一种生物医用β钛合金及其制备方法
一种生物医用
β
钛合金及其制备方法
技术领域
1.本发明涉及金属材料技术领域,具体涉及一种生物医用β钛合金及其制备方法。
背景技术:
2.医用钛合金具有良好的生物相容性,是目前医用植入体的首选材料。近年来,基于数字化光学影像采集的金属3d打印,个性化组织修复技术更是焕发了医用钛合金新的研究热潮。但目前常用的医用钛合金植入体(ti6al4v eli)因弹性模量与人体骨组织差异较大,长期植入后存在有毒离子释出,制约了钛合金与骨组织的良性结合及其服役的长效安全性。因此,开发更适用于人体骨植入的新型钛合金成为现今研发的重点内容及热点方向。
3.β
‑
ti合金由于具有不含有毒元素、强度高、弹性模量低等特点。设计并开发具有更低模量及更优综合性能的β
‑
ti合金已然成为国内外医用钛合金材料的开发重点和研究热点。然而,由于生物体骨骼差异性、缺损部位形态的随机性,使得传统加工手段制造的标准化植入体难以满足实际临床需求。因此,应用金属3d打印技术为临床骨缺损病例进行个性化修复,已逐渐成为治疗骨科疾病的有效方法。但至今为止仍未存在商业化医用β
‑
ti合金金属3d打印粉末及其相关产品的报道。
4.金属3d打印可实现金属植入物的三维个性化设计、孔隙结构定制和快速净成型之间的完美结合,已成为高端个性化医疗器械设计、制造和应用推广的重点发展方向和未来发展趋势。然而,金属3d打印β
‑
ti功能材料体系的选择及设计、个性化医用多功能材料的可控制备、骨组织生物材料的表界面研究、系统性临床验证及定制化响应仍然是当下亟需攻克的“卡脖子”难题。
技术实现要素:
5.本发明的目的在于克服现有技术存在的不足之处而提供一种生物医用β钛合金及其制备方法。
6.为实现上述目的,本发明采取的技术方案为:
7.第一方面,本发明提供一种生物医用β钛合金,所述β钛合金包含以下质量百分数的组分:mo:9.2~13.5%;fe:1~3.2%;zr:3.5~8.2%;ta:0~1%;余量为ti及不可避免的杂质。
8.发明人通过研究发现,mo、ta和fe元素具有降低β转变温度、在β相中无限固溶、扩大β相区的作用。其中,fe元素是最强的β稳定元素之一,而mo元素具有提高铬和铁合金的热稳定性的作用。本发明的生物医用β钛合金是一种无毒、低弹、耐磨蚀的可用于金属增材的高性能材料。
9.进一步地,所述β钛合金的粒径为10
‑
75μm。
10.第二方面,本发明提供上述生物医用β钛合金的制造方法,包括如下步骤:
11.(1)将mo、fe、zr、ta和ti按照质量百分比混料,并熔炼锻造为棒材;
12.(2)将步骤1制得的棒材通过等离子旋转电极雾化法制成粉末,收集粒径为12~75
μm的合金粉末;
13.(3)将步骤2收集的合金粉末真空干燥后得到所述β钛合金。
14.发明人通过研究发现,通过本发明的制备方法制得的β钛合金本身具有极佳的流动性、高纯度和可焊接性。
15.进一步地,所述步骤1中棒材的直径为15~30mm,长度为10~150mm。
16.进一步地,所述步骤1中棒材的直径为15~20mm,长度为20~30mm。
17.进一步地,所述步骤2中等离子旋转电极雾化法是在真空环境下将步骤1所述棒材加热到1500~1750℃,熔炼60~80min后,得到熔融合金并使用高纯氩气进行喷雾造粒。
18.进一步地,喷雾造粒的工艺参数为:先将制粉工作腔室内抽真空,雾化室真空度达到5
×
10
‑3pa以上,之后充入高纯氩气使仓内压力达到0.04~0.08mpa,等离子枪功率设定为200kw,旋转速度为15000~18000r/min,在腔室内惰性气体冷却下形成球星粉末并收集入出粉仓中。
19.进一步地,所述步骤2中粉末为球形,收集的粉末粒径为35~50μm。
20.进一步地,所述步骤3中真空干燥的温度为120~200℃,压力为100~200mpa。
21.第三方面,本发明还提供上述生物医用β钛合金在医用材料中的应用。具体的,根据目标零件使用三维建模软件建立3d模型,将虚拟模型导入增材制造系统中进行零件扫描路径的生成;将上述生物医用β钛合金通过增材制造系统加工成生物医用材料。
22.本发明所述的β钛合金适用于激光增材制造技术,所制备零件内生成了晶粒极为细小的致密等轴晶组织和少部分柱状晶组织,起到细晶强化的同时,也起到了大幅度提高合金材料的强硬度和耐磨蚀性的作用。
23.本发明的有益效果为:
24.(1)本发明制备的生物医用β钛合金材料加工成型后基本由细小致密的等轴晶和少量柱状晶的单β
‑
ti相组成,在保证材料塑性和韧性的同时大幅提高了材料的强度、硬度及耐磨蚀性。
25.(2)本发明制备的生物医用β钛合金材料含氧量低、杂质少、合金纯度高,具有极佳的焊接性和可成型性。
26.(3)本发明制备的生物医用β钛合金材料不含有毒元素,具有极低的细胞毒性和很好的细胞相容性。
附图说明
27.图1为本发明实施例1制备的slm合金试样形貌图;
28.图2为对比例1和2制备的slm合金试样形貌宏观图(a)和显微表面形貌图(b)
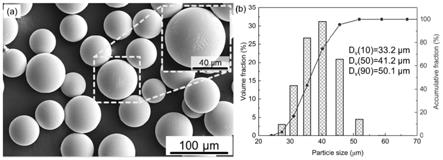
29.图3(a)为本发明β钛合金粉末的sem图;(b)为β钛合金粉末的粒径分布图;
30.图4为本发明β钛合金粉末和slm制备的β钛合金试样的xrd图;
31.图5为slm制备的β钛合金试样的sem图;
32.图6为slm制备的β钛合金试样在3.5wt%nacl溶液中的磨损性能:(a)cof距离曲线;(b)磨损表面的sem图。
具体实施方式
33.为更好的说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
34.实施例1
35.一种生物医用β钛合金的原料组分按质量百分比如下:mo:11.25%;fe:1.75%;zr:5.82%;ta:0.21%;余量为ti。
36.制备方法如下:
37.(1)称取制备原料,包括zr、mo、ta、fe、ti及极少量不可避免的c和si,各组分含量如表1所示,各组分纯度为99.2wt%;将各原料装入坩埚中熔炼后,锻造为直径29.2mm,长150mm的棒材以备球形粉制备。
38.(2)使用等离子旋转电极雾化法制粉,在真空环境下加热到1700℃,熔炼65min后得到熔融合金并使用高纯氩气进行喷雾造粒,搜集粒径为12
‑
75μm的合金粉末,关键制粉工艺参数及详细步骤如下:先将制粉工作腔室内抽真空,雾化室真空度达到5
×
10
‑3pa,之后充入高纯氩气使仓内压力达到0.06mpa,等离子枪功率设定为200kw,旋转速度为16000r/min,在腔室内惰性气体冷却下形成球形粉末并收集入出粉仓中。
39.(3)将收集的合金粉末放入真空干燥箱,抽真空压力约为120mpa,加热至120℃,加热速率为80℃/min,保温2h后进行真空干燥,干燥后得到的钛基合金粉末即为本发明所述的生物医用β钛合金材料,将合金粉末放入真空袋中抽真空保存待用。
40.实施例2:
41.一种生物医用β钛合金的原料组分按质量百分比如下:mo:9.57%;fe:2.35%;zr:7.88%;ta:0.46%;余量为ti。
42.制备方法如下:
43.(1)称取制备原料,包括zr、mo、ta、fe、ti及极少量不可避免的c和si,各组分含量如表1所示,各组分纯度为99.2wt%;将各原料装入坩埚中熔炼后,锻造为直径29.2mm,长150mm的棒材以备球形粉制备。
44.(2)使用等离子旋转电极雾化法制粉,在真空环境下加热到1600℃,熔炼75min后得到熔融合金并使用高纯氩气进行喷雾造粒,搜集粒径为12
‑
75μm的合金粉末,关键制粉工艺参数及详细步骤如下:先将制粉工作腔室内抽真空,雾化室真空度达到5
×
10
‑3pa,之后充入高纯氩气使仓内压力达到0.06mpa,等离子枪功率设定为200kw,旋转速度为16000r/min,在腔室内惰性气体冷却下形成球形粉末并收集入出粉仓中。
45.(3)将收集的合金粉末放入真空干燥箱,抽真空压力约为120mpa,加热至120℃,加热速率为80℃/min,保温2h后进行真空干燥,干燥后得到的钛基合金粉末即为本发明所述的生物医用β钛合金材料,将合金粉末放入真空袋中抽真空保存待用。
46.实施例3:
47.一种生物医用β钛合金的原料组分按质量百分比如下:mo:13.25%;fe:3.05%;zr:3.67%;ta:0.82%;余量为ti。
48.制备方法如下:
49.(1)称取制备原料,包括zr、mo、ta、fe、ti及极少量不可避免的c和si,各组分含量如表1所示,各组分纯度为99.2wt%;将各原料装入坩埚中熔炼后,锻造为直径29.2mm,长
150mm的棒材以备球形粉制备。
50.(2)使用等离子旋转电极雾化法制粉,在真空环境下加热到1700℃,熔炼65min后得到熔融合金并使用高纯氩气进行喷雾造粒,搜集粒径为12
‑
75μm的合金粉末,关键制粉工艺参数及详细步骤如下:先将制粉工作腔室内抽真空,雾化室真空度达到5
×
10
‑3pa,之后充入高纯氩气使仓内压力达到0.06mpa,等离子枪功率设定为200kw,旋转速度为16000r/min,在腔室内惰性气体冷却下形成球形粉末并收集入出粉仓中。
51.(3)将收集的合金粉末放入真空干燥箱,抽真空压力约为120mpa,加热至120℃,加热速率为80℃/min,保温2h后进行真空干燥,干燥后得到的钛基合金粉末即为本发明所述的生物医用β钛合金材料,将合金粉末放入真空袋中抽真空保存待用。
52.对比例1:
53.一种生物医用β钛合金的原料组分按质量百分比如下:mo:0%;fe:2.00%;zr:4.25%;ta:0.08%;ti:93.67%
54.制备方法如下:
55.(1)称取制备原料,包括zr、ta、fe、ti及极少量不可避免的c和si,各组分纯度为99.0wt%;将各原料装入坩埚中熔炼后,锻造为直径30mm,长152mm的棒材以备球形粉制备。
56.(2)使用等离子旋转电极雾化法制粉,在真空环境下加热到1750℃,熔炼80min后得到熔融合金并使用高纯氩气进行喷雾造粒,搜集粒径为12
‑
75μm的合金粉末,关键制粉工艺参数及详细步骤如下:先将制粉工作腔室内抽真空,雾化室真空度达到5
×
10
‑3pa,之后充入高纯氩气使仓内压力达到0.06mpa,等离子枪功率设定为200kw,旋转速度为16000r/min,在腔室内惰性气体冷却下形成球形粉末并收集入出粉仓中。
57.(3)将收集的合金粉末放入真空干燥箱,抽真空压力约为120mpa,加热至120℃,加热速率为80℃/min,保温2h后进行真空干燥,干燥后得到的钛基合金粉末即为本发明所述的生物医用β钛合金材料,将合金粉末放入真空袋中抽真空保存待用。
58.对比例2:
59.一种生物医用β钛合金的原料组分按质量百分比如下:mo:10.8%;fe:0%;zr:6.38%;ta:0.11%;ti:82.71%
60.制备方法如下:
61.(1)称取制备原料,包括zr、ta、mo、ti及极少量不可避免的c和si,各组分纯度为99.0wt%;将各原料装入坩埚中熔炼后,锻造为直径29mm,长150mm的棒材以备球形粉制备。
62.(2)使用等离子旋转电极雾化法制粉,在真空环境下加热到1700℃,熔炼70min后得到熔融合金并使用高纯氩气进行喷雾造粒,搜集粒径为12
‑
75μm的合金粉末,关键制粉工艺参数及详细步骤如下:先将制粉工作腔室内抽真空,雾化室真空度达到5
×
10
‑3pa,之后充入高纯氩气使仓内压力达到0.06mpa,等离子枪功率设定为200kw,旋转速度为16000r/min,在腔室内惰性气体冷却下形成球形粉末并收集入出粉仓中。
63.(3)将收集的合金粉末放入真空干燥箱,抽真空压力约为120mpa,加热至120℃,加热速率为80℃/min,保温2h后进行真空干燥,干燥后得到的钛基合金粉末即为本发明所述的生物医用β钛合金材料,将合金粉末放入真空袋中抽真空保存待用。
64.实施例4
65.将实施例1及对比例1和对比例2制备得到的β钛合金材料采用激光增材制造方式
进行材料的成型制造,具体制造方法包括如下步骤:
66.使用solidworks软件进行三维模型的建立,随后将其导入到magics软件中进行零件摆放并设置激光扫描顺序;
67.将β钛合金材料倒入激光选区熔化(selective laser melting,简称slm)增材制造系统的储粉仓中,等待激光选区熔化成形;
68.使用eos m290系统对β钛合金材料进行金相试样、摩擦磨损试样和生物性能试样的成形制造,制备得到合金试样,具体的工艺参数为:激光光斑为100μm,激光功率为100w,层厚为30μm,扫描间距为100μm,扫描速度为500mm/s。
69.需要说明的是,增材制造系统所涉及的工艺还可具体选择电子束增材制造(ebam)、直接金属沉积(dmd)、直接金属激光烧结(dmls)、激光近净成形(lens)、激光金属成形(lmf)、选择性激光熔化(slm)、选择性激光烧结(sls)等技术中的任意一种。
70.对实施例1制备的slm合金试样如图1所示,表面无裂纹和孔洞,具有极佳的焊接性和可成形性。
71.对对比例1和对比例2制备的slm合金试样如图2所示,试样宏观表面存在孔洞和层裂,焊接性和成形性较差。由于slm成形的实例2和3的表面形貌差不多,因此不在此处做细节区分。
72.性能测试
73.对实施例4所制备的β钛合金试样进行材料表征、机械性能及生物性能测试。
74.由图3a可知,实施例1中所制得的粉末是球形度极高,几乎没有卫星球且流动性好的β钛合金粉末;图3b为该实例中所测得的β钛合金粒径分布,其中dv(50)=41.2μm,符合本实例中选择性激光熔化(slm)常用粉末的要求。
75.由图4可知,无论是实施例1的β钛合金粉末还是实施例4的slm制备的β钛合金试样,均只能检测到β
‑
ti相的峰位,说明所制备的β钛合金材料达到了预期效果。
76.进一步的,由图5的slmβ钛合金的sem结果可知,所制备的slm试样中基本为完全致密的细小等轴晶组织,同时只在熔道交界处存在着少量的柱状晶,平均晶粒尺寸约为1.2μm,说明slm所制备的β钛合金材料具有极为细小的经晶粒结构。
77.对实施例4所制备的β钛合金试样进行平均显微硬度测试,测试方法为:使用显微硬度计(型号为leitz wetzlar,德国)测量试样的维氏显微硬度,所用载荷为200g,加载时间为25s。将slm样品测试面的表面粗糙度抛光到0.15μm以下,测量slm样品表面不同位置的显微硬度值,测量10次后取平均值。测试后的平均显微硬度为356
±
6.2hv
0.2
。
78.对实施例4所制备的β钛合金试样进行摩擦磨损试验,测试方法为:在室温(25℃)下使用csem摩擦磨损试验机对试样进行滑动球
‑
盘磨损试验。在测试摩擦磨损性能之前,将所有slm试样的表面粗糙度(ra)抛光至0.15μm以下,选择直径为4mm的氮化硅(si3n4)球作为对磨球,并在进行测试之前用乙醇清洗,摩擦磨损测试时装入3.5wt.%的nacl生理盐水溶液。磨损试验条件如下:试验载荷为500g、转速为200r/min、摩擦距离为188.5m、摩擦直径为10mm。
79.在滑动试验过程中,由机器自动记录摩擦系数(cof)。在完成磨损试验后,用扫描电镜观察和分析试样的磨损表面,用三维表面轮廓仪对磨痕的宏观形貌进行了次测量。通过以下公式计算样品的磨损率(ω),并在三次测量后计算平均值:
[0080][0081]
其中r是磨损轨迹的半径,单位为mm;s是磨损轨道的横截面积,单位为平方毫米;w是测试负荷,单位为n;l是滑动距离,单位为m。所测量的平均摩擦系数为0.62,平均磨损量为2.38
±
0.25
×
10
‑4mm3/(n
·
m)。
[0082]
对实施例4所制备的β钛合金样品的体外细胞毒性效应采用大鼠骨髓间充质干细胞(rbmscs)进行分析,符合国际标准iso 10993
‑
5。在用于细胞毒性试验之前,制备样品的液体提取物(37℃,含10%fbs(v/v),在α
‑
mem中为3cm2/ml)并进行过滤灭菌,使用细胞计数试剂盒
‑
8(cck
‑
8)对其进行细胞毒性评估。bmscs以每孔1
×
104个细胞的密度接种于96孔板(nest,usa)上一天,然后用医用级聚乙烯(阴性对照,无细胞毒性)、含10%fbs(v/v)和10%二甲基亚砜(dmso)的α
‑
mem(阳性对照,提供可再现的细胞毒性反应)的液体提取物和来自每组(100μl/孔)的β钛合金样品的液体提取物替换培养基,持续1天、3天和5天。随后,将10μl的cck
‑
8溶液加入到板的每个孔中,并将板在光照下孵育两小时。测量450nm处的吸光度。对阴性对照孔的值进行平均,并作为100%细胞存活率。然后将所有其他值相对于其组进行平均,并与阴性对照组进行比较。所测结果可知,slm制备的β钛合金样品在1天、3天和5天后的细胞吸光度(od值)分别为1.275,1.351及1.333,比ti
‑
6al
‑
4v eli的0.04,0.6和1.6略显优势。同时,实施例1中的细胞毒性实验表明24h后细胞的存活数量(单位面积活细胞染色面积)为20.2%,远高于ti
‑
6al
‑
4v eli(11.3%),说明所制备的β钛合金样品具有极低的细胞毒性和很好的细胞相容性。
[0083]
图5
‑
6及上述各材料性能的测试结果可知,所发明的β钛合金粉末本身具有极佳的流动性、高纯度和可焊接性,通过slm工艺制备的β钛合金材料的强硬度、生物相容性及耐磨蚀性都表现出良好的效果。表明本发明技术方案中通过所发明的β钛合金材料是一种可以达到生物医用级别且适合金属增材制造的新型无毒、低弹、耐磨蚀生物医用β钛合金。
[0084]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1