一种辊轴的热处理方法与流程
1.本发明涉及铸件的热处理领域,具体而言,涉及一种辊轴的热处理方法。
背景技术:
2.辊轴是重型装备的重要零部件,其质量水平直接影响到重大装备的整体水平和运行可靠性,是重大装备制造领域的关键技术之一,其服役环境复杂、安全性要求高。如果在使用过程中发生提前失效或安全事故,所造成损失将是难以承受的,所以,必须具备优良的力学性能,而合理科学的热处理工艺是辊轴获得预期力学性能、安全有效服役的保障。锻后热处理是辊轴降低锻造残余应力、提高组织均匀性、避免和减轻氢脆风险、改善热处理效果的重要前提。
3.在现有辊轴的热处理中,普遍采用油冷或水冷方式,锻后常出现晶粒粗大、混晶、超声波探伤性差等问题,力学性能较差。
技术实现要素:
4.鉴于上述问题,本发明提供了一种辊轴的热处理方法。
5.为解决上述技术问题,本发明采用的技术方案是:一种辊轴的热处理方法,包括如下步骤:将辊轴放入热处理炉中,升温至660
‑
670℃,保温2
‑
3小时;以100℃/h加热速度将炉温上升至925
‑
935℃,保温2
‑
4小时;将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至220
‑
230℃,保温2
‑
3小时;以50℃/h加热速度将炉温上升至660
‑
670℃,保温2
‑
3小时;再以100℃/h加热速度将炉温上升至865
‑
875℃,保温2
‑
4小时;再次将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至200
‑
220℃,保温2
‑
3小时;以50℃/h加热速度将炉温上升至640
‑
650℃,保温3
‑
4小时;随后全程炉冷,降温至150℃后出炉。
6.作为优选方案,所述将辊轴交替放入盐水和空气中进行水冷和空冷,包括:先将辊轴放入盐水中水冷8
‑
18s,再放入空气中冷却5
‑
12s,然后继续放入盐水中冷却8
‑
16s,再次放入空气中冷却6
‑
10s,继续放入盐水中冷却8
‑
26s。
7.作为优选方案,所述淬火油的组成成份及质量份数为:聚乙烯吡咯烷酮混合物9
‑
15份,聚丙烯酰胺6
‑
10份,不干性短油度醇酸树脂5
‑
8份,聚乙烯醇3
‑
5份,脂肪羧酸或其碱金属盐1
‑
2份,三唑类化合物2
‑
3份,醇醚磷酸酯1
‑
3份,咪唑2
‑
3份,重烷基苯磺酸钠6
‑
8份,支链烷基苯混合物5
‑
6份,特丁基对苯二酚3
‑
8份,消泡剂1
‑
2份,杀菌剂2
‑
3份,水15
‑
25份。
8.作为优选方案,所述三唑类化合物包括苯骈三氮唑、甲基苯骈三氮唑中的一种或二种的混合物。
9.作为优选方案,所述醇醚磷酸酯包括二乙二醇单丁醚磷酸酯、二乙二醇单甲醚磷酸酯、三乙二醇单丁醚磷酸酯或三乙二醇单甲醚磷酸酯中的一种或几种的混合物。
10.作为优选方案,所述消泡剂为甲基硅油,所述杀菌剂为羟乙基六氢均三嗪或吗啉类衍生物。
11.与现有技术相比,本发明的有益效果包括:在将辊轴加热到660
‑
670℃后进入保温状态,使辊轴锻态组织中的奥氏体,特别是粗大奥氏体转变为珠光体
‑
碳化物类组织,改善和调整了锻造过程中形成的粗大和过热组织;通过将辊轴交替进行水冷和空冷,最后进行油冷,在水冷过程中间断进行空冷,避免水冷阶段温度下降过快,使辊轴中心热量及时向表面传导,减小了水冷时的热应力,降低了辊轴变形及开裂的倾向。采用两次回火处理,使辊轴的珠光体
‑
碳化物类组织转变更为细小。解决了辊轴锻后常出现晶粒粗大、混晶、超声波探伤性差等问题,避免了辊轴产生开裂变形的风险,并且保证了辊轴的综合机械性能,使辊轴各项性能指标符合技术要求。对淬火油的选择,其具有高的粘度,能够有效降低淬火液的冷却速度,从而在保证镁合金铸件力学性能的前提下大幅降低了铸件开裂风险,淬火液的冷却性能不仅能满足铸件冷却时不开裂,还能够保证铸件冷却的均匀性和稳定性。
附图说明
12.参照附图来说明本发明的公开内容。应当了解,附图仅仅用于说明目的,而并非意在对本发明的保护范围构成限制。在附图中,相同的附图标记用于指代相同的部件。其中:
13.图1为本发明实施例的辊轴的热处理方法的工艺曲线图;
14.图2为本发明实施例的热处理后辊轴的显微组织示意图(放大100倍);
15.图3为本发明实施例的热处理后辊轴的显微组织示意图(放大500倍)。
具体实施方式
16.容易理解,根据本发明的技术方案,在不变更本发明实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本发明的技术方案的示例性说明,而不应当视为本发明的全部或者视为对本发明技术方案的限定或限制。
17.实施例1
18.根据本发明的一实施方式结合图1示出。一种辊轴的热处理方法,包括如下步骤:
19.(1)将辊轴放入热处理炉中,升温至660℃,保温2小时;
20.(2)以100℃/h加热速度将炉温上升至925℃,保温2小时;
21.(3)将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至220℃,保温2小时;
22.(4)以50℃/h加热速度将炉温上升至660℃,保温2小时;再以100℃/h加热速度将炉温上升至865℃,保温2小时;
23.(5)再次将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至200℃,保温2小时;
24.(6)以50℃/h加热速度将炉温上升至640℃,保温3小时;
25.(7)随后全程炉冷,降温至150℃后出炉。
26.将辊轴交替放入盐水和空气中进行水冷和空冷,包括:先将辊轴放入盐水中水冷8s,再放入空气中冷却5s,然后继续放入盐水中冷却8s,再次放入空气中冷却6s,继续放入盐水中冷却8s。
27.淬火油的组成成份及质量份数为:聚乙烯吡咯烷酮混合物9份,聚丙烯酰胺6份,不
干性短油度醇酸树脂5份,聚乙烯醇3份,脂肪羧酸或其碱金属盐1份,三唑类化合物2份,醇醚磷酸酯1份,咪唑2份,重烷基苯磺酸钠6份,支链烷基苯混合物5份,特丁基对苯二酚3份,消泡剂1份,杀菌剂2份,水15份。
28.其中,三唑类化合物包括苯骈三氮唑、甲基苯骈三氮唑中的一种或二种的混合物。醇醚磷酸酯包括二乙二醇单丁醚磷酸酯、二乙二醇单甲醚磷酸酯、三乙二醇单丁醚磷酸酯或三乙二醇单甲醚磷酸酯中的一种或几种的混合物。消泡剂为甲基硅油,杀菌剂为羟乙基六氢均三嗪或吗啉类衍生物。
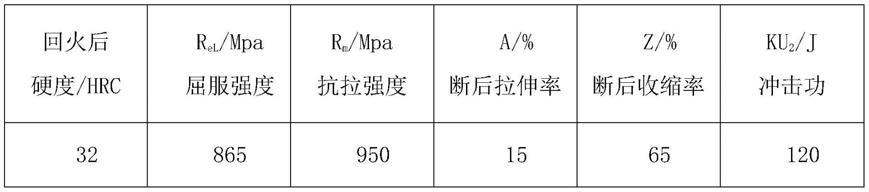
29.经上述步骤对于辊轴热处理后,其力学性能如下表所示:
[0030][0031]
实施例2
[0032]
一种辊轴的热处理方法,包括如下步骤:
[0033]
(1)将辊轴放入热处理炉中,升温至665℃,保温2.5小时;
[0034]
(2)以100℃/h加热速度将炉温上升至930℃,保温3小时;
[0035]
(3)将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至225℃,保温2.5小时;
[0036]
(4)以50℃/h加热速度将炉温上升至665℃,保温2.5小时;再以100℃/h加热速度将炉温上升至870℃,保温3小时;
[0037]
(5)再次将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至210℃,保温2.5小时;
[0038]
(6)以50℃/h加热速度将炉温上升至645℃,保温3.5小时;
[0039]
(7)随后全程炉冷,降温至150℃后出炉。
[0040]
将辊轴交替放入盐水和空气中进行水冷和空冷,包括:先将辊轴放入盐水中水冷12s,再放入空气中冷却8s,然后继续放入盐水中冷却12s,再次放入空气中冷却8s,继续放入盐水中冷却17s。
[0041]
淬火油的组成成份及质量份数为:聚乙烯吡咯烷酮混合物12份,聚丙烯酰胺8份,不干性短油度醇酸树脂7份,聚乙烯醇4份,脂肪羧酸或其碱金属盐2份,三唑类化合物2份,醇醚磷酸酯2份,咪唑3份,重烷基苯磺酸钠6份,支链烷基苯混合物5份,特丁基对苯二酚5份,消泡剂1份,杀菌剂2份,水20份。
[0042]
其中,三唑类化合物包括苯骈三氮唑、甲基苯骈三氮唑中的一种或二种的混合物。醇醚磷酸酯包括二乙二醇单丁醚磷酸酯、二乙二醇单甲醚磷酸酯、三乙二醇单丁醚磷酸酯或三乙二醇单甲醚磷酸酯中的一种或几种的混合物。消泡剂为甲基硅油,杀菌剂为羟乙基六氢均三嗪或吗啉类衍生物。
[0043]
经上述步骤对于辊轴热处理后,其力学性能如下表所示:
[0044][0045]
实施例3
[0046]
一种辊轴的热处理方法,包括如下步骤:
[0047]
(1)将辊轴放入热处理炉中,升温至670℃,保温3小时;
[0048]
(2)以100℃/h加热速度将炉温上升至935℃,保温4小时;
[0049]
(3)将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至230℃,保温3小时;
[0050]
(4)以50℃/h加热速度将炉温上升至670℃,保温3小时;再以100℃/h加热速度将炉温上升至875℃,保温4小时;
[0051]
(5)再次将辊轴交替放入盐水和空气中进行水冷和空冷,最后放入淬火油中进行油冷,使辊轴温度降低至220℃,保温3小时;
[0052]
(6)以50℃/h加热速度将炉温上升至650℃,保温4小时;
[0053]
(7)随后全程炉冷,降温至150℃后出炉。
[0054]
将辊轴交替放入盐水和空气中进行水冷和空冷,包括:先将辊轴放入盐水中水冷18s,再放入空气中冷却12s,然后继续放入盐水中冷却16s,再次放入空气中冷却10s,继续放入盐水中冷却26s。
[0055]
淬火油的组成成份及质量份数为:聚乙烯吡咯烷酮混合物15份,聚丙烯酰胺10份,不干性短油度醇酸树脂8份,聚乙烯醇5份,脂肪羧酸或其碱金属盐2份,三唑类化合物3份,醇醚磷酸酯3份,咪唑3份,重烷基苯磺酸钠8份,支链烷基苯混合物6份,特丁基对苯二酚8份,消泡剂2份,杀菌剂3份,水25份。
[0056]
其中,三唑类化合物包括苯骈三氮唑、甲基苯骈三氮唑中的一种或二种的混合物。醇醚磷酸酯包括二乙二醇单丁醚磷酸酯、二乙二醇单甲醚磷酸酯、三乙二醇单丁醚磷酸酯或三乙二醇单甲醚磷酸酯中的一种或几种的混合物。消泡剂为甲基硅油,杀菌剂为羟乙基六氢均三嗪或吗啉类衍生物。
[0057]
经上述步骤对于辊轴热处理后,其力学性能如下表所示:
[0058][0059]
综上所述,本发明的有益效果包括:在将辊轴加热到660
‑
670℃后进入保温状态,使辊轴锻态组织中的奥氏体,特别是粗大奥氏体转变为珠光体
‑
碳化物类组织,改善和调整了锻造过程中形成的粗大和过热组织;通过将辊轴交替进行水冷和空冷,最后进行油冷,在水冷过程中间断进行空冷,避免水冷阶段温度下降过快,使辊轴中心热量及时向表面传导,
减小了水冷时的热应力,降低了辊轴变形及开裂的倾向。采用两次回火处理,使辊轴的珠光体
‑
碳化物类组织转变更为细小。解决了辊轴锻后常出现晶粒粗大、混晶、超声波探伤性差等问题,避免了辊轴产生开裂变形的风险,并且保证了辊轴的综合机械性能,使辊轴各项性能指标符合技术要求。
[0060]
本发明的技术范围不仅仅局限于上述说明中的内容,本领域技术人员可以在不脱离本发明技术思想的前提下,对上述实施例进行多种变形和修改,而这些变形和修改均应当属于本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1