗轧、精轧和层流冷却后获得热轧卷,控制终轧温度为860
‑
910℃,层流冷却采用稀疏冷却方式,上下表面冷却速率分别为45
‑
55%和70
‑
80%,卷取温度为500
‑
550℃;
13.c.酸轧工序:将热轧卷酸洗后冷轧得到薄带钢,控制钢带厚度为0.7
‑
2.5mm,压下率为50
‑
74%;
14.d.热镀锌工序:先将薄带钢以15
‑
20℃/s、4
‑
10℃/s和0.5
‑
3℃/s的速率分段加热至300℃、700℃和770
‑
790℃,然后以1
‑
5℃/s冷却至680
‑
740℃,再以10
‑
25℃/s的速率快冷却至450
‑
470℃,然后入锌池镀锌。
15.上述步骤c中,冷轧薄带钢厚度规格每增加0.3mm,冷轧压下率降低3
‑
5%。
16.上述步骤d中,加热时采用预氧化
‑
还原技术,加热结束后需均热保温25
‑
90s。
17.上述步骤d中,快冷结束后,均衡保温进入锌池镀锌10
‑
40s,出锌池后以≥5℃/s的速度冷却至室温。
18.上述步骤d中,机组速度为70
‑
160m/min,其冷轧薄带钢厚度规格每增加0.3mm,机组速度降低13
‑
17m/min。
19.本发明的有益效果是:本发明设计的低成本700mpa级热镀锌复相钢板成分中不使用mo、nb、ni等贵金属元素,但热镀锌机组要生产高强钢,不可避免的要添加一定量的合金元素,这就使合金元素析出的问题更加严重。而本发明的制备方法,采用了预氧化
‑
还原功能,能够很好的控制析出元素,改变合金元素的内外氧化情况,从而可适当添加si含量而不会造成镀层表面质量的恶化,本发明通过成分与工艺的合理匹配,使钢具有优异的力学性能。
20.本发明采用的终轧温度使最终变形在奥氏体化温度内,有效可避免混晶而降低产品性能;采用较低的卷曲温度能避免含v第二相在热轧过程中析出,尽量使其在退火过程中析出达到沉淀强化的效果,同时该卷曲温度处于贝氏体转变区,能细化晶粒并降低带状组织;控制冷轧压下率能使带钢的微观组织破碎积攒形变储能,在热处理过程中便于奥氏体化再结晶。
21.本发明的热镀锌工序中,加热是为了使变形的组织再结晶和部分奥氏体化,镀锌退火(两相区)是为了控制铁素体与奥氏体的比例;采用本发明的冷却速率缓冷至680
‑
740℃能将部分奥氏体转变为取向附生铁素体同时实现剩余奥氏体c及合金元素的富集;快冷至450
‑
470℃能使钢带组织快速进入贝氏体转变温区,防止珠光体的生成;均衡保温后镀锌10
‑
40s是便于贝氏体的产生,同时将锌层涂镀到带钢上;镀锌后以≥5℃/s的速率冷却可将残余奥氏体转变为马氏体。
22.本发明的低成本700mpa级热镀锌复相钢板,通过化学成分的设计与工艺配合,共同作用影响钢材的微观组织从而产生相应的力学性能,本发明的钢板的屈服强度为410
‑
490mpa,抗拉强度为720
‑
780mpa,伸长率a
80
为17.0
‑
25.0%、扩孔率(钻孔):53.0
‑
68.0%;其显微组织由50%
‑
60%的铁素体(平均晶粒尺寸为6.0μm)、25%
‑
30%呈岛状分布的马氏体
(平均晶粒尺寸为3.0μm)及10%
‑
25%贝氏体(平均晶粒尺寸为4.0μm)构成,本发明制备的钢板成分不含贵金属,工艺控制简单,生产成本低。
附图说明
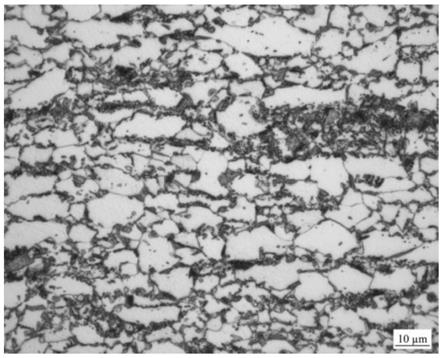
23.图1为实施例1的金相组织图。
24.图2为实施例1的电子扫描图。
具体实施方式
25.本发明的技术方案,具体可以按照以下方式实施。
26.低成本700mpa级热镀锌复相钢板,其化学成分按重量百分比为:c 0.08
‑
0.13%,si 0.10
‑
0.50%,mn 1.60
‑
1.90%,als 0.015
‑
0.070%,p≤0.020%,s≤0.010%,n≤0.0060%,v 0.06
‑
0.10%,cr 0.20
‑
0.50%,其余为fe及不可避免的杂质。
27.si含量过高时,会在加热炉中形成难去除的表面氧化铁皮,增加除磷难度,同时在退火中易向表面富集形成sio2,导致漏镀等表面缺陷;mn含量过高时,易在退火过程中向表面富集,形成大量锰化物,从而导致表面镀锌质量下降;aln最主要的作用是细化晶粒并得到抗时效性,当als含量不足0.010%时,不能发挥其效果;但添加多量的铝容易形成氧化铝团块;cr是推迟贝氏体转变最有效的元素,它推迟贝氏体相变的作用要比推迟珠光体相变的作用大得多。因此优选的是,上述低成本700mpa级热镀锌复相钢板,其化学成分按重量百分比为:c 0.09
‑
0.11%,si 0.30
‑
0.45%,mn 1.70
‑
1.85%,als 0.03
‑
0.06%,p≤0.010%,s≤0.005%,n≤0.003%,v 0.070
‑
0.095%,cr 0.35
‑
0.40%,其余为fe及不可避免的杂质。
28.上述低成本700mpa级热镀锌复相钢板的屈服强度为410
‑
490mpa,抗拉强度为720
‑
780mpa,伸长率a80为17.0
‑
25.0%、扩孔率为53.0
‑
68.0%,其显微组织由50
‑
60%的铁素体(平均晶粒尺寸为8.0μm)、25
‑
30%呈岛状分布的马氏体(平均晶粒尺寸为3.0μm)及10
‑
25%的贝氏体构成(平均晶粒尺寸为6.0μm)。
29.上述低成本700mpa级热镀锌复相钢板的制备方法,包括如下步骤:
30.a.冶炼工序:根据低成本700mpa级热镀锌复相钢板的化学成分冶炼,铸造成板坯;
31.b.热轧工序:将板坯经过加热、除磷、粗轧、精轧和层流冷却后获得热轧卷,控制终轧温度为860
‑
910℃,层流冷却采用稀疏冷却方式,上下表面冷却速率分别为45
‑
55%和70
‑
80%,卷取温度为500
‑
550℃;
32.c.酸轧工序:将热轧卷酸洗后冷轧得到薄带钢,控制钢带厚度为0.7
‑
2.5mm,压下率为50
‑
74%;
33.d.热镀锌工序:先将薄带钢以15
‑
20℃/s、4
‑
10℃/s和0.5
‑
3℃/s的速率分段加热至300℃、700℃和770
‑
790℃,然后以1
‑
5℃/s冷却至680
‑
740℃,再以10
‑
25℃/s的速率快冷却至450
‑
470℃,然后入锌池镀锌。
34.为了增加适配性,满足不同种生产规格的需要,因此优选的是,上述步骤c中,冷轧薄带钢厚度规格每增加0.3mm,冷轧压下率降低3
‑
5%;上述步骤d中,机组速度为70
‑
160m/min,其冷轧薄带钢厚度规格每增加0.3mm,机组速度降低13
‑
17m/min。
35.为了控制析出元素,改变合金元素的内外氧化情况,因此优选的是,上述步骤d中,
加热时采用预氧化
‑
还原技术,加热结束后需均热保温25
‑
90s。
36.为了便于贝氏体的产生,将剩余的残余奥氏体转变为马氏体,因此优选的是,上述步骤d中,快冷结束后,均衡保温进入锌池镀锌10
‑
40s,出锌池后以≥5℃/s的速度冷却至室温。
37.下面通过实际的例子对本发明的技术方案和效果做进一步的说明。
38.实施例
39.本实施例提供了两组采用本发明方法制备的低成本700mpa级热镀锌复相钢板,其化学成分如表1所示。
40.表1冷轧双相钢化学成分(wt.%)
[0041] csimnpsnalscrv实施例10.1000.351.750.0090.0020.00240.0350.370.083实施例20.1050.421.820.0080.0020.00320.0430.420.090
[0042]
上述低成本高延伸热镀锌高强度钢板的制备方法,具体工艺如下:
[0043]
a、冶炼工序:经过冶炼工艺,制备如表1所示化学成分的双相钢板坯。
[0044]
b、热轧工序:将板坯经过加热、除磷、热轧和层流冷却后获得热轧卷,具体热轧工艺参数如表2所示。
[0045]
表2冷轧双相钢热轧主要工艺参数
[0046] 开轧温度/℃终轧温度/℃卷取温度/℃实施例11075886527实施例21097905541
[0047]
c、酸轧工序:将热轧卷酸洗后,冷轧成薄带钢,其中实施例1的薄带钢厚度为1.0mm,其冷轧压下率为62.5%;实施例2的厚度为1.9mm,其冷轧压下率为61.0%。
[0048]
d、热镀锌工序:冷轧薄带钢先分别以15
‑
20℃/s、4
‑
10℃/s和0.5
‑
3℃/s的加热速率分段加热至300℃、700℃和770
‑
790℃;均热保温25
‑
90s后分别以1
‑
5℃/s及10
‑
25℃/s的速率,依次缓慢冷却至680
‑
740℃和快速冷却至450
‑
470℃后,均衡保温一段时间后进入锌池进行镀锌处理,其时间为10
‑
40s,出锌池后以≥5℃/s的速度冷却至室温,具体热镀锌工艺参数如表3和表4所示。
[0049]
表3热镀锌各工艺段冷速及保温时间控制要求
[0050][0051]
表4热镀锌工序温度要求
[0052] 镀锌退火温度缓冷终点温度快冷终点温度入锌池温度实施例1783℃723℃461℃458℃实施例2775℃698℃468℃465℃
[0053]
图1为实施例1的金相照片,由图可知,本发明制备的钢材显微组织主要由等轴分
布平均晶粒尺寸为7.0μm的铁素体(白色,体积分数约为55%)+分布于铁素体晶界的马氏体(黑色,体积分数约为30%)+贝氏体(棕色,体积分数约为15%)构成。
[0054]
图2是实施例1的电子显微镜图,由图可知,凹陷下去的为铁素体,浮凸且上面无点状物(干净)的为马氏体,浮凸且其上有白点状物的为贝氏体。
[0055]
采用cn105803334a的产品为对比例,按照gb/t228
‑
2010《金属材料室温拉伸试验方法》测试上述冷轧双相钢与本发明实施例制备钢的性能,测试结果如表5所示。
[0056]
表5冷轧双相钢力学性能
[0057] 屈服强度抗拉强度延伸率a
80
扩孔率(钻孔)实施例1423mpa738mpa22.5%63.0%实施例2462mpa766mpa20.0%57.0%cn105803334a620mpa735mpa20.0%
‑
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1