一种高温合金弯头的浇注系统及熔模铸造工艺的制作方法
1.本发明涉及熔模铸造的技术领域,尤其涉及一种高温合金弯头的浇注系统及熔模铸造工艺。
背景技术:
2.由于高温合金弯头属于高温合金,件大壁薄,从2018年生产以来,一直存在着铸造问题:表面质量差、气密性差、管口加工后坡口部位有夹渣、夹砂、缩松等铸造缺陷;大多需要进行补焊才能达到要求,其工艺出品率、合格率低,故生产成本高。现有技术生产的铸件表面质量差是由于浇注时,钢水从弯头的顶端(即中部)直冲造成的,特别是弯头的内顶端,由于钢水的不断冲刷造成过热,使得铸件内外表面粗糙;而现有技术的浇注工艺,无排气孔,钢水直冲下来后,无法排气,将气体封锁在型腔内,因此而产生了气孔、渣孔等缺陷。因此需要对件大壁薄的弯管件的浇注工艺进行进一步的突破,使得浇注出的该类产品获得质的飞越。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种高温合金弯头的浇注系统及熔模铸造工艺。
4.为了实现上述目的,本发明采用了如下技术方案:一种高温合金弯头的浇注系统,特点是包括侧浇杯,与侧浇杯相连接的冒口杯;所述的侧浇杯底部一侧设置有缓冲包;所述的侧浇杯、冒口杯内均设置有蜿蜒的浇道,冒口杯的顶端设置有冒口盖板,冒口杯的一侧设置有排气筋。
5.优选地:所述的浇道截面设置为圆形,浇道管径相同。
6.优选地:所述的缓冲包与侧浇杯的浇道出口设置有夹角,夹角为60
°‑
90
°
。
7.本发明还公开了一种高温合金弯头的熔模铸造工艺,采用上述浇注系统;包括以下操作步骤:步骤一,组焊蜡模组:根据所需铸件的形状制造蜡模;步骤二,型壳制作:在蜡模表面涂覆型壳材料,型壳的面层采用锆英砂粉,过渡层与背层采用莫来砂粉;步骤三,蒸汽脱蜡:对涂覆好型壳材料的蜡模进行脱蜡,脱蜡的温度设置为120℃,脱蜡时间设置为30min;步骤四,焙烧型壳:将脱蜡后的型壳放入焙烧炉,焙烧温度为1120
‑
1150℃,保温45min;步骤五,浇注:浇注时型壳温度设置为650
‑
800℃,钢水从侧浇杯进入浇道,沿浇道流向缓冲包,再流向型壳内部,钢水先从型壳一侧流向型壳内部的底部,型壳一侧溢满再流向型壳的另一侧,从型壳另一侧底部上升到型壳内部顶端;当钢水流向冒口杯,从冒口杯处能看到钢水时,缓慢浇注直至浇满,并盖上冒口盖板;步骤六,去除型壳,得到铸件。
8.优选地:所述的浇注时型壳温度设置为780℃。
9.优选地:所述的冒口盖板为覆盖剂与保温棉。
10.与现有技术相比,本发明的有益效果是:通过将浇注系统设置为侧浇杯与冒口杯的组合,实现了浇注时钢水的单侧注入,侧浇杯与冒口杯内的浇道流向设置及浇道口径设
置实现了钢水的定向、定流量注入;缓冲包与侧浇杯的浇道出口设置有夹角,对钢水注入起到了缓冲作用;冒口杯设置有排气筋,便于钢水注入过程中进行排气;有效解决了因钢水冲刷而导致的铸件表面质量差、气密性差、管口部位缩松等问题。采用该浇注系统的高温合金弯头的熔模铸造工艺的工艺出品率由原来的51%提高到65%,生产出的铸件产品合格率也得到了很大的提高,从而大大降低了生产成本。
附图说明
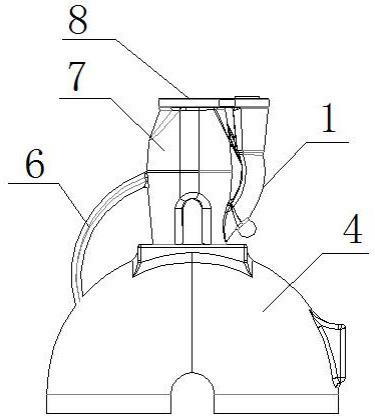
11.图1为本发明浇注系统与铸件结构示意图;图2为本发明图1的剖视图;图中:1、侧浇杯;2、浇道;3、缓冲包;4、铸件; 6、排气筋;7、冒口杯;8、冒口盖板。
12.箭头方向为钢水流向。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
14.实施例一参照附图1,一种高温合金弯头的浇注系统,包括侧浇杯1,与侧浇杯1相连接的冒口杯7;所述的侧浇杯1底部一侧设置有缓冲包3;缓冲包3与侧浇杯1的浇道出口设置有夹角,夹角为60
°‑
90
°
;使得钢水在向下注入的时候起到了很好的缓冲作用,降低冲刷力,使铸件的表面质量得到提高;所述的侧浇杯1、冒口杯7内均设置有蜿蜒的浇道2,所述的浇道2截面设置为圆形,浇道2管径相同具体的,浇道2可设置为连续的s型,螺旋形等,同样起到了降低钢水的流速,减小冲刷力的作用;浇道2的口径为30mm,起到了限流的作用;箭头方向为钢水的流向,起到了定向的作用;冒口杯7的顶端设置有冒口盖板8,冒口杯7的一侧设置有排气筋6,钢水在注入过程中,从一侧流向另一侧,再缓慢上升到顶端,再与冒口杯的浇道汇合,不仅便于排气,而且便于残留物上浮。
15.一种高温合金弯头的熔模铸造工艺,其特征在于:采用上述浇注系统;包括以下操作步骤:步骤一,组焊蜡模组:根据所需铸件的形状制造蜡模;步骤二,型壳制作:在蜡模表面涂覆型壳材料,型壳的面层采用锆英砂粉,过渡层与背层采用莫来砂粉;步骤三,蒸汽脱蜡:对涂覆好型壳材料的蜡模进行脱蜡,脱蜡的温度设置为120℃,脱蜡时间设置为30min;步骤四,焙烧型壳:将脱蜡后的型壳放入焙烧炉,焙烧温度为1120
‑
1150℃,保温45min;步骤五,浇注:浇注时型壳温度设置为650
‑
800℃,钢水从侧浇杯1进入浇道,沿浇道2流向缓冲包,再流向型壳内部,钢水先从型壳一侧流向型壳内部的底部,型壳一侧溢满再流向型壳的另一侧,从型壳另一侧底部上升到型壳内部顶端;当钢水流向冒口杯7 ,从冒口杯7处能看到钢水时,缓慢浇注直至浇满,并盖上冒口盖板8,冒口盖板采用覆盖剂与保温棉;步骤六,去除型壳,得到铸件。
16.采用该浇注系统的高温合金弯头的熔模铸造工艺的工艺出品率由原来的51%提高到65%,生产出的铸件产品合格率也得到了很大的提高,从而大大降低了生产成本。
17.焙烧温度设定为1120
‑
1150℃,使得型壳的强度更大,稳定性更好;当浇注时型壳温度设置为780℃,浇注时钢水的流动性更好,成型性更好;钢水从侧浇杯1进入浇道,沿浇
道2流向缓冲包,再流向型壳内部,钢水先从型壳一侧流向型壳内部的底部,型壳一侧溢满再流向型壳的另一侧,从型壳另一侧底部上升到型壳内部顶端;两侧均溢满即钢水上升到型壳内部顶端;当钢水流向冒口杯7 ,从冒口杯7处能看到钢水时,缓慢浇注直至浇满,并盖上冒口盖板8 ;所生产出的铸件产品合格率达到65%,产品合格率得到了很大的提高,从而大大降低了生产成本。
18.浇注的工作原理:型壳顶端设置专用缓冲型定向流动浇注系统冒口杯 7,钢水从侧浇杯 1浇下去,钢水沿浇道 2注入,流向缓冲包 3,再缓缓流向形成铸件本体 4的型壳内部,先从一侧流向形成铸件本体的型壳底部,再从底部的一边流向型壳底部的另一边;再上升到型壳顶端;使得形成的铸件本体内的气体会由工艺筋 6排出,避免了气体的产生。当钢水流向冒口杯 7,从冒口杯7处能看到钢水时,缓慢浇注直至浇满,并盖上冒口覆盖剂与保温棉,即盖上冒口盖板 8。
19.该浇注系统及铸造工艺不仅适用于高温合金弯头,对于其它弯管件使用此浇注系统,也属于本发明的保护范围之内;以上所述仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1