一种回转体表面静压磨料流光整加工装置与加工方法
1.本发明属于机械加工中的表面光整技术领域,具体涉及一种回转体表面静压磨料流光整加工装置与加工方法。
背景技术:
2.现有的对机械制造技术提出了更高的要求,很多情况下需要对零部件的高质量表面进行光整加工,以满足其使用性能;对于规则形状的回转体表面,一般使用外圆磨进行表面加工;而当回转表面的构型较复杂时,需要对磨具进行精密修磨来适应工件的表面形状,一方面造成加工难度加大、成本上升,另一方面很难甚至更本得不到满足需要的磨具,达不到对构型较复杂回转表面的光整加工效果。需要一种新的便捷、高效的精密光整加工方法来解决这一难题。
3.磨料流加工中的粘弹性流体磨料是一种半流态的软物质,具有一定的流动性,对工件表面有很强的适应性。本发明提出将具有构型较复杂回转表面的工件浸没在粘弹性流体磨料中,使粘弹性流体磨料具有一定的压力,同时让工件绕其表面回转轴线旋转,使流体磨料在工件表面滑移,即可实现对工件表面的光整加工,通过控制压力和工件的转速来实现构型较复杂回转表面的便捷、高效的精密光整加工。
4.在专利cn 112792722 a中,磨料流抛光是一种光整加工方法,其利用半固态流体磨料,在高压下反复挤压工件表面,通过磨料颗粒磨削去除工件表面微观不平整,从而提高工件表面粗糙度。该方法对于有着复杂回转表面的工件很难进行表面精密光整加工,难以达到需要的加工效果。
5.专利cn 204621784u提供的一种新型磨料流加工装置,也是基于传动的挤压式磨料流加工基础上进行的改进,不能实现对回转表面的工件的表面精密光整加工。
6.本发明所述方法与上述列举的方法有显著差异,通过对流体磨料施加静压,使工件处于压力处处相等的静压流场中,通过控制工件的回转速度来达到需要的壁面滑移速度,来实现高效、精密的光整加工。
技术实现要素:
7.本发明要解决上述问题,提供了一种回转体表面静压磨料流光整加工装置与加工方法。
8.本发明采用如下的技术方案实现:一种回转体表面静压磨料流光整加工装置,包括箱体、用于向箱体供磨料的供料系统、回转装置和机架;所述供料系统与箱体通过进料管路和回料管路形成循环回路,使得箱体在等静压的压力场中通过流体磨料对形状的自适应性,对待加工回转体外表面进行无死角、高效的光整加工;所述箱体的底部可拆卸连接有回转装置,回转装置包括调速电机和转动轴,转动轴的端部伸入箱体内。
9.进一步的,所述箱体上远离供料系统的一侧连接有变幅杆,变幅杆伸入箱体内部,变幅杆给磨料一个脉冲样的振动,使磨料撞击工件表面。
10.进一步的,所述供料系统包括液压缸和料缸,料缸通过管路连通在液压缸的上方,连通的管路上设有单向阀;所述供料系统与箱体连接的进料管路上设有第一电磁阀,回料管路上设有第二电磁阀。
11.进一步的,所述变幅杆上位于箱体内的端部连接有振动盘。
12.进一步的,所述回转装置的调速电机通过联轴器与转动轴连接,转动轴通过圆锥滚子轴承与箱体转动连接,转动轴的顶端连接有用于夹紧对待加工回转体的三爪夹盘。
13.进一步的,所述待加工回转体的端部设有胶皮端盖。
14.进一步的,所述箱体的顶部设有箱体端盖,箱体端盖的顶部连接有实现箱体端盖开合的提升装置,从而对待加工回转体进行半自动更换。
15.进一步的,所述提升装置包括电机、连接轴和支架;电机上连接有减速器,减速器通过联轴器与连接轴连接,连接轴通过圆锥滚子轴承转动连接在支架上,连接轴的底端连接有滚珠丝杠,滚珠丝杠上连接有滚动滑块,滚动滑块与箱体端盖连接。
16.进一步的,所述提升装置的支架的两侧均设有导柱;所述滚动滑块上连接有导向装置,导向装置包括固定块、连接杆和导套,固定块与滚动滑块连接,固定块的两侧分别通过连接杆与导套连接,导套套设在导柱上。
17.一种回转体表面静压磨料流光整加工方法, 步骤如下:步骤一:安装试件;将待加工回转体通过三爪夹盘夹紧,三爪夹盘的四周用密封圈进行密封;步骤二:装填磨料;通过控制液压缸、料缸、第二电磁阀、压力传感器、第一电磁阀和单向阀使磨料自动从液压缸压进箱体和使箱体中的流体磨料处于设定的静压力下;步骤三:开启旋转加工,箱体在等静压的压力场中通过流体磨料对形状的自适应性,对待加工回转体外表面进行无死角、高效的光整加工;步骤四:进行等静压光整加工,使流体磨料待加工回转体外表面接触的磨粒在待加工回转体外表面进行微量切削、耕犁和滑擦,在这个压力下加工至设定时间;步骤五:停止加工,收集磨料;达到加工时间后,通过电机、滚珠丝杠、滚动滑块、使箱体端盖抬起,收集磨料,取出工件。
18.本发明相比现有技术的有益效果:1.本技术尤其适用于外表面形状特别复杂的回转体工件,无需设计专用夹具,回转体工件在等静压的压力场中绕其轴线旋转,并且利用流体磨料对形状的自适应性,来实现回转外表面的无死角光整加工,实现快速、高效的加工,且加工效果更好,解决了现有回转体工件复杂表面光整加工过程中耗时、费力、效率低的缺点;2.本技术使得工件处于均匀压力场的情况下,在回转工件的一侧通过变幅杆施加超声振动复合能场,进一步提高光整加工的效果和效率,可以得到更好的工件表面粗糙度和更高的光整加工效率;3.本技术采用机械结构,结构简单,制作成本低,可靠性高。
附图说明
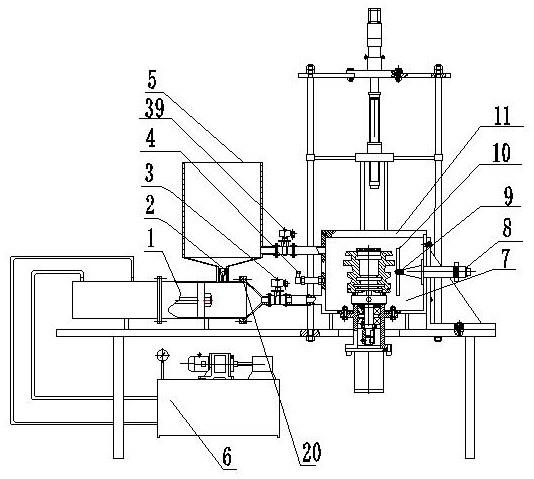
19.图1为本发明的结构示意图;图2为本发明的回转装置的结构示意图;图3为本发明的提升装置的结构示意图;图中:1
‑
液压缸,2
‑
单向阀,3
‑
第一电磁阀,4
‑
压力传感器,5
‑
料缸,6
‑
液压站,7
‑
箱体,8
‑
变幅杆,9
‑
螺钉,10
‑
振动盘,11
‑
箱体端盖,12
‑
联轴器,13
‑
圆螺母,14
‑
第一圆锥滚子轴承,15
‑
三爪夹盘,16
‑
待加工回转体,17
‑
密封圈,18
‑
胶皮端盖,19
‑
销,20
‑
供料系统,21
‑
密封毡圈,22
‑
滚珠丝杠,23
‑
支架,24
‑
导柱,25
‑
螺母,26
‑
连接轴,27
‑
联轴器,28
‑
减速器,29
‑
电机,30
‑
第二圆锥滚子轴承,31
‑
固定块,32
‑
连接杆,33
‑
导套,34
‑
导向装置,35
‑
滚动滑块,36
‑
转动轴,37
‑
调速电机,38
‑
键,39
‑
第二电磁阀。
具体实施方式
20.以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
21.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
22.参照图1至图3,本发明提供一种技术方案:一种回转体表面静压磨料流光整加工装置,包括箱体7、用于向箱体7供磨料的供料系统20、回转装置和机架;所述供料系统20与箱体7通过进料管路和回料管路形成循环回路,使得箱体7在等静压的压力场中通过流体磨料对形状的自适应性,对待加工回转体16外表面进行无死角、高效的光整加工。
23.所述箱体7的底部可拆卸连接有回转装置,回转装置包括调速电机37和转动轴36,转动轴36的端部伸入箱体7内。
24.所述箱体7上远离供料系统20的一侧连接有变幅杆8,变幅杆8伸入箱体7内部,变幅杆8给磨料一个脉冲样的振动,使磨料撞击工件表面;当磨料进行切削的时候,振动盘给磨料一个脉冲样的振动,使磨料撞击工件表面,这样可以提高加工效率,提高表面的加工效果。
25.所述供料系统20包括液压缸1和料缸5,料缸5通过管路连通在液压缸1的上方,连通的管路上设有单向阀2,保证磨料单向流动;所述供料系统20与箱体7连接的进料管路上设有第一电磁阀3,回料管路上设有第二电磁阀39,通过第一电磁阀3和单向阀2使磨料自动从液压缸1压进箱体7,通过控制第二电磁阀39使磨料从箱体7自动卸料。
26.所述变幅杆8上位于箱体7内的端部连接有振动盘10,用于增大振动的范围,使加工磨料更好的切削。
27.所述箱体7上设有压力传感器4,利用压力传感器4可以时时检测箱体内压力,进行动态调压使磨料切削保持最加状态。
28.所述回转装置的调速电机37通过联轴器12与转动轴36连接,联轴器12与转动轴36通过键38和销19固定,转动轴36通过第一圆锥滚子轴承14与箱体7转动连接,转动轴36的顶端连接有用于夹紧对待加工回转体16的三爪夹盘15,三爪夹盘15的四周用密封圈17进行密封,防止磨料进入磨损三爪夹盘15。
29.所述待加工回转体16的端部设有胶皮端盖18,对待加工回转体16顶部进行密封,防止磨料流进其内部。
30.所述箱体7的顶部设有箱体端盖11,箱体端盖11的顶部连接有实现箱体端盖11开合的提升装置,从而对待加工回转体16进行半自动更换,提高加工效率。
31.所述提升装置包括电机29、连接轴26和支架23;电机29上连接有减速器28,减速器28通过联轴器27与连接轴26连接,连接轴26通过第二圆锥滚子轴承30转动连接在支架23上,第二圆锥滚子轴承30通过螺母25可拆卸连接在支架23上,连接轴26的底端连接有滚珠丝杠22,滚珠丝杠22上连接有滚动滑块35,滚动滑块35与箱体端盖11连接。
32.所述提升装置的支架23的两侧均设有导柱24;所述滚动滑块35上连接有导向装置34,导向装置34包括固定块31、连接杆32和导套33,固定块31与滚动滑块35连接,固定块31的两侧分别通过连接杆32与导套33连接,导套33套设在导柱24上。
33.液压站6给液压缸1提供液压。
34.所述变幅杆8与振动盘10通过螺钉9可拆卸连接,便于对振动盘10进行更换。
35.一种回转体表面静压磨料流光整加工方法, 步骤如下:步骤一:安装试件;将待加工回转体16通过三爪夹盘15夹紧,三爪夹盘15的四周用密封圈17进行密封;步骤二:装填磨料;通过控制液压缸1、料缸5、第二电磁阀39、压力传感器4、第一电磁阀3和单向阀2使磨料自动从液压缸1压进箱体7和使箱体7中的流体磨料处于设定的静压力下;步骤三:开启旋转加工,箱体7在等静压的压力场中通过流体磨料对形状的自适应性,对待加工回转体16外表面进行无死角、高效的光整加工;为了提高加工效率可选择开启超声振动,通过变幅杆给磨料一个脉冲样的振动,使磨料撞击工件表面,这样可以提高加工效率,提高表面的加工效果;步骤四:进行等静压光整加工,使流体磨料待加工回转体16外表面接触的磨粒在待加工回转体16外表面进行微量切削、耕犁和滑擦,在这个压力下加工至设定时间;步骤五:停止加工,收集磨料;达到加工时间后,通过电机29、滚珠丝杠22、滚动滑块35、使箱体端盖11抬起,收集磨料,取出工件。
36.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1