一种提高连退HSLA组织均匀性的制造方法与流程
一种提高连退hsla组织均匀性的制造方法
技术领域
1.本技术涉及汽车用钢技术领域,尤其涉及一种提高连退hsla组织均匀性的制造方法。
背景技术:
2.随着高强度和良好成型能力的高强钢在汽车中的使用越来越普遍,要求hsla具有良好的扩孔和折弯性能,适合应用于一些对局部成型性能有较高要求的零部件上。相比传统的相变类高强钢(包括dp、cp、trip、ms和ph钢)而言,冷轧hsla的基体组织相对简单,主要由铁素体和少量碳化物组成。
3.一般而言,420mpa以下级别的冷轧hsla中,基体组织的再结晶程度较高,带钢横向和纵向的力学性能相差不大。但在460mpa以上级别的冷轧hsla中,由于基体中微合金含量较高,组织的再结晶程度较低,大部分晶粒都呈变形的拉长状。这样的组织导致带钢纵向和横向的屈服和抗拉强度差值较大。比如对550mpa级的550la而言,传统生产工艺下,横向的屈服强度和抗拉强度比纵向的分别高60mpa和40mpa以上。过高的横纵向性能差会导致带钢的成型性能降低,要降低成品卷的横纵向性能差异,需要提高基体组织的均匀性,也就是提高铁素体晶粒的再结晶程度。仅仅通过提高连退均热温度来提高基体再结晶分数的话容易导致基体的强度降低。所以问题的关键在于提高基体再结晶程度的同时,尽量保证不降低或少降低基体的强度。
技术实现要素:
4.本技术提供了一种提高连退hsla组织均匀性的制造方法,以解决保持hsla强度的同时提保持钢组织均匀性的技术问题。
5.第一方面,本技术提供了一种提高连退hsla组织均匀性的制造方法,所述制造方法包括以下步骤:
6.获得目标连退hsla的铸坯;
7.对所述铸坯依次进行加热、热轧和卷取,获得热轧卷,其中,所述卷取温度≤550℃;
8.对所述热轧卷依次进行冷却、酸洗和冷轧,获得冷硬卷,其中,根据目标连退hsla的钢带厚度控制所述冷轧的压下率;
9.对所述冷硬卷进行退火,获得所述目标连退hsla,其中,根据所述目标连退hsla的钢带厚度控制所述退火中的钢带的运行速度和所述退火的均热温度,以控制钢组织结晶。
10.可选的,所述热轧的终轧温度≤900℃。
11.可选的,所述根据目标连退hsla的钢带厚度控制所述冷轧的压下率包括:
12.若所述目标连退hsla的钢带厚度>1.5mm,所述冷轧压下率≤30%;
13.若所述目标连退hsla的钢带厚度≤1.5mm,所述冷轧压下率≥70%。
14.可选的,所述在所述退火中,根据所述目标连退hsla的钢带厚度控制所述退火中
的钢带的运行速度和所述退火的均热温度,以控制钢组织结晶包括:
15.在所述退火中,
16.若所述目标连退hsla的钢带厚度≥1.5mm,所述退火中的钢带的运行速度为100~160m/min,所述退火的均热温度为730~770℃;
17.若所述目标连退hsla的钢带厚度<1.5mm,所述退火中的钢带的运行速度为140~250m/min,所述退火的均热温度为750~790℃;以控制钢组织结晶。
18.可选的,所述退火的冷却温度为350-450℃。
19.可选的,所述目标连退hsla的横纵向屈服强度差≤60mpa,横纵向抗拉强度差≤40mpa。
20.可选的,所述目标连退hsla的强度包括:420mpa、460mpa和550mpa中任意一种。
21.可选的,所述目标连退hsla的化学成分以质量分数计包括:c:0.05-0.08%,si:0.02-0.5%,mn:1.2-1.6%,al:0.02-0.05%,nb:0.03-0.09%;ti:0.03-0.12%;s:0.001-0.003%;p:0.005-0.02%;余量为fe和不可避免的杂质。
22.第二方面,本技术提供了第一方面所述的制造方法制得的钢带。
23.第三方面,本技术提供了第一方面所述的制造方法在连退hsla中的应用。
24.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
25.本技术实施例提供的该方法,本技术实施例提供的该方法,根据目标连退hsla的钢带厚度控制所述冷轧的压下率,使带钢获得较高的再结晶分数且晶粒不容易变大,使目标连退hsla组织均匀,晶粒大小均匀,改善了横纵向性能差异的同时也没有明显降低基体的强度;在所述退火中,根据所述目标连退hsla的钢带厚度控制所述退火中的钢带的运行速度和所述退火的均热温度,可以使钢在均热温度中获得较高的再结晶分数,可以控制组织再结晶程度并改善横纵向性能差异。
附图说明
26.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
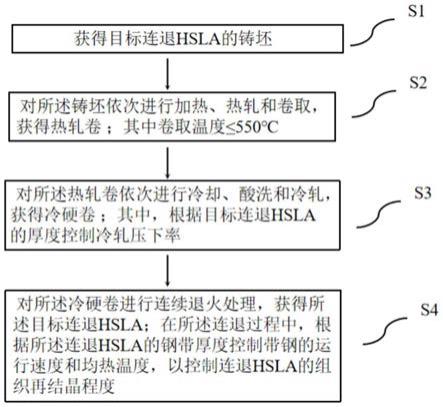
28.图1为本技术实施例提供的一种提高连退hsla组织均匀性的制造方法的流程示意图;
29.图2为实施例2的显微组织图;
30.图3为对比例1的显微组织图。
具体实施方式
31.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
32.本技术提供了一种提高连退hsla组织均匀性的制造方法,如图1所示,所述制造方法包括以下步骤:
33.s1.获得目标连退hsla的铸坯;
34.s2.对所述铸坯依次进行加热、热轧和卷取,获得热轧卷,其中,所述卷取温度≤550℃;
35.作为一种可选的实施方式,所述热轧的终轧温度≤900℃。
36.本技术实施例中,终轧温度≤900℃和卷取温度450-460℃可使热轧卷的显微组织呈变形拉长状,这样能有更多储存能保存于基体中。
37.s3.对所述热轧卷依次进行冷却、酸洗和冷轧,获得冷硬卷;其中,根据目标连退hsla的钢带厚度控制所述冷轧的压下率;
38.s4.对所述冷硬卷进行退火,获得所述目标连退hsla,其中,根据所述目标连退hsla的钢带厚度控制所述退火中的钢带的运行速度和所述退火的均热温度,以控制钢组织结晶。
39.本技术实施例中,hsla组织为低合金高强度钢组织。
40.本技术实施例中,钢卷冷轧后在退火线进行退火处理。
41.作为一种可选的实施方式,所述根据目标连退hsla的钢带厚度控制所述冷轧的压下率包括:
42.若所述目标连退hsla的钢带厚度>1.5mm,所述冷轧压下率≤30%;
43.若所述目标连退hsla的钢带厚度≤1.5mm,所述冷轧压下率≥70%。
44.本技术实施例中,冷轧压下率较小时(小于30%),带钢在比较低的退火温度下就能获得较高的再结晶分数且晶粒不容易长大,这样改善横纵向性能差异的同时也没有明显降低基体的强度。但由于热轧产线的能力限制,高强度级别冷轧hsla的热轧原料卷厚度最小为2.2mm左右,因此该方法只能在成品厚度大于1.5mm的钢卷上使用。3、连退hsla常规冷轧压下率介于45~65%,对于厚度小于1.5mm的成品卷,冷轧压下率需保证在70%以上,这样才能保证改善横纵向性能差异的同时不明显降低基体的强度。
45.作为一种可选的实施方式,所述在所述退火中,根据所述目标连退hsla的钢带厚度控制所述退火中的钢带的运行速度和所述退火的均热温度,以控制钢组织结晶包括:
46.在所述退火中,
47.若所述目标连退hsla的钢带厚度≥1.5mm,所述退火中的钢带的运行速度为100~160m/min,所述退火的均热温度为730~770℃;
48.本技术实施例中,控制运行速度为100~160m/min,所述退火的均热温度为730~770℃的原因是钢的带速越慢,退火时间越长,铁素体晶粒容易张大,故退火温度要适当降低。若速度小于100m/min且均热温度大于770℃,会造成强度偏低的不利效果;若速度大于160m/min且均热温度小于730℃,会造成组织再结晶程度偏低、材料的横纵向性能差偏大的不利效果。
49.若所述目标连退hsla的钢带厚度<1.5mm,所述退火中的钢带的运行速度为140~250m/min,所述退火的均热温度为750~790℃;以控制钢组织结晶。
50.本技术实施例中,控制钢带运行速度为140~250m/min,所述退火的均热温度为750~790℃的原因是钢的带速越快,退火时间越短,铁素体再结晶程度容易偏低,故退火温
度要适当提高。若速度小于140m/min且均热温度大于790℃,会造成强度偏低的不利效果;若速度大于250m/min且均热温度小于750℃,会造成材料横纵向性能差偏大的不利效果。
51.作为一种可选的实施方式,所述退火的冷却温度为350-450℃。
52.本技术实施例中,冷却的方式为快冷。
53.作为一种可选的实施方式,所述目标连退hsla的横纵向屈服强度差≤60mpa,横纵向抗拉强度差≤40mpa。
54.本技术实施例中,横向和纵向的性能差异在额定范围之内,证实了连退hsla的组织均匀性得到很大提高和改善。
55.作为一种可选的实施方式,所述目标连退hsla的强度包括:420mpa、460mpa和550mpa中任意一种。
56.作为一种可选的实施方式,所述目标连退hsla的化学成分以质量分数计包括:c:c:0.05-0.08%,si:0.02-0.5%,mn:1.2-1.6%,al:0.02-0.05%,nb:0.03-0.09%;ti:0.03-0.12%;s:0.001-0.003%;p:0.005-0.02%;余量为fe和不可避免的杂质。本技术提供了一种上述的制造方法在连退hsla中的应用。
57.下面结合具体实施例和对比例对本发明作进一步详细说明。
58.实施例1
59.实施例针对550mpa的550la。化学成分为:c:0.07%,si:0.1%,mn:1.3%,al:0.03%,nb:0.03%;ti:0.06%;s:0.003%;p:0.011%;余为不可避免杂质。本实施例包括以下步骤:
60.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
61.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为890℃,出精轧后在层冷辊道上冷却,卷取温度为550℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为4.5mm。
62.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为67%;冷轧卷厚度为1.5mm。
63.(4)550la冷轧后入连退炉退火,带速为180m/min,均热温度为780℃。
64.本实施例的力学性能和横纵向性能差如表1所示。可以看到提高均热温度后虽然横纵向性能差明显改善,但带钢的强度明显降低,屈服强度低于标准要求的550mpa。
65.实施例2
66.作为对比例1的对比,实施例2的化学成分与实施例1相同。
67.本实施例包括以下步骤:
68.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
69.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为890℃,出精轧后在层冷辊道上冷却,卷取温度为550℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为7mm。
70.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为80%;冷轧卷厚度为1.4mm。
71.(4)550la冷轧后入连退炉退火,带速为180m/min,均热温度为765℃。
72.图2所示为本实施例的显微组织,可以看到提高冷轧压下率后,即使在与实施例相近的退火温度下基体的再结晶程度也明显提高,横纵向性能差明显改善,同时基体的力学性能也没有明显降低。
73.实施例3
74.作为实施例2的对比,实施例3的化学成分与实施例1相同。本实施例包括以下步骤:
75.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
76.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为920℃,出精轧后在层冷辊道上冷却,卷取温度为650℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为7mm。
77.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为80%;冷轧卷厚度为1.4mm。
78.(4)550la冷轧后入连退炉退火,带速为180m/min,均热温度为765℃。
79.本实施例的力学性能和横纵向性能差如表1所示。作为实施例3的对比,本实施例虽然冷轧压下率较高,但提高热轧终轧温度和卷取温度不利于热轧组织内形变储存能量的提高,导致成品卷的横纵向性能差比实施例3略高。
80.实施例4
81.作为实施例2的对比,实施例4的化学成分与实施例1相同。
82.本实施例包括以下步骤:
83.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
84.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为890℃,出精轧后在层冷辊道上冷却,卷取温度为550℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为7mm。
85.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为80%;冷轧卷厚度为1.4mm。
86.(4)550la冷轧后入连退炉退火,带速为120m/min,均热温度为765℃。
87.本实施例的力学性能和横纵向性能差如表1所示。作为实施例3的对比,本实施例虽然冷轧压下率较高,但带速过低,为120m/min。虽然成品卷的横纵向性能差比实施例3更好,但强度显著降低,不满足标准要求。
88.实施例5
89.实施例5的化学成分与实施例1相同。本实施例包括以下步骤:
90.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
91.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为890℃,出精轧后在层冷辊道上冷却,卷取温度为550℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为2.2mm。
92.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为20%;冷轧卷厚度为1.76mm。
93.(4)550la冷轧后入连退炉退火,带速为140m/min,均热温度为750℃。
94.本实施例的带钢厚度较厚,为1.76mm。采用小压下率且均热温度降至750℃后,组织的均匀性得到了提高,实测横纵向性能差也得到了改善,如表1所示。
95.对比例1
96.本对比例针对550mpa的550la。化学成分为:c:0.07%,si:0.1%,mn:1.3%,al:0.03%,nb:0.03%;ti:0.06%;s:0.003%;p:0.011%;余为不可避免杂质。本实施例包括以下步骤:
97.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
98.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为890℃,出精轧后在层冷辊道上冷却,卷取温度为550℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为3mm。
99.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为50%;冷轧卷厚度为1.5mm。
100.(4)550la冷轧后入连退炉退火,带速为180m/min,均热温度为760℃。
101.本对比例的显微组织如图3所示。可以看到由于冷轧压下率偏低,连退成品卷组织的再结晶程度并不高,导致横纵向的屈服强度差大于60mpa,具体力学性能如表1所示。
102.对比例2
103.本对比例为实施例5的对比,本施例的化学成分与对比例1相同。本实施例包括以下步骤:
104.(1)550la的钢水经过转炉冶炼后采用连铸方式获得铸坯。
105.(2)板坯在蓄热式加热炉进行加热,加热温度为1230℃;出加热炉后进行除鳞、粗轧、精轧;精轧终轧温度为890℃,出精轧后在层冷辊道上冷却,卷取温度为550℃;带钢卷取后入置于钢卷库内自然冷却;热轧卷厚度为3mm。
106.(3)550la的热轧卷酸洗后进行冷轧,冷轧压下率为40%;冷轧卷厚度为1.8mm。
107.(4)550la冷轧后入连退炉退火,带速为140m/min,均热温度为750℃。
108.本对比例2带钢的厚度为1.8mm。作为实施例5的对比,对比例2均热温度为750℃且采用中等压下率后,实测横纵向性能明显恶化,如表1所示。这表明较低退火温度下,提高压下率无益于组织均匀性和横纵向性能的改善。
109.表1实施例1至实施例5的力学性能数据。
[0110][0111]
[0112]
表1所示为实施例1~5及对比例1~2的力学性能数据。由对比例1和实施例1,可以看到提高均热温度虽然对组织均匀性和带钢横纵向性能差的改善有利,但会明显降低基体强度,产生性能不合。由对比例1和实施例2,可以看到提高冷轧压下率可在相近退火温度下明显改善组织的均匀性和横纵向性能差,同时带钢的强度无显著降低。由实施例2和实施例3,可以看到热轧终轧温度和卷取温度也对横纵向性能差有一定影响。由实施例2和实施例4,可以看到显著降低带速虽然有利于横纵向性能差的进一步改善,但基体强度容易不合。由对比例1和实施例5,可以看到将冷轧压下率降至较低水平(20%)且在较低均热温度(750℃)下退火时,带钢的横纵向性能差也能得到改善。由实施例5和对比例2,可以看到较低均热温度下退火时,冷轧压下率不能偏高,否则横纵向性能差会增加。
[0113]
实施例组的目标连退hsla的横纵向屈服强度差≤60mpa,横纵向抗拉强度差≤40mpa,而对比例组的纵向屈服强度差和横纵向抗拉强度差较大。
[0114]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者任何其他变体意在涵盖非排他性地包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0115]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其他实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1