一种带偏心槽结构凸轮轴的磨凸轮夹具的制作方法
1.本发明涉及一种带偏心槽结构凸轮轴的磨凸轮夹具。
背景技术:
2.目前磨凸轮时凸轮轴装夹的方式有自动装夹和手工装夹两种,由于此类凸轮轴带偏心槽结构,装夹定位的方式就显得更加的重要,自动装夹能够满足带偏心槽结构凸轮轴凸轮磨装夹定位的需求,但需要专门定制弹簧夹头和定位机构,只能用于单一的产品加工,且采购成本高、周期长,手工装夹的方式采用人工的方式将凸轮磨夹具装在凸轮轴上,这种方式通过定位块上定位销与凸轮轴端面偏心槽对应固定凸轮轴,定位销与凸轮轴端面偏心槽虽然对应设置,但凸轮轴端面偏心槽不会偏向定位销一个面,在加工过程中需要操作人员双面控制定位,由于操作人员经验、熟练程度等人为因素,再加上凸轮轴带偏心槽结构,角向定位困难,凸轮加工后相位角误差大。
技术实现要素:
3.本发明的目的旨在提供一种带偏心槽结构凸轮轴的磨凸轮夹具,克服现有技术的不足,实现手工装夹对凸轮轴的准确定位,完成磨床对凸轮的加工,凸轮加工后相位角符合标准要求。
4.为实现上述目的,本发明的带偏心槽结构凸轮轴的磨凸轮夹具,包括夹具本体、定位板、压板和杠杆装置,夹具本体中部设置圆孔,夹具本体一端中间设置凹槽,在夹具本体另一端设置连接机构,凹槽端夹具本体侧面设置螺孔,定位板设置在夹具本体中部圆孔上,定位板中部设置圆孔,定位板上面设置定位销,定位销置于夹具本体中部圆孔内,所述压板设置在定位板上面,定位板在压板与夹具本体之间可平行移动,定位板与凹槽端的夹具本体之间设置弹簧,所述杠杆装置通过连接块固定连接在夹具本体的侧面。
5.所述杠杆装置是连接块一端与夹具本体侧面固定连接,连接块另一端设置凹槽,所述杠杆一端与定位块贴合,杠杆另一端的一个端部设置与连接块通孔相对应的通孔,圆柱销依次插入连接块与杠杆的通孔,杠杆另一端的又一个端部呈90
°
下折,在垂直下折部位设置螺孔,拨杆一端与垂直下折部位的螺孔相对应的设置螺孔,用内六角圆柱头螺钉将拨杆与杠杆固定连接。
6.所述杠杆装置是连接块一端与夹具本体固定连接,连接块另一端设置凹槽,所述杠杆一端与定位块贴合,杠杆另一端的一个端部设置与连接块通孔相对应的通孔,圆柱销依次插入连接块与杠杆的通孔,杠杆另一端的又一个端部呈90
°
下折,在垂直下折部位设置螺孔,然后再90
°
平折与夹具本体平行,90
°
平折的端部设置凹槽,90
°
平折上设置螺孔,与90
°
平折的端部凹槽对应的夹具本体上设置螺孔,螺杆一端置于夹具本体侧面的螺孔中,螺杆另一端连接螺帽,使螺杆置于90
°
平折的端部凹槽内,所述拨杆的端部设置为“l”型,“l”型底部端部连接手柄,“l”型上部设置螺孔并与垂直下折部位螺孔相对应,通过内六角圆柱头螺钉使拨杆与杠杆固定连接。
7.所述压板设为“u”型,对应定位板一端设置榫槽,用内六角圆柱头螺钉将压板固定在夹具本体上。
8.所述连接块设为平板状,置于杠杆上面或下面,与杠杆通过圆柱销固定连接。
9.本发明的带偏心槽结构凸轮轴的磨凸轮夹具与现有技术相比具有如下优异效果。
10.本发明带偏心槽结构凸轮轴的磨凸轮夹具,采用杠杆原理,通过杠杆和弹簧作用使定位板能上、下移动,定位板上的定位销与凸轮轴端面偏心槽对应设置,移动后的定位板紧贴偏心槽定位面,有效的解决了在现有凸轮磨床上对带偏心槽结构凸轮轴加工的定位问题,使用现有凸轮磨床也能生产出满足客户要求的产品,提高了设备利用率,规避了购置专用装夹装置所造成的高成本投入问题。
附图说明
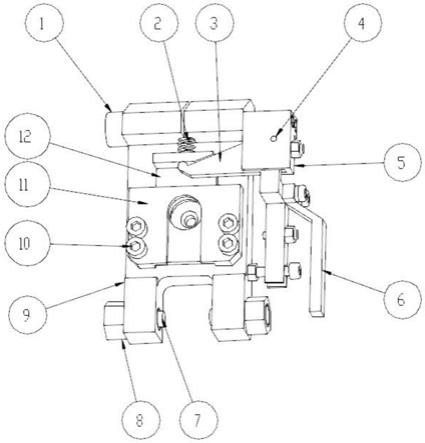
11.图1为本发明带偏心槽结构凸轮轴的磨凸轮夹具示意图。
12.其中:1、为螺栓,2、为弹簧,3、为杠杆,4、为圆柱销,5、为连接板,6、为拨杆,7、为内六角圆柱端紧定螺钉,8、为六角螺母,9、为夹具本体,10、为内六角圆柱头螺钉,11、为压板,12、为定位板。
具体实施方式
13.下面结合附图对本发明带偏心槽结构凸轮轴的磨凸轮夹具做进一步的详细说明。
14.图1所示的带偏心槽结构凸轮轴的磨凸轮夹具,包括夹具本体9、定位板12、压板11和杠杆装置,夹具本体9中部设置圆孔,夹具本体9一端中间设置凹槽,在夹具本体9另一端设置连接机构,凹槽端夹具本体9侧面设置螺孔,定位板12设置在夹具本体9中部圆孔上,定位板12中部设置圆孔,定位板12上面设置定位销,定位销置于夹具本体9中部圆孔内,压板11设置在定位板12上面,定位板12在压板11与夹具本体9之间可平行移动,定位板12与凹槽端的夹具本体9之间设置弹簧2,杠杆装置通过连接板5固定连接在夹具本体9的侧面。
15.实施例1
16.夹具本体9中部设置圆孔,夹具本体9一端中间设置凹槽,在夹具本体9另一端设置连接机构,凹槽端夹具本体9侧面设置螺孔,定位板12设置在夹具本体9中部圆孔上,定位板12中部设置圆孔,定位板12上面设置定位销,定位销置于夹具本体9中部圆孔内,压板11设置在定位板12上面,定位板12在压板11与夹具本体9之间可平行移动,定位板12与凹槽端的夹具本体9之间设置弹簧2,杠杆装置是连接板5一端与夹具本体9侧面固定连接,连接板另一端设置凹槽,杠杆3一端与定位板贴合,杠杆3另一端的一个端部设置与连接板5通孔相对应的通孔,圆柱销4依次插入连接板与杠杆3的通孔,杠杆3另一端的又一个端部呈90
°
下折,在垂直下折部位设置螺孔,拨杆6一端与垂直下折部位的螺孔相对应的设置螺孔,用内六角圆柱头螺钉10将拨杆6与杠杆3固定连接。
17.实施例2
18.夹具本体9中部设置圆孔,夹具本体9一端中间设置凹槽,在夹具本体9另一端设置连接机构,凹槽端夹具本体9侧面设置螺孔,定位板12设置在夹具本体9中部圆孔上,定位板12中部设置圆孔,定位板12上面设置定位销,定位销置于夹具本体9中部圆孔内,压板11设置在定位板12上面,定位板12在压板11与夹具本体9之间可平行移动,定位板12与凹槽端的
夹具本体9之间设置弹簧2,杠杆装置是连接板5一端与夹具本体9固定连接,连接板5另一端设置凹槽,杠杆3一端与定位板12贴合,杠杆3另一端的一个端部设置与连接板5通孔相对应的通孔,圆柱销4依次插入连接板5与杠杆3的通孔,杠杆3另一端的又一个端部呈90
°
下折,在垂直下折部位设置螺孔,然后再90
°
平折与夹具本体9平行,90
°
平折的端部设置凹槽,90
°
平折上设置螺孔,与90
°
平折的端部凹槽对应的夹具本体9上设置螺孔,螺杆一端置于夹具本体9侧面的螺孔中,螺杆另一端连接螺帽,使螺杆置于90
°
平折的端部凹槽内,拨杆6的端部设置为“l”型,“l”型底部端部连接手柄,“l”型上部设置螺孔并与垂直下折部位螺孔相对应,通过内六角圆柱头螺钉10使拨杆6与杠杆3固定连接。
19.压板11设为“u”型,对应定位板12一端设置榫槽,用内六角圆柱头螺钉10将压板11固定在夹具本体9上。
20.连接板5设为平板状,置于杠杆3上面或下面,与杠杆3通过圆柱销4固定连接。
21.通过杠杆3作用,将拨杆6沿夹具本体9方向按动,使定位板12向上移动,然后装入凸轮轴,使凸轮轴端面偏心槽与定位板12上的定位销对应,定位销置入偏心槽中,松开拨杆6,定位板12在弹簧2推力作用下,使定位板12向下移动,定位板12与偏心槽定位面紧贴,完成定位角度,之后拧紧凹槽端夹具本体9侧面螺孔中的螺栓1,使夹具本体9夹紧凸轮轴外圆,完成凸轮轴手工装夹。
22.夹具本体9与机床连接端设有两脚,两脚侧面设置螺孔,用内六角圆柱端紧定螺钉7和六角螺母8配合安装在机床上,然后磨床对凸轮轴的凸轮进行加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1