掩模的制作方法
掩模
1.相关申请的交叉引用
2.本专利申请要求于2020年7月17日在韩国知识产权局提交的第10-2020-0089131号韩国专利申请的优先权和权益,该韩国专利申请的内容通过引用以其整体合并于此。
技术领域
3.本公开的各实施例涉及一种掩模及制造该掩模的方法。更具体地,本公开的各实施例涉及一种包括焊接到彼此的多个掩模的掩模及制造该掩模的方法。
背景技术:
4.显示面板包括多个像素。每个像素包括诸如晶体管的驱动元件和诸如有机发光二极管的显示元件。通过在基板上堆叠电极和发光图案来形成显示元件。
5.使用形成有穿过其中的开放区域的掩模来使发光图案图案化。发光图案形成为对应于掩模的开放区域。近年来,已经进行了关于大尺寸掩模的研究以提高显示元件的制造效率。
技术实现要素:
6.本公开的实施例提供一种能够提高显示设备的制造方法的效率的掩模。
7.本公开的实施例提供一种制造能够提高显示设备的制造方法的效率的掩模的方法。
8.发明构思的实施例提供一种掩模,所述掩模包括第一掩模,所述第一掩模包括在第一方向上延伸的第一长边和在与所述第一方向交叉的第二方向上延伸的第一短边,其中所述第一掩模包括在所述第一方向上顺序布置的第一边缘部分、第一中心部分和第一焊接部分。所述掩模进一步包括第二掩模,所述第二掩模包括在所述第一方向上延伸的第二长边和在所述第二方向上延伸的第二短边,其中所述第二掩模包括在所述第一方向上顺序布置的第二焊接部分、第二中心部分和第二边缘部分。所述第一焊接部分与所述第二焊接部分接触。
9.所述第一焊接部分从所述第一中心部分延伸,所述第一焊接部分的一端是所述第一短边,所述第二焊接部分从所述第二中心部分延伸,并且所述第二焊接部分的一端是所述第二短边。
10.所述第一掩模的所述第一短边与所述第二掩模的所述第二短边接触。
11.所述第一长边与所述第二长边在所述第一方向上对齐。
12.所述第一掩模进一步包括穿过所述第一焊接部分形成的第一穿孔,所述第二掩模进一步包括穿过所述第二焊接部分形成的第二穿孔,并且所述第一穿孔与所述第二穿孔彼此重叠。
13.多个所述第一穿孔和多个所述第二穿孔被提供。
14.所述第一掩模进一步包括设置在所述第一焊接部分的上表面上的第一对齐标记,
所述第二掩模进一步包括设置在所述第二焊接部分的上表面上的第二对齐标记,并且所述第一对齐标记与所述第二对齐标记接触。
15.所述第一焊接部分包括第一半蚀刻部分,并且所述第二焊接部分包括第二半蚀刻部分。
16.所述第一焊接部分和所述第二焊接部分中的每个包括倾斜表面和台阶中的一个。
17.所述第一焊接部分包括在平面中具有振荡形状的第一凹凸部分,所述第二焊接部分包括在平面中具有振荡形状的第二凹凸部分,并且所述第一凹凸部分与所述第二凹凸部分接合。
18.所述第一掩模进一步包括穿过所述第一凹凸部分形成的第一穿孔,所述第二掩模进一步包括穿过所述第二凹凸部分形成的第二穿孔,其中所述第一穿孔与所述第二穿孔重叠。
19.所述掩模进一步包括金属薄膜,所述金属薄膜与所述第一凹凸部分和所述第二凹凸部分重叠并且设置在所述第一掩模和所述第二掩模中的每个的上表面上。
20.所述第一中心部分包括其中形成有开口的第一开放区域和与所述第一开放区域相邻的第一非开放区域,并且第二中心部分包括其中形成有另一开口的第二开放区域和与所述第二开放区域相邻的第二非开放区域。
21.所述第一掩模和所述第二掩模中的每个具有等于或小于约50微米的厚度。
22.发明构思的实施例提供一种制造掩模的方法。所述掩模的制造方法包括制备第一掩模,所述第一掩模包括在第一方向上延伸的第一长边和在与所述第一方向交叉的第二方向上延伸的第一短边,其中所述第一掩模包括在所述第一方向上顺序布置的第一边缘部分、第一中心部分和第一焊接部分。所述掩模的制造方法进一步包括制备第二掩模,所述第二掩模包括在所述第一方向上延伸的第二长边和在所述第二方向上延伸的第二短边,其中所述第二掩模包括在所述第一方向上顺序布置的第二焊接部分、第二中心部分和第二边缘部分。所述掩模的制造方法进一步包括将所述第一焊接部分焊接到所述第二焊接部分。
23.所述方法进一步包括将所述第一掩模和所述第二掩模彼此对齐。所述第一掩模进一步包括穿过所述第一焊接部分形成的第一穿孔,所述第二掩模进一步包括穿过所述第二焊接部分形成的第二穿孔,其中在制备所述第一掩模和所述第二掩模之后,将所述第一掩模和所述第二掩模对齐允许所述第一穿孔与所述第二穿孔重叠。
24.所述方法进一步包括将所述第一掩模和所述第二掩模彼此对齐。所述第一掩模进一步包括设置在所述第一焊接部分的上表面上的第一对齐标记,所述第二掩模进一步包括设置在所述第二焊接部分的上表面上的第二对齐标记,其中在制备所述第一掩模和所述第二掩模之后,将所述第一掩模和所述第二掩模对齐允许所述第一对齐标记与所述第二对齐标记接触。
25.所述第一掩模的所述第一焊接部分包括在一端形成的第一图案,并且所述第二掩模的所述第二焊接部分包括在一端形成的第二图案。所述方法进一步包括在制备所述第一掩模和所述第二掩模之后将所述第一图案与所述第二图案对齐。
26.通过半蚀刻工艺形成所述第一图案和所述第二图案。
27.所述第一图案和所述第二图案中的每个包括倾斜表面和台阶中的一个。
28.所述第一图案和所述第二图案中的每个具有振荡形状。
29.所述第一焊接部分进一步包括邻近于所述第一图案形成的第一穿孔,所述第二焊接部分进一步包括邻近于所述第二图案形成的第二穿孔,并且将所述第一掩模和所述第二掩模对齐进一步包括将所述第一掩模和所述第二掩模对齐以允许所述第一穿孔与所述第二穿孔重叠。
30.所述方法进一步包括在将所述第一掩模和所述第二掩模彼此对齐之后将金属薄膜设置在所述第一焊接部分和所述第二焊接部分上。焊接所述第一焊接部分和所述第二焊接部分包括将所述第一焊接部分、所述第二焊接部分和所述金属薄膜焊接到彼此。
31.发明构思的实施例提供一种掩模。所述掩模包括矩形的第一掩模,所述第一掩模包括在所述第一掩模的长度方向上顺序布置的边缘部分、中心部分和焊接部分。所述焊接部分从所述中心部分延伸,所述焊接部分的一端是所述掩模的短边,并且所述掩模的短边与矩形的第二掩模的短边接触。
32.矩形的所述第一掩模进一步包括基本上垂直于所述第一掩模的所述短边的长边,矩形的所述第二掩模包括基本上垂直于所述第二掩模的所述短边的长边,并且所述第一掩模的所述长边与所述第二掩模的所述长边对齐。
33.根据上述内容,掩模可以具有大面积。
34.根据掩模的制造方法,可以提供具有大面积的掩模。
附图说明
35.图1是根据本公开的实施例的掩模组件的平面图。
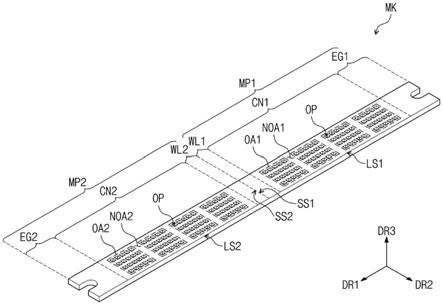
36.图2是根据本公开的实施例的掩模的透视图。
37.图3是根据本公开的实施例的制造掩模的方法的流程图。
38.图4至图12是根据本公开的实施例的处于制备阶段的掩模的透视图。
39.图13是根据本公开的实施例的制造掩模的方法的过程的透视图。
40.图14是根据本公开的实施例的制造掩模的方法的过程的透视图。
41.图15示出了使用根据本公开的实施例的掩模制造显示设备的过程。
具体实施方式
42.在本公开中,应当理解,当一元件或层被称为在另一元件或层“上”、“连接到”或“联接到”另一元件或层时,其可以直接在另一元件或层上、直接连接或联接到另一元件或层,或者可以存在中间元件或层。
43.贯穿全文,相同的附图标记可以指示相同的元件。在附图中,为了有效描述技术内容,可以夸大部件的厚度、比率和尺寸。
44.在下文中,将参照附图描述本公开的实施例。
45.图1是根据本公开的实施例的掩模组件ma的平面图。图2是根据本公开的实施例的掩模mk的透视图。
46.掩模组件ma可以用于制造显示设备的工艺中。详细地,掩模组件ma可以用于在显示设备的沉积基板上沉积有机发光元件层的工艺中。
47.根据实施例,掩模组件ma包括多个掩模mk和掩模框架mf。根据实施例的掩模框架mf具有矩形形状,其具有在第一方向dr1上延伸的边和在第二方向dr2上延伸的边。第二方
向dr2与第一方向dr1交叉。然而,掩模框架mf的形状不限于此,并且在其他实施例中可以具有其他形状。
48.在下文中,基本上垂直于由第一方向dr1和第二方向dr2限定的平面的方向被称为“第三方向dr3”。在本公开中,“在平面中”是指在第三方向dr3上观察的状态。
49.根据实施例,当在平面中观察时,掩模框架mf具有矩形环状。详细地,掩模框架mf具有穿过其形成的框架开口mf-op。框架开口mf-op与掩模mk中的每个的至少一部分重叠。
50.根据实施例,掩模框架fm包括金属。例如,掩模框架fm可以包括具有相对低的热膨胀系数的因瓦合金(invar)。掩模框架mf可以包括例如镍(ni)、镍钴合金、镍铁合金等。由于掩模框架mf包括金属,因此掩模框架mf将足够刚性。
51.根据实施例,掩模mk被固定到掩模框架mf。例如,掩模mk在第二方向dr2上布置并且固定到掩模框架mf。
52.参照图2,根据实施例的掩模mk在第一方向dr1上延伸。掩模mk至少包括在第一方向dr1上布置的第一掩模mp1和第二掩模mp2。根据实施例,第一掩模mp1与第二掩模mp2接触。
53.根据实施例,第一掩模mp1包括在第一方向dr1上延伸的第一长边ls1和在第二方向dr2上延伸的第一短边ss1。第一掩模mp1包括在第一方向dr1上顺序布置的第一边缘部分eg1、第一中心部分cn1和第一焊接部分wl1。第一中心部分cn1从第一边缘部分eg1延伸以与第一焊接部分wl1会合,并且第一焊接部分wl1从第一中心部分cn1延伸。
54.根据实施例,第一边缘部分eg1、第一中心部分cn1和第一焊接部分wl1沿着第一长边ls1布置。第一焊接部分wl1的一端是第一短边ss1。
55.根据实施例,第一中心部分cn1包括第一开放区域oa1(开口op穿过第一开放区域oa1形成)和与第一开放区域oa1相邻的第一非开放区域noa1。第一非开放区域noa1围绕第一开放区域oa1。
56.图1和图2示出了第一掩模mp1中的四个第一开放区域oa1,然而,实施例不限于此。第一掩模mp1中的第一开放区域oa1的数量可以等于或小于三个,或者大于四个。
57.另外,根据实施例,如图2所示,开口op以矩阵形式布置在第一开放区域oa1中,然而,实施例不限于此。例如,在第一开放区域oa1的一些区域中可以不形成开口op。
58.根据实施例,每个开口op具有如图2所示的矩形形状,然而,实施例不限于此。开口op可以具有各种形状,诸如圆形形状或多边形形状。
59.根据实施例,开口op延伸穿过第一掩模mp1。替代地,开口op也可以是第一掩模mp1的凹入部分。
60.根据实施例,第二掩模mp2包括在第一方向dr1上延伸的第二长边ls2和在第二方向dr2上延伸的第二短边ss2。
61.根据实施例,第二掩模mp2包括在第一方向dr1上顺序布置的第二焊接部分wl2、第二中心部分cn2和第二边缘部分eg2。第二中心部分cn2从第二边缘部分eg2延伸以与第二焊接部分wl2会合,并且第二焊接部分wl2从第二中心部分cn2延伸。
62.根据实施例,第二焊接部分wl2、第二中心部分cn2和第二边缘部分eg2沿着第二长边ls2布置。第二焊接部分wl2的一端是第二短边ss2。
63.根据实施例,第二中心部分cn2包括第二开放区域oa2(开口op穿过第二开放区域
oa2形成)和与第二开放区域oa2相邻的第二非开放区域noa2。第二非开放区域noa2围绕第二开放区域oa2。
64.图1和图2示出了第二掩模mp2中的四个第二开放区域oa2,然而,实施例不限于此。第二掩模mp2中的第二开放区域oa2的数量可以等于或小于三个,或者大于四个。
65.第一开放区域oa1中的开口op的描述也适用于第二开放区域oa2中的开口op。
66.根据实施例,第一焊接部分wl1与第二焊接部分wl2接触。例如,第一焊接部分wl1的第一短边ss1与第二焊接部分wl2的第二短边ss2接触。
67.根据实施例,第一焊接部分wl1通过焊接连接到第二焊接部分wl2。也就是说,通过将第一焊接部分wl1焊接到第二焊接部分wl2来获得掩模mk。
68.根据实施例的掩模mk包括第一掩模mp1和连接到第一掩模mp1的第二掩模mp2,并因此,一个掩模mk包括包含第一开放区域oa1和第二开放区域oa2的多个开放区域。例如,掩模mk中的第一开放区域oa1的数量与第二开放区域oa2的数量之和可以是第一掩模mp1中的第一开放区域oa1的数量的至少两倍。
69.根据实施例,第一开放区域oa1和第二开放区域oa2中的每个具有与一个显示设备的尺寸基本上对应的尺寸。掩模mk固定到掩模框架mf,并且然后,由于掩模mk包括包含第一开放区域oa1和第二开放区域oa2的多个开放区域,因此掩模mk用于同时在多个显示设备上执行沉积工艺。
70.根据实施例,第一边缘部分eg1和第二边缘部分eg2通过夹具保持,以将掩模mk固定到掩模框架mf。
71.根据实施例,第一中心部分cn1和第二中心部分cn2通过第一焊接部分wl1和第二焊接部分wl2彼此间隔开。第一中心部分cn1和第二中心部分cn2在第一焊接部分wl1和第二焊接部分wl2介于其间的情况下彼此间隔开。第一焊接部分wl1和第二焊接部分wl2能够防止在第一中心部分cn1和第二中心部分cn2中的一个中产生的缺陷(诸如折痕)扩展到第一中心部分cn1和第二中心部分cn2中的另一个。因此,在制造显示设备的工艺中,可以降低显示设备的缺陷率。
72.根据实施例,掩模mk包括矩形的第一掩模mp1,第一掩模mp1包括在第一掩模的长度方向dr1上顺序布置的边缘部分eg1、中心部分cn1和焊接部分wl1。焊接部分wl1从中心部分cn1延伸,焊接部分wl1的一端是掩模mp1的短边ss1,并且第一掩模mp1的短边ss1与矩形的第二掩模mp2的短边ss2接触。矩形的第一掩模mp1进一步包括基本上垂直于第一掩模mp1的短边ss1的长边ls1,并且矩形的第二掩模mp2包括基本上垂直于第二掩模mp2的短边ss2的长边ls2。第一掩模mp1的长边ls1与第二掩模mp2的长边ls2对齐。
73.图3是根据实施例的掩模的制造方法s100的流程图。
74.根据实施例的掩模mk可以通过根据实施例的掩模制造方法s100来制造。掩模制造方法s100包括制备阶段s10和焊接阶段s20,制备阶段s10制备第一掩模mp1和第二掩模mp2,焊接阶段s20将第一焊接部分wl1焊接到第二焊接部分wl2。根据实施例的掩模制造方法s100进一步包括在制备阶段s10与焊接阶段s20之间的对齐阶段s10-1和补偿阶段s10-2。
75.根据实施例,对齐阶段s10-1在制备阶段s10与焊接阶段s20之间将第一掩模mp1与第二掩模mp2对齐。
76.图4至图12示出了根据本公开的实施例的处于制备阶段的掩模mk。
77.参照图4,根据实施例,在制备阶段s10中制备第一掩模mp1和第二掩模mp2。参照图1和图2描述的第一掩模mp1和第二掩模mp2的细节适用于第一掩模mp1和第二掩模mp2。例如,第一掩模mp1包括在第一方向dr1上顺序布置的第一边缘部分eg1、第一中心部分cn1和第一焊接部分wl1。第二掩模mp2包括在第一方向dr1上顺序布置的第二焊接部分wl2、第二中心部分cn2和第二边缘部分eg2。
78.根据实施例,在制备阶段s10中,将第一掩模mp1和第二掩模mp2布置为使得第一焊接部分wl1和第二焊接部分wl2彼此面对。
79.根据实施例,单独形成第一掩模mp1和第二掩模mp2中的每个。详细地,通过光刻工艺单独形成第一掩模mp1和第二掩模mp2中的每个。例如,将其上表面和下表面上形成有光致抗蚀剂的掩模片设置在辊上。辊旋转以将掩模片的需要曝光的预定部分移动到曝光模块。曝光模块包括第一曝光机和与第一曝光机间隔开并且面向第一曝光机的第二曝光机。在设置在第一曝光机与第二曝光机之间的掩模片的预定部分上执行曝光工艺。然后,通过显影工艺形成开放区域。当提供多个曝光机时,多个开放区域可以穿过一个掩模形成。然而,在该工艺中可以设置并使用的曝光机的数量具有限制,并因此,可以穿过一个掩模形成的开放区域的数量具有限制。
80.参照图4,根据实施例的第一掩模mp1包括形成在第一焊接部分wl1中的第一穿孔h1。详细地,第一穿孔h1形成为邻近于第一焊接部分wl1的第一短边ss1。第一穿孔h1贯穿第一焊接部分wl1。
81.根据实施例的第二掩模mp2包括形成在第二焊接部分wl2中的第二穿孔h2。详细地,第二穿孔h2形成为邻近于第二焊接部分wl2的第二短边ss2。第二穿孔h2贯穿第二焊接部分wl2。
82.根据实施例,在对齐阶段s10-1中将第一掩模mp1和第二掩模mp2彼此对齐,使得第一穿孔h1与第二穿孔h2重叠。例如,第一中心部分cn1和第二中心部分cn2在相同方向(诸如第一方向dr1)上布置,并且第一焊接部分wl1设置在第二焊接部分wl2上。替代地,第一中心部分cn1和第二中心部分cn2在相同方向(诸如第一方向dr1)上布置,并且第二焊接部分wl2设置在第一焊接部分wl1上。
83.根据实施例,在焊接阶段s20中通过焊接在对齐阶段s10-1中对齐的第一焊接部分wl1和第二焊接部分wl2来形成掩模mk。
84.然而,第一掩模mp1和第二掩模mp2的形状不限于此。另外,可以根据第一掩模mp1和第二掩模mp2的形状使用各种对齐方法。
85.参照图5,根据实施例,第一掩模mp1和第二掩模mp2中的每个包括半蚀刻部分。详细地,第一掩模mp1包括通过对第一焊接部分wl1的一端进行半蚀刻而获得的第一半蚀刻部分hf1。
86.根据实施例,第二掩模mp2包括通过对第二焊接部分wl2的一端进行半蚀刻而获得的第二半蚀刻部分hf2。
87.在实施例中,通过对第一焊接部分wl1的下部进行半蚀刻来获得第一半蚀刻部分hf1。通过对第二焊接部分wl2的上部进行半蚀刻来获得第二半蚀刻部分hf2。在对齐阶段s10-1之前获得第一半蚀刻部分hf1和第二半蚀刻部分hf2。然而,实施例不限于此。根据另一实施例,通过对第一焊接部分wl1的上部进行半蚀刻来获得第一半蚀刻部分hf1,并且通
过对第二焊接部分wl2的下部进行半蚀刻来获得第二半蚀刻部分hf2。
88.根据实施例,在对齐阶段s10-1中,将第一掩模mp1和第二掩模mp2彼此对齐,使得第一半蚀刻部分hf1与第二半蚀刻部分hf2重叠。详细地,第一半蚀刻部分hf1的厚度和与第一半蚀刻部分hf1对齐的第二半蚀刻部分hf2的厚度之和基本上等于第一掩模mp1的厚度。例如,第一掩模mp1的厚度等于或小于约50μm,并且可以等于或小于约40μm。第二掩模mp2的厚度与第一掩模mp1的厚度基本上相等。在本公开中,表述“厚度基本上相等”不仅意指部件的厚度彼此相等的情况,而且还意指考虑到通常可能在工艺中发生的制造误差,部件的厚度彼此基本上相等的情况。
89.参照图6,根据实施例的第一掩模mp1和第二掩模mp2中的每个的一端可以在平面中具有振荡形状,诸如方波。详细地,第一掩模mp1包括第一焊接部分wl1,第一焊接部分wl1的一端具有方波形状的第一凹凸部分zg1。
90.根据实施例,第二掩模mp2包括第二焊接部分wl2,第二焊接部分wl2的一端具有振荡形状的第二凹凸部分zg2。第二凹凸部分zg2的形状与第一凹凸部分zg1的形状互补,使得第一凹凸部分zg1的凸部配合到第二凹凸部分zg2的凹部中,并且反之亦然。尽管图6将第一凹凸部分zg1和第二凹凸部分zg2示出为具有方波形状,但是实施例不限于此,并且第一凹凸部分zg1和第二凹凸部分zg2可以具有其他形状,诸如三角波形状或正弦形状。
91.根据实施例,在对齐阶段s10-1中,将第一掩模mp1与第二掩模mp2对齐,使得第一凹凸部分zg1与第二凹凸部分zg2接合。如图6所示,提供有多个第一凹凸部分zg1和第二凹凸部分zg2。在对齐阶段s10-1中,将第一凹凸部分zg1的凸部插入到第二凹凸部分zg2的凹部中。类似地,将第二凹凸部分zg2的凸部插入到第一凹凸部分zg1的凹部中。
92.根据实施例,当将第一掩模mp1与第二掩模mp2对齐时,第一掩模mp1的第一凹凸部分zg1和第二掩模mp2的第二凹凸部分zg2设置在同一平面上。
93.参照图7,根据实施例,第一掩模mp1包括形成在第一凹凸部分zg1中的第一穿孔h1。多个第一穿孔h1被提供。详细地,第一穿孔h1形成在第一凹凸部分zg1的两个边缘中。
94.根据实施例,第二掩模mp2包括形成在第二凹凸部分zg2中的第二穿孔h2。多个第二穿孔h2被提供。详细地,第二穿孔h2形成在第二凹凸部分zg2的两个边缘中。
95.根据实施例,在对齐阶段s10-1中,将第一掩模mp1与第二掩模mp2对齐,使得第一凹凸部分zg1与第二凹凸部分zg2接合。在对齐阶段s10-1中,第一凹凸部分zg1的边缘设置在第二凹凸部分zg2的边缘上。根据另一实施例,第一凹凸部分zg1的边缘设置在第二凹凸部分zg2的边缘下面。也就是说,第一掩模mp1与第二掩模mp2对齐,使得第一通孔h1与第二通孔h2彼此重叠。
96.在实施例中,第一掩模mp1和第二掩模mp2分别包括第一凹凸部分zg1和第二凹凸部分zg2,并且分别包括第一穿孔h1和第二穿孔h2,并由此可以减小对齐误差。
97.参照图8,根据实施例,第一掩模mp1和第二掩模mp2中的每个的一端包括倾斜表面。详细地,第一掩模mp1在第一焊接部分wl1的一端中包括第一倾斜表面in1。
98.根据实施例,第二掩模mp2在第二焊接部分wl2的一端中包括第二倾斜表面in2。第一倾斜表面in1和第二倾斜表面in2基本上彼此平行,以使第一焊接部分wl1的端部能够与第二焊接部分wl2的端部重叠。
99.根据实施例,在对齐阶段s10-1中,使第一倾斜表面in1的整个表面与第二倾斜表
面in2的整个表面接触。当将第二掩模mp2与第一掩模mp1对齐时,第一掩模mp1的第一倾斜表面in1与第二掩模mp2的第二倾斜表面in2重叠。详细地,在第一掩模mp1和第二掩模mp2对齐之后,第一倾斜表面in1设置在第二倾斜表面in2下面。
100.参照图9,根据实施例,第一掩模mp1和第二掩模mp2中的每个的一端具有台阶形状。详细地,第一掩模mp1包括第一台阶部分st1,在第一台阶部分st1中,第一焊接部分wl1的一端具有台阶。第一台阶部分st1中的台阶形成在第一掩模mp1的上表面上。第二掩模mp2包括第二台阶部分st2,在第二台阶部分st2中,第二焊接部分wl2的一端具有台阶。第二台阶部分st2中的台阶形成在第二掩模mp2的下表面上。第二掩模mp2的第二台阶部分st2中的台阶装配在第一掩模mp1的第一台阶部分st1的台阶上面。
101.第一台阶部分st1和第二台阶部分st2是参照图5描述的第一半蚀刻部分hf1和第二半蚀刻部分hf2的修改实施例。如图9所示,可以以各种方式应用半蚀刻工艺,并因此,可以在第一焊接部分wl1和第二焊接部分wl2中形成多个台阶。
102.根据实施例,在对齐阶段s10-1中,使第一台阶部分st1与第二台阶部分st2接合。详细地,使第一台阶部分st1设置在第二台阶部分st2下面。
103.参照图10,根据实施例,第一掩模mp1和第二掩模mp2中的每个的一端包括曲形表面。详细地,第一掩模mp1包括第一焊接部分wl1,第一焊接部分wl1的一端具有波形的第一波形部分wv1。第一波形部分wv1中的波形形成在第一掩模mp1的上表面上。第二掩模mp2包括第二焊接部分wl2,第二焊接部分wl2的一端具有波形的第二波形部分wv2。第二波形部分wv2中的波形形成在第二掩模mp2的下表面上。第二掩模mp2的第二波形部分wv2中的波形装配在第一掩模mp1的第一波形部分wv1的波形上面。
104.根据实施例,在对齐阶段s10-1中,使第一波形部分wv1与第二波形部分wv2接合。详细地,使第一波形部分wv1设置在第二波形部分wv2下面。
105.参照图11,根据实施例,第一掩模mp1和第二掩模mp2中的每个的一端包括曲形表面。详细地,第一掩模mp1包括第一焊接部分wl1,第一焊接部分wl1的一端具有波形的第三波形部分wv3。第三波形部分wv3中的波形形成在第一掩模mp1的上表面上。第二掩模mp2包括第二焊接部分wl2,第二焊接部分wl2的一端具有波形的第四波形部分wv4。第四波形部分wv4中的波形形成在第二掩模mp2的下表面上。第二掩模mp2的第四波形部分wv4中的波形装配在第一掩模mp1的第三波形部分wv3的波形上面。
106.第三波形部分wv3和第四波形部分wv4是参照图10描述的第一波形部分wv1和第二波形部分wv2的修改实施例。如图11所示,第一焊接部分wl1和第二焊接部分wl2的一端的曲形表面可以具有各种形状。
107.根据实施例,在对齐阶段s10-1中,使第三波形部分wv3与第四波形部分wv4接合。详细地,使第三波形部分wv3设置在第四波形部分wv4下面。
108.参照图12,根据实施例,第一掩模mp1和第二掩模mp2中的每个包括对齐标记。详细地,第一掩模mp1包括设置在第一焊接部分wl1的上表面上的第一对齐标记am1。第一对齐标记am1与第一短边ss1接触。
109.根据实施例,第二掩模mp2包括设置在第二焊接部分wl2的上表面上的第二对齐标记am2。第二对齐标记am2与第二短边ss2接触。
110.根据实施例,第一对齐标记am1和第二对齐标记am2中的每个分别设置在第一焊接
部分wl1和第二焊接部分wl2的上表面上。第一焊接部分wl1和第二焊接部分wl2的上表面面向第三方向dr3。第一焊接部分wl1和第二焊接部分wl2的后表面可以面向与第三方向dr3相反的方向。
111.第一对齐标记am1和第二对齐标记am2可以是增设到第一焊接部分wl1和第二焊接部分wl2的上表面的部件,或者是形成在上表面中的在与第三方向dr3相反的方向上凹入的凹部。
112.根据实施例,在对齐阶段s10-1中,使第一短边ss1与第二短边ss2对齐,使得第一对齐标记am1与第二对齐标记am2接触。
113.形成在第一焊接部分wl1的一端处并参照图4至图12描述的第一穿孔h1、第一半蚀刻部分hf1、第一凹凸部分zg1、第一倾斜表面in1、第一台阶部分st1、第一波形部分wv1、第三波形部分wv3和第一对齐标记am1可以被称为第一图案。形成在第二焊接部分wl2的一端处并参照图4至图12描述的第二穿孔h2、第二半蚀刻部分hf2、第二凹凸部分zg2、第二倾斜表面in2、第二台阶部分st2、第二波形部分wv2、第四波形部分wv4和第二对齐标记am2可以被称为第二图案。然而,第一图案和第二图案可以具有各种其他形状,而不限于图4至图12中示出的那些形状。
114.图13是根据本公开的实施例的掩模制造方法s100的过程的透视图。图13示出了对齐阶段s10-1的示例,并且详细地示出了图12中示出的第一掩模mp1与第二掩模mp2的对齐。
115.根据实施例,当第一掩模mp1和第二掩模mp2彼此对齐时,第一短边ss1与第二短边ss2接触,并且第一对齐标记am1与第二对齐标记am2接触。另外,第一长边ls1在第一方向dr1上与第二长边ls2对齐。
116.根据实施例,彼此对齐的第一掩模mp1和第二掩模mp2的第一焊接部分wl1和第二焊接部分wl2可以分别被焊接以形成掩模mk。
117.图14示出了根据本公开的实施例的掩模制造方法s100的过程。图14示出了对齐阶段s10-1的示例,并且详细地示出了彼此对齐的图6的第一掩模mp1和第二掩模mp2。
118.根据实施例,第一掩模mp1的第一凹凸部分zg1与第二掩模mp2的第二凹凸部分zg2接合。
119.根据实施例,第一凹凸部分zg1和第二凹凸部分zg2当彼此对齐时被设置在同一平面上。第一掩模mp1和第二掩模mp2设置在同一平面上。
120.根据实施例的掩模制造方法s100进一步包括在对齐阶段s10-1之后的补偿阶段s10-2,在补偿阶段s10-2中,将金属薄膜mp设置在第一掩模mp1和第二掩模mp2上。详细地,根据实施例的掩模制造方法s100包括制备阶段s10、对齐阶段s10-1、补偿阶段s10-2和焊接阶段s20。
121.根据实施例,在补偿阶段s10-2中,将金属薄膜mp设置在第一焊接部分wl1和第二焊接部分wl2上。例如,金属薄膜mp可以包括因瓦合金。
122.在焊接阶段s20中,根据实施例,将第一掩模mp1的第一焊接部分wl1和第二掩模mp2的第二焊接部分wl2焊接到彼此。
123.当根据实施例的掩模制造方法s100包括补偿阶段s10-2时,在焊接阶段s20中焊接第一焊接部分wl1、第二焊接部分wl2和金属薄膜mp。
124.由于根据实施例的掩模制造方法s100包括补偿阶段s10-2,因此尽管在对齐阶段
s10-1中在第一凹凸部分zg1与第二凹凸部分zg2之间可能产生间隙,但是当将第一焊接部分wl1、第二焊接部分wl2和金属薄膜mp焊接到彼此时,该间隙在焊接阶段s20被封闭。
125.即使第一凹凸部分zg1和第二凹凸部分zg2可能由于对齐阶段s10-1中的工艺误差而没有彼此完全接合,但是在补偿阶段s10-2中补偿了第一凹凸部分zg1和第二凹凸部分zg2之间的接合误差。根据实施例的掩模制造方法s100包括补偿阶段s10-2,并由此可以减少由焊接引起的掩模mk的缺陷。
126.图14示出了在图6中示出的第一掩模mp1和第二掩模mp2上执行补偿阶段s10-2的实施例,然而,实施例不限于此。在对齐阶段s10-1之后,可以根据需要在图4、图5以及图7至图11中示出的第一掩模mp1和第二掩模mp2上另外执行补偿阶段s10-2。
127.图15示出了根据本公开的实施例的使用掩模mk的显示设备制造过程。在下文中,将描述使用上述掩模mk在显示设备的基板sub上沉积有机发光元件的过程。
128.参照图15,根据实施例,沉积装置ed包括腔室chb、沉积源s、平台st、驱动板pp和掩模组件ma。
129.根据实施例,沉积源s、平台st、驱动板pp和掩模组件ma设置在腔室chb中。腔室chb提供限定的空间。腔室chb包括至少一个门gt。可以通过门gt打开和关闭腔室chb。掩模组件ma和基板sub可以通过腔室chb中的门gt装载到腔室chb中或从腔室chb卸载。基板sub是显示设备中的在其上沉积沉积材料的基底基板。
130.根据实施例,沉积源s设置在腔室chb的下侧。沉积源s包括沉积材料。沉积材料可以升华或蒸发,并且包括无机材料、金属材料和有机材料中的至少一种。将参照用于制造有机发光设备的有机材料来描述根据本实施例的沉积源s。
131.根据实施例,平台st设置在沉积源s上方。掩模组件ma设置在平台st上。掩模组件ma面向沉积源s。平台st在平面中与掩模框架mf重叠并且支撑掩模组件ma。平台st位于沉积材料从沉积源s沉积到基板sub上途径的路径的外侧。
132.根据实施例,基板sub设置在掩模组件ma上。驱动板pp设置在基板sub上。驱动板pp使基板sub与掩模组件ma对齐。
133.根据实施例,沉积材料通过掩模mk的开口op(参照图2)沉积到基板sub上。因此,可以使用掩模组件ma将有机发光元件沉积到基板sub上。
134.根据实施例的掩模制造方法,通过焊接第一掩模mp1和第二掩模mp2来获得穿过其形成包括第一开放区域oa1和第二开放区域oa2的多个开放区域(参照图2)的掩模mk。使用根据实施例的掩模mk将多个有机发光元件沉积在基板sub上,并且可以提高显示设备的制造过程的效率。
135.尽管已经描述了本公开的实施例,但是应当理解,本公开的实施例不应限于这些实施例,而是本领域普通技术人员可以在如所附权利要求要求保护的本公开的实施例的精神和范围内进行各种改变和修改。
136.因此,公开的主题不应限于本文描述的任何单个实施例,并且本发明构思的实施例的范围应根据所附权利要求来确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1