一种钼钛靶坯的制备工艺的制作方法
1.本发明涉及靶材领域,具体涉及一种钼钛靶坯的制备工艺。
背景技术:
2.随着科学技术的进步,平面显示器逐步趋向大型化和高精度化,传统的铝制导电材料逐渐被铜制材料所取代。由于钛和铜有着优异的附着性,钼有利于阻挡层的稳定性,所以钼钛合金主要用作铜的底层或覆盖层,控制反射率并提供保护,使其在光刻过程中免受侵蚀。除此之外,钼钛合金还具有比阻抗和膜应力小的优点,是当今平面显示器溅射靶材的首选材料之一。随着电子行业的蓬勃发展,钼钛靶材的市场需求量与日俱增。
3.钼钛靶材通常由钼钛靶坯与背板焊接得到。目前钼钛靶坯一般采用粉末冶金的方法制备,其主要原材料高纯钛粉来自于氢化加工工艺,不可避免地,原材料高纯钛粉中含有较多的氢,容易导致靶材韧性降低以及溅射后产生的薄膜的性能下降。因此在钼钛靶坯的制备工艺中需要对其进行脱氢处理。
4.cn110756813a提出了一种高纯钛粉的制备方法,主要通过对废钛材料进行去油、去氧化皮处理、加氢处理以及脱氢处理制备得到高纯钛粉。其中,脱氢处理是将氢化钛粉置于容器中,抽真空至1
×
10
‑2pa以下,在600
‑
800℃下热处理18
‑
24小时,得到脱氢后的高纯钛粉。然而其脱氢时间较长,存在生产成本高和能耗高的问题。
5.cn109622941a提出了一种低氧铌粉的制造方法,主要通过将氢化铌粉与金属还原剂交替置于脱氢降氧炉中,加热到600
‑
800℃保温1
‑
5小时,继续升温至700
‑
1000℃保温1
‑
5小时,随后将炉内抽真空保温2
‑
10h,制备得到脱氢后的铌粉。该发明提出的脱氢处理反应时间长,操作复杂,对设备要求较高,工业化成本增加。
6.现有的钼钛靶坯的脱氢处理一般为钼钛靶坯烧结成型后,在真空炉中进行脱氢处理,所得钼钛靶坯虽然可以获得良好的致密度和机械强度,但是此时靶坯已经致密化难以将氢含量去除至较低水平,并且脱氢处理所需的反应温度和反应时间都大大增加,甚至需要增加专用的脱氢设备和额外的脱氢工序,生产成本较高,难以进行工业化推广。
7.因此,如何降低钼钛靶坯的氢含量,简化脱氢处理的流程,降低钼钛靶坯的生产成本,得到致密度高、机械性能优异的钼钛靶坯产品是当前需要解决的紧迫问题。
技术实现要素:
8.针对现有技术存在的不足,本发明的目的在于提供一种钼钛靶坯的制备工艺,本发明提供的制备工艺脱氢流程简单,能够大大缩短脱氢的反应时间,将钼钛靶坯的氢含量降低至20ppm以下,降低钼钛靶坯的生产成本,所制得的钼钛靶坯致密度高、内部结构良好且满足尺寸规格。
9.为达到此发明目的,本发明采用以下技术方案:
10.本发明提供一种钼钛靶坯的制备工艺,所述制备工艺包括以下步骤:
11.(1)将钼粉和钛粉混合得到混粉料,将所述混粉料进行冷等静压得到压坯。
12.(2)将所述压坯进行脱氢处理,得到脱氢压坯。
13.(3)将所述脱氢压坯进行包套脱气处理和热等静压处理,处理后的样品经过机加工得到钼钛靶坯。
14.现有的钼钛靶坯脱氢处理工艺需要的反应温度高,反应时间长,且钼钛靶坯的氢含量难以去除至最低。本发明提出的钼钛靶坯制备工艺通过冷等静压后对钼钛压坯进行脱氢处理,可以将脱氢处理的反应时间缩短95%以上,降低脱氢处理的能耗,在短时间内可将钼钛靶坯的氢含量降低至20ppm以下。
15.优选地,步骤(1)所述钼粉和钛粉的混料比为(5
‑
9):1,例如可以是5:1、5.2:1、6:1、7:1、8:1、8.8:1或9:1,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为(5.2
‑
8.8):1。
16.优选地,步骤(1)所述混合的操作方式包括机械混合。
17.优选地,步骤(1)所述混合加入保护气。
18.优选地,所述保护气包括氩气。
19.本发明在步骤(1)的混合过程中加入保护气的目的是排净混粉机内的空气,防止钼粉和钛粉混合过程中发生氧化,所述保护气也可以是氮气或其他惰性气体。
20.优选地,所述保护气的纯度为≥5n,例如可以是5n、6n、7n、8n或9n,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为5n。
21.优选地,所述混合的压力为0.03
‑
0.06mpa,例如可以是0.03mpa、0.035mpa、0.04mpa、0.045mpa、0.05mpa、0.055mpa或0.06mpa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为0.035
‑
0.055mpa。
22.本发明在步骤(1)的混合过程中需要每间隔3小时检查混粉机内的压力,所述混合的压力需在0.03
‑
0.06mpa的范围内。混合过程中需要控制混粉机内的压力为正压,防止空气进入混粉机将钼粉或钛粉氧化。
23.优选地,步骤(1)所述混合的时间为24
‑
48小时,例如可以是24小时、26小时、28小时、30小时、32小时、34小时、36小时、38小时、40小时、42小时、44小时、46小时或48小时,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为30
‑
42小时。
24.本发明中,当混合的时间不够时,钼粉和钛粉难以均匀分散,所得混粉料因密度不同发生分层现象,影响产品钼钛靶坯的加工性能和机械性能,当混合时间过长时,会增加生产时间和生产成本。
25.优选地,步骤(1)所述钼粉的钼含量为≥99.5%,例如可以是99.5%、99.6%、99.7%、99.8%或99.9%,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为99.5%。
26.优选地,步骤(1)所述钛粉的钛含量为≥99.5%,例如可以是99.5%、99.6%、99.7%、99.8%或99.9%,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为99.5%。
27.优选地,步骤(1)所述钛粉的氢含量为≤300ppm,例如可以是300ppm、280ppm、260ppm、240ppm、220ppm、200ppm、180ppm、160ppm、140ppm、120ppm或100ppm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为≤200ppm。
28.优选地,步骤(1)所述钛粉的粒度为30
‑
60μm,例如可以是30μm、32μm、34μm、35μm、
36μm、38μm、40μm、42μm、44μm、46μm、48μm、50μm、52μm、54μm、55μm、56μm、58μm或60μm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为35
‑
55μm。
29.优选地,步骤(1)所述钼粉的粒度为8
‑
20μm,例如可以是8μm、9μm、10μm、11μm、12μm、13μm、14μm、15μm、16μm、17μm、18μm、19μm或20μm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为10
‑
15μm。
30.优选地,步骤(1)所述冷等静压的升压方式包括一次升压和二次升压。
31.优选地,所述一次升压的压制压力为120
‑
140mpa,例如可以是120mpa、122mpa、124mpa、125mpa、126mpa、128mpa、130mpa、132mpa、134mpa、135mpa、136mpa、138mpa或140mpa,但不限于所列举的数值,该范围内其他未列举的组合同样适用,优选为125
‑
135mpa。
32.优选地,所述一次升压的压制时间为5
‑
10分钟,例如可以是5分钟、6分钟、7分钟、8分钟、9分钟或10分钟,但不限于所列举的数值,该范围内其他未列举的组合同样适用,优选为6
‑
8分钟。
33.优选地,所述二次升压的压制压力为140
‑
160mpa,例如可以是140mpa、142mpa、144mpa、145mpa、146mpa、148mpa、150mpa、152mpa、154mpa、155mpa、156mpa、158mpa或160mpa,但不限于所列举的数值,该范围内其他未列举的组合同样适用,优选为145
‑
155mpa。
34.优选地,所述二次升压的压制时间为10
‑
20分钟,例如可以是10分钟、12分钟、14分钟、15分钟、16分钟、17分钟、18分钟或20分钟,但不限于所列举的数值,该范围内其他未列举的组合同样适用,优选为14
‑
17分钟。
35.优选地,所述二次升压的压制压力大于所述一次升压的压制压力。
36.本发明中,采用冷等静压工艺的目的是对混粉料进行初步的致密化和预成型,为后续热等静压工艺的压制提供条件。经过冷等静压得到的钼、钛混合压坯在冷等静压模具中被施以各向均等且全方位的压力,当压制压力太小时,会导致压坯成型性较差,致密度不够,当压制压力太大时,会导致压坯过于致密,后续脱氢困难,增加生产能耗和成本。为了避免压力过大或过小对制备工艺的不利影响,本发明采用两段升压工艺,先进行一次升压至120
‑
140mpa,再进行二次升压至140
‑
160mpa,缓冲了压力过大对压坯结构和成型造成的破坏,又使得压坯达到初步致密化的目的。
37.本发明中,当冷等静压的压制时间过长时,容易造成制备工艺流程延长,生产成本增加,且压坯致密化程度过高,后续难以对压坯进行脱氢处理,当冷等静压的压制时间过短时,压坯致密化不够,成型较差,在后续移动中容易破碎,造成产品损失。
38.本发明所采用的冷等静压工艺在室温下进行,通常为20
‑
35℃,例如可以是20℃、22℃、24℃、25℃、26℃、28℃、30℃、32℃、34℃或35℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为25
‑
30℃。
39.优选地,步骤(1)所述混粉料放入冷等静压模具中进行冷等静压。
40.优选地,所述冷等静压模具的材质包括橡胶或塑料,所述冷等静压模具规格尺寸没有限制。
41.优选地,所述混粉料放入冷等静压模具中压实。
42.优选地,所述压实后的混粉料密度为5
‑
8g/cm3,例如可以是5g/cm3、5.2g/cm3、
5.4g/cm3、5.5g/cm3、5.6g/cm3、5.8g/cm3、6g/cm3、6.2g/cm3、6.4g/cm3、6.5g/cm3、6.6g/cm3、6.8g/cm3、7g/cm3、7.2g/cm3、7.4g/cm3、7.5g/cm3、7.6g/cm3、7.8g/cm3或8g/cm3,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为6
‑
7g/cm3。
43.优选地,步骤(2)所述脱氢处理在容器中进行。
44.优选地,所述容器包括真空炉。
45.优选地,步骤(2)所述脱氢处理在氩气气氛下进行。
46.优选地,所述氩气气氛的纯度为≥4n,例如可以是4n、5n、6n、7n、8n或9n,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为4n。
47.本发明所述的脱氢处理加入氩气气氛是因为在氩气气氛下,氩气可将压坯中持续脱出的氢带走,有利于脱氢处理,另外,氩气可以保护压坯不被氧化。本发明中的氩气可以替换为其它不与钼、钛反应的惰性气体,从成本和易获得的程度考虑,优选为氩气。
48.优选地,步骤(2)所述脱氢处理的温度为900
‑
1200℃,例如可以是900℃、950℃、1000℃、1050℃、1100℃、1150℃或1200℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为1000
‑
1100℃。
49.本发明中,当脱氢处理的温度低于900℃时,难以将压坯中过高的氢含量彻底脱除,脱氢时间不可避免地会增加,当脱氢处理的温度过高时,脱氢处理产生的能耗必然增加,同时大大提高了生产成本。
50.优选地,步骤(2)所述脱氢处理的时间为60
‑
150分钟,例如可以是60分钟、70分钟、80分钟、90分钟、100分钟、110分钟、120分钟、130分钟、140分钟或150分钟,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为90
‑
120分钟。
51.优选地,步骤(2)所述脱氢处理的压力为0.01
‑
0.02mpa,例如可以是0.01mpa、0.012mpa、0.014mpa、0.015mpa、0.016mpa、0.018mpa或0.02mpa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为0.013
‑
0.015mpa。
52.优选地,步骤(3)所述包套脱气处理包括将所述脱氢压坯放置于包套中。所述包套为全封闭结构,端部焊接脱气管用于脱气,所述脱气管连接真空泵用于抽真空。
53.优选地,所述包套的材质包括碳钢或不锈钢,所述包套的大小没有限制,避免了所述钼钛靶坯尺寸受到模具限制的问题。
54.优选地,步骤(3)所述包套脱气处理包括依次进行的第一抽真空、第一升温、第二抽真空和闭气处理。
55.优选地,步骤(3)所述包套脱气处理的温度为20
‑
35℃,例如可以是20℃、22℃、24℃、25℃、26℃、28℃、30℃、32℃、34℃或35℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为25
‑
30℃。
56.优选地,所述第一抽真空的终点为真空度≤1
×
10
‑2pa,例如可以是9
×
10
‑3pa、8
×
10
‑3pa、7
×
10
‑3pa、6
×
10
‑3pa或5
×
10
‑3pa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为真空度≤8
×
10
‑3pa。
57.优选地,所述第一升温的终点温度为300
‑
500℃,例如可以是300℃、320℃、340℃、350℃、360℃、380℃、400℃、420℃、440℃、450℃、460℃、480℃或500℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为350
‑
450℃。
58.优选地,第二抽真空的终点为真空度≤6
×
10
‑3pa,例如可以是6
×
10
‑3pa、5
×
10
‑
3
pa、4
×
10
‑3pa、3
×
10
‑3pa、2
×
10
‑3pa、1
×
10
‑3pa、9
×
10
‑4pa或8
×
10
‑4pa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为真空度≤1
×
10
‑3pa。
59.优选地,所述闭气处理包括氩弧焊接。
60.本发明中,若第一抽真空到达终点时的真空度达到第二抽真空的终点,即≤6
×
10
‑3pa时,在进行第一升温后仍需要进行第二抽真空,第二抽真空结束后可进行闭气处理。
61.本发明采用热等静压的工艺对钼钛靶坯进行最终的致密化和成型,即对放入真空包套中的样品施以各向均等且全方位的压力,同时进行加热处理,最终获得致密度高、内部结构良好的钼钛靶坯。相比于传统的热压烧结工艺,其采用单向加压所制得的钼钛靶坯均匀性差,致密度低,产品质量难以保证。
62.优选地,步骤(3)所述热等静压的温度为950
‑
1300℃,例如可以是950℃、1000℃、1050℃、1100℃、1150℃、1200℃、1250℃或1300℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为1100
‑
1200℃。
63.本发明中,当热等静压的温度过低时,所述钼、钛混合粉末难以在靶坯之中充分地扩散,当热等静压的温度过高时,会损害包套的结构,造成包套变形或开裂。
64.优选地,步骤(3)所述热等静压的压力为120
‑
200mpa,例如可以是120mpa、130mpa、140mpa、150mpa、160mpa、170mpa、180mpa、190mpa或200mpa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为150
‑
170mpa。
65.本发明中,当热等静压的压力过低时,难以对包套各向施以均等且足够大的应力使钼钛靶坯压制成型,当热等静压的压力过高时,不能使压坯进一步致密化,反而导致包套变形或开裂,并且造成不必要的能源损耗。
66.优选地,步骤(3)所述热等静压的时间为2
‑
6小时,例如可以是2小时、2.5小时、3小时、3.5小时、4小时、4.5小时、5小时、5.5小时或6小时,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为3
‑
5小时。
67.作为本发明的优选技术方案,所述制备工艺包括如下步骤:
68.(1)将钼粉和钛粉按混料比为(5
‑
9):1进行称量,所述钼粉的钼含量为≥99.5%,粒度为8
‑
20μm,所述钛粉的钛含量为≥99.5%,粒度为30
‑
60μm,氢含量为≤300ppm,通入纯度为5n的氩气进行机械混合,混合的压力0.03
‑
0.06mpa,混合的时间为24
‑
48小时,得到混粉料。
69.将所得混粉料放入冷等静压的橡胶或塑料模具中压实,压实后混粉料的密度为5
‑
8g/cm3,依次进行一次升压和二次升压,一次升压至120
‑
140mpa,压制5
‑
10分钟,二次升压至140
‑
160mpa,压制10
‑
20分钟,二次升压的压制压力大于一次升压的压制压力,得到压坯。
70.(2)将步骤(1)所得压坯放置于真空炉中,向炉内通入纯度为4n的氩气进行脱氢处理,脱氢处理的温度为900
‑
1200℃,脱氢处理的时间为60
‑
150分钟,脱氢处理的压力为0.01
‑
0.02mpa,得到脱氢压坯。
71.(3)将步骤(2)所得脱氢压坯放置于碳钢或不锈钢包套中,依次进行第一抽真空、第一升温、第二抽真空和闭气处理,包套脱气处理的温度为20
‑
35℃,首先进行第一抽真空直至真空度≤1
×
10
‑2pa,然后进行第一升温至300
‑
500℃,再进行第二抽真空直至真空度≤6
×
10
‑3pa,最后进行氩弧焊接闭气,使包套内部保持真空状态。
72.将包套脱气后的样品进行热等静压,热等静压的温度为950
‑
1300℃,热等静压的
压力为120
‑
200mpa,热等静压的时间为2
‑
6小时,热等静压后的样品经过机加工得到钼钛靶坯。
73.本发明中,所得钼钛靶坯经过与背板焊接后,可以得到钼钛靶材,进行下一步应用。
74.相对于现有技术,本发明具有以下有益效果:
75.(1)本发明提供的两段升压的冷等静压工艺能够解决冷等静压压力过小,导致压坯成型较差,或者压力过大导致压坯过于致密,后续脱氢困难的问题,有利于进一步制备致密度高、内部结构良好且机械性能优异的钼钛靶坯。
76.(2)本发明提供的脱氢处理流程简单,可以将传统脱氢处理的反应时间缩短95%以上,短时间内将钼钛靶坯的氢含量降低至20ppm以下,降低了生产能耗,节约了生产成本,有利于推广到工业化生产。
附图说明
77.图1是本发明实施例的钼钛靶坯制备工艺流程图。
具体实施方式
78.下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
79.具体提供一种钼钛靶坯的制备工艺,如图1所示,包括将钼粉和钛粉混合后进行冷等静压和脱氢处理,再经过包套脱气处理和热等静压处理得到样品,将所得样品经过机加工得到钼钛靶坯。
80.实施例1
81.本实施例提供一种钼钛靶坯的制备工艺,所述制备工艺包括如下步骤:
82.(1)将钼粉和钛粉按混料比为7:1进行称量,所述钼粉的钼含量为99.5%,粒度为14μm,所述钛粉的钛含量为99.5%,粒度为45μm,氢含量为200ppm,通入纯度为5n的氩气进行机械混合,混合的压力为0.045mpa,混合的时间为36小时,得到混粉料。
83.将所得混粉料放入冷等静压的橡胶或塑料模具中压实,压实后混粉料的密度为6.5g/cm3,依次进行一次升压和二次升压,一次升压至130mpa,压制7分钟,二次升压至150mpa,压制15分钟,得到压坯。
84.(2)将步骤(1)所得压坯放置于真空炉中,向炉内通入纯度为4n的氩气进行脱氢处理,脱氢处理的温度为1050℃,脱氢处理的时间为105分钟,脱氢处理的压力为0.014mpa,得到脱氢压坯。
85.(3)将步骤(2)所得脱氢压坯放置于碳钢或不锈钢包套中,依次进行第一抽真空、第一升温、第二抽真空和闭气处理,包套脱气处理的温度为27℃,首先进行第一抽真空直至真空度≤8
×
10
‑3pa,然后进行第一升温至400℃,再进行第二抽真空直至真空度≤1
×
10
‑3pa,最后进行氩弧焊接闭气,使包套内部保持真空状态。
86.将包套脱气后的样品进行热等静压,热等静压的温度为1125℃,热等静压的压力为160mpa,热等静压的时间为4小时,热等静压后的样品经过机加工得到钼钛靶坯。
87.所得靶坯的性能指标详见表1。
88.实施例2
89.本实施例提供一种钼钛靶坯的制备工艺,所述制备工艺包括如下步骤:
90.(1)将钼粉和钛粉按混料比为5.2:1进行称量,所述钼粉的钼含量为99.5%,粒度为10μm,所述钛粉的钛含量为99.5%,粒度为55μm,氢含量为300ppm,通入纯度为5n的氩气进行机械混合,混合的压力为0.055mpa,混合的时间为30小时,得到混粉料。
91.将所得混粉料放入冷等静压的橡胶或塑料模具中压实,压实后混粉料的密度为6g/cm3,依次进行一次升压和二次升压,一次升压至125mpa,压制8分钟,二次升压至145mpa,压制17分钟,得到压坯。
92.(2)将步骤(1)所得压坯放置于真空炉中,向炉内通入纯度为4n的氩气进行脱氢处理,脱氢处理的温度为1000℃,脱氢处理的时间为120分钟,脱氢处理的压力为0.013mpa,得到脱氢压坯。
93.(3)将步骤(2)所得脱氢压坯放置于碳钢或不锈钢包套中,依次进行第一抽真空、第一升温、第二抽真空和闭气处理,包套脱气处理的温度为25℃,首先进行第一抽真空直至真空度≤1
×
10
‑2pa,然后进行第一升温至450℃,再进行第二抽真空直至真空度≤6
×
10
‑3pa,最后进行氩弧焊接闭气,使包套内部保持真空状态。
94.将包套脱气后的样品进行热等静压,热等静压的温度为1200℃,热等静压的压力为150mpa,热等静压的时间为5小时,热等静压后的样品经过机加工得到钼钛靶坯。
95.所得靶坯的性能指标详见表1。
96.实施例3
97.本实施例提供一种钼钛靶坯的制备工艺,所述制备工艺包括如下步骤:
98.(1)将钼粉和钛粉按混料比为8.8:1进行称量,所述钼粉的钼含量为99.5%,粒度为15μm,所述钛粉的钛含量为99.5%,粒度为35μm,氢含量为280ppm,通入纯度为5n的氩气进行机械混合,混合的压力为0.035mpa,混合的时间为42小时,得到混粉料。
99.将所得混粉料放入冷等静压的橡胶或塑料模具中压实,压实后混粉料的密度为7g/cm3,依次进行一次升压和二次升压,一次升压至135mpa,压制6分钟,二次升压至155mpa,压制14分钟,得到压坯。
100.(2)将步骤(1)所得压坯放置于真空炉中,向炉内通入纯度为4n的氩气进行脱氢处理,脱氢处理的温度为1100℃,脱氢处理的时间为90分钟,脱氢处理的压力为0.015mpa,得到脱氢压坯。
101.(3)将步骤(2)所得脱氢压坯放置于碳钢或不锈钢包套中,依次进行第一抽真空、第一升温、第二抽真空和闭气处理,包套脱气处理的温度为30℃,首先进行第一抽真空直至真空度≤1
×
10
‑2pa,然后进行第一升温至350℃,再进行第二抽真空直至真空度≤6
×
10
‑3pa,最后进行氩弧焊接闭气,使包套内部保持真空状态。
102.将包套脱气后的样品进行热等静压,热等静压的温度为1100℃,热等静压的压力为170mpa,热等静压的时间为3小时,热等静压后的样品经过机加工得到钼钛靶坯。
103.所得靶坯的性能指标详见表1。
104.实施例4
105.本实施例提供一种钼钛靶坯的制备工艺,所述制备工艺包括如下步骤:
106.(1)将钼粉和钛粉按混料比为5:1进行称量,所述钼粉的钼含量为99.5%,粒度为
20μm,所述钛粉的钛含量为99.5%,粒度为30μm,氢含量为260ppm,通入纯度为5n的氩气进行机械混合,混合的压力为0.06mpa,混合的时间为24小时,得到混粉料。
107.将所得混粉料放入冷等静压的橡胶或塑料模具中压实,压实后混粉料的密度为5g/cm3,依次进行一次升压和二次升压,一次升压至120mpa,压制10分钟,二次升压至140mpa,压制20分钟,得到压坯。
108.(2)将步骤(1)所得压坯放置于真空炉中,向炉内通入纯度为4n的氩气进行脱氢处理,脱氢处理的温度为900℃,脱氢处理的时间为150分钟,脱氢处理的压力为0.01mpa,得到脱氢压坯。
109.(3)将步骤(2)所得脱氢压坯放置于碳钢或不锈钢包套中,依次进行第一抽真空、第一升温、第二抽真空和闭气处理,包套脱气处理的温度为20℃,首先进行第一抽真空直至真空度≤1
×
10
‑2pa,然后进行第一升温至500℃,再进行第二抽真空直至真空度≤6
×
10
‑3pa,最后进行氩弧焊接闭气,使包套内部保持真空状态。
110.将包套脱气后的样品进行热等静压,热等静压的温度为950℃,热等静压的压力为200mpa,热等静压的时间为2小时,热等静压后的样品经过机加工得到钼钛靶坯。
111.所得靶坯的性能指标详见表1。
112.实施例5
113.本实施例提供一种钼钛靶坯的制备工艺,所述制备工艺包括如下步骤:
114.(1)将钼粉和钛粉按混料比为9:1进行称量,所述钼粉的钼含量为99.5%,粒度为8μm,所述钛粉的钛含量为99.5%,粒度为60μm,氢含量为250ppm,通入纯度为5n的氩气进行机械混合,混合的压力为0.03mpa,混合的时间为48小时,得到混粉料。
115.将所得混粉料放入冷等静压的橡胶或塑料模具中压实,压实后混粉料的密度为2g/cm3,依次进行一次升压和二次升压,一次升压至140mpa,压制5分钟,二次升压至160mpa,压制10分钟,得到压坯。
116.(2)将步骤(1)所得压坯放置于真空炉中,向炉内通入纯度为4n的氩气进行脱氢处理,脱氢处理的温度为1200℃,脱氢处理的时间为60分钟,脱氢处理的压力为0.02mpa,得到脱氢压坯。
117.(3)将步骤(2)所得脱氢压坯放置于碳钢或不锈钢包套中,依次进行第一抽真空、第一升温、第二抽真空和闭气处理,包套脱气处理的温度为35℃,首先进行第一抽真空直至真空度≤1
×
10
‑2pa,然后进行第一升温至300℃,再进行第二抽真空直至真空度≤6
×
10
‑3pa,最后进行氩弧焊接闭气,使包套内部保持真空状态。
118.将包套脱气后的样品进行热等静压,热等静压的温度为1300℃,热等静压的压力为120mpa,热等静压的时间为6小时,热等静压后的样品经过机加工得到钼钛靶坯。
119.所得靶坯的性能指标详见表1。
120.实施例6
121.本实施例提供一种钼钛靶坯的制备工艺,除步骤(1)二次升压至180mpa外,其余均与实施例1相同。
122.所得靶坯的性能指标详见表1。
123.实施例7
124.本实施例提供一种钼钛靶坯的制备工艺,除步骤(1)一次升压至110mpa外,其余均
与实施例1相同。
125.所得靶坯的性能指标详见表1。
126.实施例8
127.本实施例提供一种钼钛靶坯的制备工艺,除步骤(2)脱氢处理的温度为800℃外,其余均与实施例1相同。
128.所得靶坯的性能指标详见表1。
129.实施例9
130.本实施例提供一种钼钛靶坯的制备工艺,除步骤(2)脱氢处理的温度为1300℃外,其余均与实施例1相同。
131.所得靶坯的性能指标详见表1。
132.实施例10
133.本实施例提供一种钼钛靶坯的制备工艺,除步骤(2)脱氢处理的时间为50分钟外,其余均与实施例1相同。
134.所得靶坯的性能指标详见表1。
135.实施例11
136.本实施例提供一种钼钛靶坯的制备工艺,除步骤(2)脱氢处理的时间为170分钟外,其余均与实施例1相同。
137.所得靶坯的性能指标详见表1。
138.对比例1
139.本实施例提供一种钼钛靶坯的制备工艺,去除步骤(2)的脱氢处理步骤,其余均与实施例1相同。
140.所得靶坯的性能指标详见表1。
141.对比例2
142.本实施例提供一种钼钛靶坯的制备工艺,将步骤(2)和步骤(3)替换为首先在1000℃下真空烧结6小时,真空度为1
×
10
‑3pa,然后再1650℃下烧结9小时,烧结气氛为氩气,所得样品经过机加工得到钼钛靶坯,其余均与实施例1相同。
143.所得靶坯的性能指标详见表1。
144.对比例3
145.本实施例提供一种钼钛靶坯的制备工艺,除步骤(1)所得混粉料不经过冷等静压处理外,其余均与实施例1相同。
146.所得靶坯的性能指标详见表1。
147.对实施例1
‑
11和对比例1
‑
3所制备的钼钛靶坯的氢含量进行测定,测定方法为:使用leco dh603氢分析仪将精确称重的试样在真空下加热至熔融状态,在此温度下由试样中扩散出来的氢经过抽取处理,与氧化铜反应生成h2o,然后通过h2o红外检测池分析即可算出试样中的氢含量。
148.对实施例1
‑
11和对比例1
‑
3所制备的钼钛靶坯的致密度进行测定,测定方法为:按照国标gb/t3850
‑
2015《致密烧结金属材料与硬质合金密度测量方法》中规定方法测定钼钛靶坯的实际密度,根据公式计算得到钼钛靶坯理论密度,按照计算公式“致密度=实际密度/理论密度
×
100%”得到。
149.对实施例1
‑
11和对比例1
‑
3所制备的钼钛靶坯的内部缺陷进行测定,测定方法为:利用c型超声波扫描成像探伤仪进行检测。
150.对实施例1
‑
11和对比例1
‑
3所制备的钼钛靶坯的断裂韧性进行测定,测定方法为:使用instron 3360电子万能材料试验机对试样进行三点弯曲断裂韧性检测,其中每个工艺的试样测3次,取平均值作为该工艺试样的断裂韧性。试样预制裂纹,根据gb/t 21143
‑
2014标准进行加工。
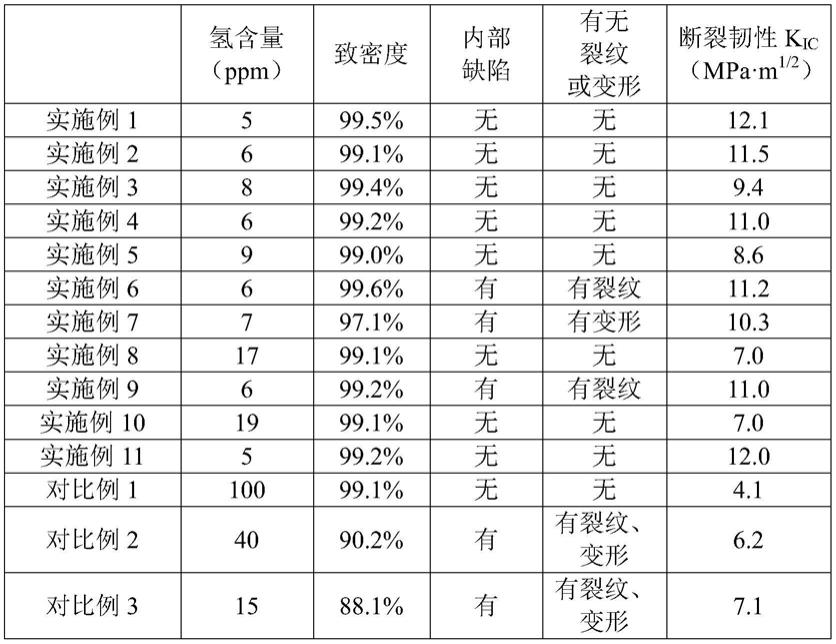
151.表1
[0152][0153]
由表1可知,实施例1
‑
11制备得到的钼钛靶坯氢含量在20ppm以下,说明本发明提供的钼钛靶坯制备工艺可以在短时间内达到良好的脱氢效果。断裂韧性是与氢含量密切相关的性能指标,一般来说,氢含量越高,产品的断裂韧性越差。
[0154]
实施例6中,二次升压的压力较高,为180mpa,实施例6制备得到的钼钛靶坯的致密度为99.6%,高于实施例1的致密度99.5%,但是由于二次升压的压力过高造成产品有内部缺陷及裂纹,并且产品的氢含量为6ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为11.2mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,因此,二次升压的压力不宜过高,容易造成氢含量升高以及产品有内部缺陷并产生裂纹。
[0155]
实施例7中,一次升压的压力较低,为110mpa,实施例7制备得到的钼钛靶坯的致密度为97.1%,低于实施例1的致密度99.5%,氢含量为7ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为10.3mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,产品有内部缺陷及变形,因此,一次升压的压力不宜过低,容易造成氢含量升高以及产品有内部缺陷并产生变形。
[0156]
实施例8中,脱氢处理的温度较低,为800℃,实施例8制备得到的钼钛靶坯氢含量
为17ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为7.0mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,因此,脱氢处理的温度不宜过低,容易造成产品氢含量升高和断裂韧性变差。
[0157]
实施例9中,脱氢处理的温度较高,为1300℃,实施例9制备得到的钼钛靶坯氢含量为6ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为11.0mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,在较高的脱氢处理温度下,产品有内部缺陷和裂纹,因此,脱气处理的温度不宜过高,容易造成产品氢含量升高以及产品有内部缺陷并产生裂纹。
[0158]
实施例10中,脱氢处理的时间较短,为50分钟,实施例10制备得到的钼钛靶坯的氢含量为19ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为7.0mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,因此,脱氢处理的时间不宜过短,容易造成产品脱氢不彻底,氢含量升高,断裂韧性变差。
[0159]
实施例11中,脱氢处理的时间较长,为170分钟,实施例11制备得到的钼钛靶坯的氢含量为5ppm,与实施例1相同,但是脱氢处理的时间不宜过长,容易造成能源损耗。
[0160]
对比例1中,去除步骤(2)的脱氢处理步骤,对比例1制备得到的钼钛靶坯的氢含量为100ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为4.1mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,因此,不经过脱氢处理的产品氢含量很高,断裂韧性很差。
[0161]
对比例2中,将步骤(2)和步骤(3)替换为首先在1000℃下真空烧结6小时,真空度为1
×
10
‑3pa,然后再1650℃下烧结9小时,烧结气氛为氩气,所得样品经过机加工得到钼钛靶坯。对比例2制备得到的钼钛靶坯氢含量为40ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为6.2mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,产品的致密度为90.2%,低于实施例1的致密度99.5%,有内部缺陷、裂纹和变形,因此,本发明提出的钼钛靶坯制备工艺相比于真空烧结法可以短时间内降低氢含量,得到质量合格的产品。
[0162]
对比例3中,步骤(1)所得混粉料不经过冷等静压处理,对比例3制得的钼钛靶坯氢含量为15ppm,高于实施例1的氢含量5ppm,产品的断裂韧性为7.1mpa
·
m
1/2
,低于实施例1的断裂韧性12.1mpa
·
m
1/2
,致密度为88.1%,低于实施例1的致密度99.5%,有内部缺陷、变形和裂纹,因此,不经过冷等静压处理的产品成型差,容易有内部缺陷、裂纹和变形,氢含量高,难以得到合格的钼钛靶坯产品。
[0163]
综上,本发明提供的钼钛靶坯制备工艺通过两段升压的冷等静压工艺能够解决冷等静压压力过小,导致压坯出现变形或者压力过大导致压坯出现裂纹的问题,短时间内将钼钛靶坯的氢含量降低至20ppm以下,降低了生产能耗,节约了生产成本,有利于进一步制备致密度高、内部结构良好且机械性能优异的钼钛靶坯。
[0164]
申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1