1.本发明涉及细长轴类工件表面处理技术领域,具体的说是一种轴类磁性研磨生产线。
背景技术:2.随着科技的发展和进步,对机械零件的表面加工质量要求也越来越高。尤其在一些高端制造领域,一些关键零部件及异形件等对表面质量有着严格的要求。而外表面抛光是其中最重要的一道工序,直接影响着零部件的表面加工质量。
3.磁性研磨技术指利用辅助磁场的作用,对产品表面进行精密研磨的一种工艺方法。它利用磁感线能够穿透非导磁或弱磁性材料的特性,使得加工区域内的磁性磨料按照磁感线的排布形式,形成具有一定刚度的磁力刷,磁力刷在工件表面上形成研磨压力作用,再通过工件或磁场的旋转或轴向运动,使磨粒与工件表面产生相对运动,从而达到精密加工的效果。这种加工方法具有高效率、高精度和高表面质量的特点,适合于平面、球面、圆柱面和其它复杂形状零件的加工。
4.目前细长工件表面处理采用砂轮进行粗打磨,检测其圆度,粗糙度等参数后使用精密抛光砂带或者使用精细粒度的不织布磨刷抛光,通常使用的方式是砂带静止,包裹住工件,然后工件通过正、反方向旋转来实现抛光。对于轴类零件的打磨抛光,除了选择相应的机器外,磨料的选择尤其重要。对于精密抛光砂带,需要选择合适的粒度以达到相应的表面效果。但有很多轴类零件生产商因为找不到精密抛光砂带或者精密抛光的成本很高而选择使用普通砂带。
技术实现要素:5.本发明的目的是提供一种轴类磁性研磨生产线,使工件沿着一个轨道运行,完成上料、驱动进给、磁性研磨、清洗、下料作业,实现了细长工件的表面精细研磨处理,以满足高端制造领域的质量要求。
6.为实现上述目的,本发明所采取的技术方案为:一种轴类磁性研磨生产线,包括依次布置的上料机构、磁性研磨单元、清洗单元和下料机构,上料机构、磁性研磨机构、清洗单元和下料机构之间均安装有一组驱动进给单元,上料机构中的工件夹持对轮、驱动进给单元中的滚轮组件、磁性研磨单元的两个环形磁极中心、清洗单元的清洗槽侧壁上的工件通孔和下料机构的下料盒中心均位于同一直线上;所述磁性研磨单元包括两组结构相同的环形磁极组件、研磨伺服电机和丝杠滑座,每组所述环形磁极组件包括环形磁极,环形磁极的中部通过轴承和锁紧螺母与研磨伺服电机的电机轴端部相连接,研磨伺服电机通过固定套安装在磁极支架的顶板上,研磨伺服电机位于磁极支架的内腔中,磁极支架的底部固定在丝杠滑座上;环形磁极的外壁上开设有磁铁固定凹槽,磁铁固定凹槽中依次紧密排布有数块弧形磁铁,弧形磁体的外表面均匀沾附有磁性研磨料。
7.优选的,所述磁铁固定凹槽的上表面开设有两个缺口,缺口中通过螺栓安装有压块。
8.优选的,所述磁铁固定凹槽靠近环形磁极中心的内壁高度高于磁铁固定凹槽外缘开口的高度;所述弧形磁铁纵向切面为内高外低的梯形,相邻两块弧形磁铁的n极、s极交错排布。
9.优选的,两个所述环形磁极的相远离的边缘外侧均设置有底部固定在磁极支架上的刮板,刮板与弧形磁铁的外表面之间的距离可调。
10.所述驱动进给单元包括安装在机架上表面的滚轮组件和上滚轮,上滚轮与驱动电机的输出轴相连接,所述上滚轮通过上滚轮支架安装在竖直的螺杆滑台上,螺杆滑台固定在机架上;所述滚轮组件包括左滚轮组件和右滚轮组件,左滚轮组件右滚轮组件与安装在其上方的上滚轮呈三角形结构,左滚轮组件通过左滚轮定位件向右倾斜安装在左滑动座的上表面,右滚轮组件通过右滚轮定位件向左倾斜安装在右滑动座的上表面,左滑动座和右滑动座装配在左右旋滚珠丝杠上,左右旋滚珠丝杠的顶端安装有丝杠手轮,左右旋滚珠丝杠安装在固定于水平滑座上的左滑动座上。
11.优选的,所述左滚轮组件中的滚轮通过支座固定在左滚轮定位件的上表面;右滚轮组件中的滚轮通过支座固定在右滚轮定位件的上表面。
12.优选的,所述上滚轮支架包括上支板、竖直滑板、下支板和动力支板,上支板的后侧面与竖直滑板相连接,竖直滑板装卡在螺杆滑台上,上支板的中部通过推力球轴承与水平调节手轮的主轴相连接,推力球轴承还与下支板相连接,下支板通过锁紧螺栓把合在上支板上,下滚轮安装在下支板的底部,动力支板与下支板通过螺栓相固定,驱动电机安装在动力支板上。
13.优选的,所述上支板在水平调节手轮的两侧分别开设有两个弧形槽,锁紧螺栓装配在弧形槽中。
14.优选的,所述左滑动座和右滑动座的结构相对称,左滚轮定位件的底部嵌套在左滑动座的上部,左侧的调节螺栓贯穿左滚轮定位件的上表面底部与左滑动座的上表面相抵触,通过左侧的调节螺栓调节左滚轮定位件的倾斜角度;右滚轮定位件的底部嵌套在右滑动座的上部,右侧的调节螺栓贯穿右滚轮定位件的上表面底部与右滑动座的上表面相抵触,通过右侧的调节螺栓调节右滚轮定位件的倾斜角度。
15.优选的,所述上料机构包括框架型的上料机架,上料机架的前侧设置有数个底座支撑架,底座支撑架的上部安装有辊道,辊道上安装有数组平行设置的工件夹持对轮;上料机架的中间立柱顶端分别与旋转支架的前横梁相铰接,旋转支架的后横梁与上料机架的后横梁之间安装有支架支撑气缸,支架支撑气缸的活塞端伸缩调整旋转支架的倾斜角度;上料机架的前部为机械臂安装梁,机械臂安装梁上均布有数个机械臂,每个机械臂的尾部铰接在机械臂安装梁上,机械臂的前部下底边与上料机架之间安装有机械臂支撑气缸,机械臂的前端延伸至工件夹持对轮附近。
16.优选的,所述工件夹持对轮的滚动轴通过皮带与安装在辊道上方的转动轴相连接,转动轴与转动电机相连接。
17.优选的,所述清洗单元包括清洗槽,清洗槽上设置有清洗喷头,清洗喷头与水箱相连接,清洗槽的两个侧壁上开设有相互对称的工件通孔,清洗槽的回水管与水循环处理装
置相连接,水箱的一侧设置有干燥空气压缩瓶,干燥空气压缩瓶通过出气管与安装在清洗槽上的干燥空气喷嘴相连通,清洗槽的顶端设置有防护罩。
18.优选的,所述下料机构包括下料机架,下料机架的一侧安装有下料盒,下料盒的四面均布有毛刷。
19.所述丝杠滑座驱动两个磁极支架同向或反向移动。所述环形磁极组件、研磨伺服电机、磁极支架和丝杠滑座的外部安装有防护罩。所述固定套与研磨伺服电机的电机轴连接处安装有防尘密封圈。
20.所述水平调节手轮上安装有刻度盘,刻度盘位于上支板上方。所述竖直滑板的侧壁上安装有拨块和限位开关。所述丝杠手轮与左右旋滚珠丝杠的连接处安装有刻度盘。所述左滚轮组件与右滚轮组件中的数个滚轮相互交错排布。
21.本发明中所使用的螺栓、磁极支架均由非导磁金属材料制备而成。
22.磁性磨料是由一种或多种磨料、润滑辅料组成的磨料颗粒,内部感磁材料在磁力的作用下可以对工件表面产生挤压,对工件表面进行切削、摩擦,磁性磨料团体固结可以使工件表面形成柔性的“磨料刷”,更加均匀一致的研磨抛光;磁性磨料温升小,不伤工件,抛光精度高,应用广,可以加工平面,复杂曲面,内间隙过小的内部等。磁性磨料有很好的软磁效应,有利于回收和自动控制。
23.本发明在使用时,根据工件的大小或者需要的磁场强度,控制两组环形磁极组件在丝杠滑座上同向或者反向移动,通过调整两个环形磁极之间的位置,改变磁场强度的大小,以适应各类工件的研磨需求。
24.当待研磨的工件进入两组环形磁极组件之间时,两台研磨伺服电机同时启动,带动两个环形磁极同时反向转动,两组环形磁极组件中的弧形磁铁的n极、s极两两相对形成磁场,弧形磁铁外表面沾附的磁性磨料在磁场的作用下,按照磁力线分布方向固结在一起形成具有一定刚性的磁力刷,对工件表面进行研磨,表现出极好的柔性和自适应性。
25.环形磁极组件在研磨作业时,由于相对运动的存在,磁性磨料在弧形磁铁外表面的排布会发生变化;当环形磁极组件每旋转一周,刮板对弧形磁铁外表面上沾附的磁性磨料刮擦一次,使得磁性磨料重新均匀分布在弧形磁铁的外表面。
26.本发明采用两组对称安装在丝杠滑座上的环形磁极组件反向旋转形成磁场,沾附在环形磁极上的磁性磨料形成柔性磁力刷,对工件表面进行高质量、快速的研磨,以满足工件表面加工的要求。本发明中磁场强度、两组环形磁极组件之间的位置可根据工件的大小进行调节,能够满足多种工件的研磨需求。
27.本发明中环形磁极外壁上的磁铁固定凹槽和安装在其中的弧形磁铁均为内侧高外侧低的形状,使得弧形磁铁固定牢靠,在高速旋转时不易脱落,安全可靠;研磨作业中产生的粉尘在防护罩和滴管冷却装置的作用下,沉降在防护罩内,不会对周围环境造成影响。
28.本研磨机使用一段时间后,环形磁极表面沾附的磁性磨料损失钝化后,环形磁极组件可整体更换且更换简单快捷。
29.本发明中上滚轮通过上滚轮支架安装在螺杆滑轮上,通过竖直滑板上的拨块将上滚轮调整到合适位置后,再通过限位开关进行限位固定,调整上滚轮底部与滚轮组件之间的位置关系,以适用于不同规格的细长工件稳定夹持的要求。
30.作业人员通过水平调节手轮调整安装在弧形槽中的锁紧螺栓的位置,进而使上滚轮的轴线与细长工件轴线呈一定的夹角,在驱动电机带动上滚轮转动时,上滚轮给细长工件的上表面施加推动力,当夹角不同时,细长工件的进给速度不同;通过本发明的使用,使得细长工件快速、稳定地移动至下一工序。
31.左右旋滚珠丝杠是指同一根丝杠上设有左右两个旋向,通过单轴运转即可进行左右开闭、定心、定位的精密滚珠丝杆副。本发明中左滑动座和右滑动座装配在左右旋滚珠丝杠的不同旋向部位,通过丝杠手轮的转动,即可根据细长工件的规格调整左滚轮组件和右滚轮组件的相对位置,进而给细长工件施加适宜的夹持力,保证细长工件进给过程的稳定性。
32.本发明中左滚轮组件通过左滚轮定位件安装在左滑动座的顶部,通过左侧的调节螺栓即可调整左滚轮组件的倾斜角度,右滚轮组件通过右滚轮定位件安装在右滑动座的顶部,通过右侧的调节螺栓即可调整右滚轮组件的倾斜角度,实现了左滚轮组件和右滚轮组件的相对位置关系的调整,使其更加稳固地承托起细长工件。
33.本发明通过调整上滚轮与细长工件轴线之间的夹角来调整工件的进给速度;通过调节左滚轮组件、右滚轮组件和上滚轮的位置关系,可以适用于不同规格的细长工件的加工;为速度、位置、夹持力可调的驱动进给装置,使细长轴类零件精密加工能够实现自动控制,提高了设备的可靠性和工作效率。
附图说明
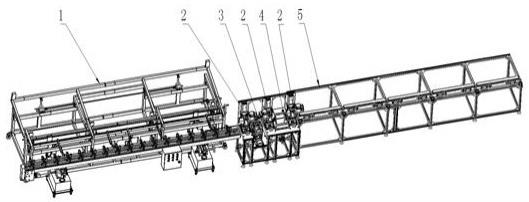
34.图1是本发明的结构示意图;图2是上料单元的结构示意图;图3是图2中工件夹持对轮的结构示意图;图4是驱动进给单元的结构示意图;图5是图4中驱动进给单元的左侧视图;图6是驱动进给单元的立体图;图7是图6中上滚轮及上滚轮支架的安装结构示意图;图8是图7中水平调节手轮的a
‑
a向剖视图;图9是图7中上滚轮处于不同位置时的使用状态图;图10是滚轮组件与左右旋滚珠丝杠的连接结构示意图;图11是图10的俯视图;图12是图10中丝杠手轮与左右旋滚珠丝杠连接处的b
‑
b向剖视图;图13是上滚轮支架的结构示意图;图14是磁性研磨单元的结构示意图;图15是图14中环形磁极和研磨伺服电机的连接结构示意图;图16是图14中环形磁极的立体结构示意图;图17是图16中环形磁极的剖面图;图18是清洗单元的结构示意图;图19是下料机构的结构示意图;图中:1、上料机构,101、上料机架,102、机械臂,103、辊道,104、工件夹持对轮,
105、底座支撑架,107、机械臂支撑气缸,106、支架支撑气缸,108、旋转支架,109、机械臂安装梁,2、驱动进给单元,201、丝杆手轮,202、左右旋滚珠丝杠,203、上滚轮支架,204、螺杆滑台,205、拨块,206、限位开关,207、水平调节手轮,208、驱动电机,209、上滚轮,210、工件,211、右滚轮组件,212、调节螺栓,213、右滚轮定位件,214、右滑动座,215、螺母,216、左滚轮组件,217、垫片,218、左滚轮定位件,219、左滑动座,220、机架,221、水平滑座,222、竖直滑板,223、上支板,224、下支板,225、动力支板,226、弧形槽,227、锁紧螺栓,3、磁性研磨单元,301、环形磁极组件,302、固定套,303、研磨伺服电机,304、磁极支架,305、丝杠滑座,306、环形磁极,307、压块,308、刮板,309、弧形磁铁,310、磁铁固定凹槽,311、锁紧螺母,312、缺口,4、清洗单元,401、水箱,402、清洗喷头,403、干燥空气压缩瓶,404、清洗槽,405、工件通孔,5、下料机构,501、下料盒,502、下料机架。
具体实施方式
35.以下结合附图对本发明进行详细说明。
36.如图1至图19所示,一种轴类磁性研磨生产线,包括依次布置的上料机构1、磁性研磨单元3、清洗单元4和下料机构5,上料机构1、磁性研磨机构3、清洗单元4和下料机构5之间均安装有一组驱动进给单元2,上料机构1中的工件夹持对轮104、驱动进给单元2中的滚轮组件、磁性研磨单元3的两个环形磁极306中心、清洗单元4的清洗槽404防护罩上的工件通孔407和下料机构5的下料盒501中心均位于同一直线上;磁性研磨单元3包括两组结构相同的环形磁极组件301、研磨伺服电机303和丝杠滑座305,每组环形磁极组件301包括环形磁极306,环形磁极306的中部通过轴承和锁紧螺母311与研磨伺服电机303的电机轴端部相连接,研磨伺服电机303通过固定套302安装在磁极支架304的顶板上,研磨伺服电机303位于磁极支架304的内腔中,磁极支架304的底部固定在丝杠滑座305上;环形磁极306的外壁上开设有磁铁固定凹槽310,磁铁固定凹槽310中依次紧密排布有数块弧形磁铁309,弧形磁体309的外表面均匀沾附有磁性研磨料。
37.磁铁固定凹槽310的上表面开设有两个缺口312,缺口312中通过螺栓安装有压块308。
38.磁铁固定凹槽310靠近环形磁极306中心的内壁高度高于磁铁固定凹槽310外缘开口的高度;弧形磁铁309纵向切面为内高外低的梯形,相邻两块弧形磁铁309的n极、s极交错排布。
39.两个环形磁极306的相远离的边缘外侧均设置有底部固定在磁极支架304上的刮板308,刮板308与弧形磁铁309的外表面之间的距离可调。
40.丝杠滑座305驱动两个磁极支架304相对或相向移动。环形磁极组件301、研磨伺服电机303、磁极支架304和丝杠滑座305的外部安装有防护罩,固定套302与研磨伺服电机303的电机轴连接处安装有防尘密封圈。
41.驱动进给单元2包括安装在机架220上表面的滚轮组件和上滚轮209,上滚轮209与驱动电机208的输出轴相连接,上滚轮209通过上滚轮支架203安装在竖直的螺杆滑台204上,螺杆滑台204固定在机架220上;滚轮组件包括左滚轮组件216和右滚轮组件211,左滚轮组件216、右滚轮组件211与安装在其上方的上滚轮209呈三角形结构,左滚轮组件216通过左滚轮定位件218向右倾斜安装在左滑动座219的上表面,右滚轮组件211通过右滚轮定位
件213向左倾斜安装在右滑动座214的上表面,左滑动座219和右滑动座214装配在左右旋滚珠丝杠202上,左右旋滚珠丝杠202的顶端安装有丝杠手轮201,左右旋滚珠丝杠202安装在固定于水平滑座221上的左滑动座219上。
42.左滚轮组件216中的滚轮通过支座固定在左滚轮定位件218的上表面;右滚轮组件211中的滚轮通过支座固定在右滚轮定位件213的上表面。
43.上滚轮支架203包括上支板223、竖直滑板222、下支板224和动力支板225,上支板223的后侧面与竖直滑板222相连接,竖直滑板222装卡在螺杆滑台204上,上支板223的中部通过推力球轴承225与水平调节手轮207的主轴相连接,推力球轴承225还与下支板224相连接,下支板224通过锁紧螺栓227把合在上支板223上,下滚轮209安装在下支板224的底部,动力支板225与下支板224通过螺栓相固定,驱动电机208安装在动力支板225上。
44.上支板223在水平调节手轮207的两侧分别开设有两个弧形槽226,锁紧螺栓227装配在弧形槽226中。
45.左滑动座219和右滑动座214的结构相对称,左滚轮定位件218的底部嵌套在左滑动座219的上部,左侧的调节螺栓212贯穿左滚轮定位件218的上表面底部与左滑动座219的上表面相抵触,通过左侧的调节螺栓212调节左滚轮定位件218的倾斜角度;右滚轮定位件213的底部嵌套在右滑动座214的上部,右侧的调节螺栓212贯穿右滚轮定位件213的上表面底部与右滑动座214的上表面相抵触,通过右侧的调节螺栓212调节右滚轮定位件213的倾斜角度。
46.水平调节手轮207上安装有刻度盘,刻度盘位于上支板223上方。竖直滑板222的侧壁上安装有拨块205和限位开关206。丝杠手轮201与左右旋滚珠丝杠202的连接处安装有刻度盘。左滚轮组件216与右滚轮组件211中的数个滚轮相互交错排布。
47.上料机构1包括框架型的上料机架101,上料机架101的前侧设置有数个底座支撑架105,底座支撑架105的上部安装有辊道103,辊道103上安装有数组平行设置的工件夹持对轮104;上料机架101的中间立柱顶端分别与旋转支架108的前横梁相铰接,旋转支架108的后横梁与上料机架101的后横梁之间安装有支架支撑气缸106,支架支撑气缸106的活塞端伸缩调整旋转支架108的倾斜角度;上料机架101的前部为机械臂安装梁109,机械臂安装梁109上均布有数个机械臂102,每个机械臂102的尾部铰接在机械臂安装梁109上,机械臂102的前部下底边与上料机架101之间安装有机械臂支撑气缸107,机械臂102的前端延伸至工件夹持对轮104附近。
48.工件夹持对轮104的滚动轴通过皮带与安装在辊道103上方的转动轴相连接,转动轴与转动电机相连接。
49.清洗单元4包括清洗槽404,清洗槽404上设置有清洗喷头402,清洗喷头402与水箱401相连接,清洗槽404的两个侧壁上开设有相互对称的工件通孔405,清洗槽404的回水管与水循环处理装置相连接,水箱401的一侧设置有干燥空气压缩瓶403,干燥空气压缩瓶403通过出气管与安装在清洗槽402上的干燥空气喷嘴相连通,清洗槽402的顶端设置有防护罩。
50.下料机构5包括下料机架502,下料机架502的一侧安装有下料盒501,下料盒501的四面均布有毛刷。
51.作业前,待加工细长工件210被吊运至上料机架101上部的旋转支架108上,作业人
员通过控制支架支撑气缸106活塞端的伸缩,调整旋转支架108的角度,使工件210滑动到机械臂102上,控制机械臂支撑气缸107的活塞端收缩,机械臂102的前端降低,工件210滑动至工件夹持对轮104的两个夹持轮之间,启动转动电机带动夹持轮转动,在摩擦力的作用下工件210被推送至驱动进给单元2。
52.作业人员根据工件210的规格,通过丝杆手轮201调整左滚轮组件216和右滚轮组件211之间的间距,通过调节螺栓212调整左滚轮组件216和右滚轮组件211的倾斜角度,打开限位开关206,通过拨块205使竖直滑板222在螺杆滑台204上移动,调节上滚轮209与滚轮组件之间的距离,使左滚轮组件216、右滚轮组件211和上滚轮209将细长工件210夹持稳固;再通过水平调节手轮207调整上滚轮209的轴线与待加工细长工件210轴线之间的角度,以调节细长工件210的进给速度;开启驱动电机208,上滚轮209给细长工件210的上表面施加前进的动力,细长工件210稳定、快速地向下一道工序进给,进入磁性研磨单元3。
53.作业人员根据工件的大小或者需要的磁场强度,控制两组环形磁极组件301在丝杠滑座305上相对或相向移动,调整两个环形磁极306之间的位置,改变磁场强度的大小,以适应各类工件的研磨需求。
54.当待研磨的细长工件210进入两组环形磁极组件301之间时,两台研磨伺服电机303同时启动,带动两个环形磁极306同时反向转动,两组环形磁极组件301中的弧形磁铁309的n极、s极两两相对形成磁场,弧形磁铁309外表面沾附的磁性磨料在磁场的作用下,按照磁力线分布方向固结在一起形成具有一定刚性的磁力刷,对工件表面进行研磨,表现出极好的柔性和自适应性。
55.环形磁极组件301在研磨作业时,由于相对运动的存在,磁性磨料在弧形磁铁309外表面的排布会发生变化;当环形磁极组件301每旋转一周,刮板308对弧形磁铁309外表面上沾附的磁性磨料刮擦一次,使得磁性磨料重新均匀分布在弧形磁铁309的外表面;研磨完成的工件210依次进入清洗单元4和下料机构5,完成工件210表面研磨处理作业。在上料机构1、研磨单元3、清洗单元4之间各放置一组驱动进给单元2,由上料机构滚轮和三组驱动进给单元同时给工件210提供动力,当工件完全离开研磨单元时,由剩下的两组驱动进给单元2持续为工件210提供动力,使工件完整的完成研磨、清洗、干燥工序。
56.本发明采用两组对称安装在丝杠滑座上的环形磁极组件反向旋转形成磁场,沾附在环形磁极上的磁性磨料形成柔性磁力刷,对工件表面进行高质量、快速的研磨,以满足工件表面加工的要求。本发明中磁场强度、两组环形磁极组件之间的位置可根据工件的大小进行调节,能够满足多种工件的研磨需求。通过调整上滚轮与细长工件轴线之间的夹角来调整工件的进给速度;通过调节左滚轮组件、右滚轮组件和上滚轮的位置关系,可以适用于不同规格的细长工件的加工;为速度、位置、夹持力可调的驱动进给装置,使细长轴类零件精密加工能够实现自动控制,提高了设备的可靠性和工作效率。