一种基于SLM三维打印技术的可穿戴首饰及其制备方法
一种基于slm三维打印技术的可穿戴首饰及其制备方法
技术领域
1.本发明涉及基于slm三维打印技术领域,尤其涉及一种基于slm三维打印技术的可穿戴首饰及其制备方法。
背景技术:
2.3d打印(增材制造)是快速成型技术的一种,以数学模型文件为基础,运用粉末状金属或塑料等可粘合材料,采用激光等热源制造产品。3d打印的工艺方法可分为fdm(熔融沉积式)、sls(选择性激光烧结)、slm(选择性激光熔化成型)等类型。
3.其中,slm是选择性激光熔化,也就是在加工的过程中用激光使粉体完全熔化,不需要黏结剂。作为一种增材制造技术,选择性激光熔化技术在首饰加工方面的应用范围十分广泛。
4.然而,现有slm技术打印出来的材料质量大且材料结构结合紧密,导致柔性活动较差,降低了佩戴的舒适性;其次,现有材料的表面反光性能较差,制作出的首饰光泽性和反光性不好,这大大降低了首饰的整体价值。
技术实现要素:
5.本发明提供一种基于slm三维打印技术的可穿戴首饰及其制备方法,用来解决现有技术中slm技术打印出的首饰柔性活动较差、首饰光泽性和反光性不好,造成整体品质降低的技术问题。
6.为解决上述问题,本发明提供一种基于slm三维打印技术的可穿戴首饰,包括:柔性活动结构和/或轻量化晶格。
7.所述柔性活动结构的一侧设有反射面,且所述柔性活动结构由第一单元晶格相互连锁连接而成;
8.所述轻量化晶格由第二单元晶格相互连锁连接而成,每相邻两个所述第二单元晶格相互旋转45
°
,并在拓扑上将所有所述第二单元晶格连锁而不形成固体连接。
9.进一步的,所述第一单元晶格包括单元圆环和多个螺旋弯弧环,多个所述螺旋弯弧环的一端均匀连接在所述单元圆环上,另一端连接在所述反射面上。
10.进一步的,所述第二单元晶格包括三个相互垂直连接且同心的单元方格构成。
11.进一步的,所述第二单元晶格形成为中空的三维结构,且每个所述单元方格由连接桁架构成。
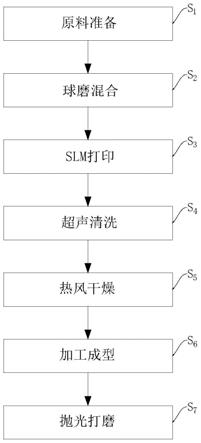
12.本发明还提供了一种基于slm三维打印技术的可穿戴首饰的制备方法,用于上述所述基于sls三维打印技术的可穿戴产品的制备,包括以下步骤:
13.s1:原料准备:准备适量的银粉和镀钛金刚石粉末;
14.s2:球磨混合:将原料投入球磨机中进行球磨,制成粒径均匀并且浸润度高的镀钛金刚石银微粉;
15.s3:slm打印:将镀钛金刚石银微粉加入到3d打印机中,按照设定的程序进行激光
打印,制成具有轻量化晶格和柔性活动结构的首饰;
16.s4:超声清洗:将制成的具有轻量化晶格和柔性活动结构的首饰投入到超声波清洗机中,加入适量的水基型清洗剂进行超声清洗;
17.s5:热风干燥:将超声清洗完成的首饰放入到热风干燥机中,进行热风干燥;
18.s6:加工成型:将干燥完成的首饰通过首饰加工工艺制成粗成品首饰;
19.s7:抛光打磨:将粗成品首饰投入到滚筒机中,加入抛光使用的中间介质,打开滚筒机进行抛光,抛光完成后取出冲洗干净形成成品。
20.进一步的,在所述步骤s1中,所述银粉的重量份数为96-100,所述镀钛金刚石粉末的重量份数为1-3。
21.进一步的,在所述步骤s2中,设置球磨时间为7.8-8.2h,单向球磨0.9-1.1h,随后反向球磨0.9-1.1h,重复循环4次。
22.进一步的,在所述步骤s3中,激光功率为50-120w,扫描速度为800-1200mm/s,铺粉厚度为0.03mm。
23.进一步的,在所述步骤s4中,超声功率为0.3-0.4w/cm2,超声清洗的时间为10-20min。
24.进一步的,在所述步骤s5中,热风干燥的温度为130-140℃,时间为3-5min。
25.本发明与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
26.1、采用带有轻量化晶格和柔性活动结构的织物作为基材来制作首饰,轻量化晶格的首饰可以自由弯曲、折叠和覆盖弯曲,自由度好,便于根据首饰的设计任意改变织物的外形,从而制作出的首饰外形更加精美,工艺更加复杂,具有极强的观赏性和艺术价值,以上结构不仅在首饰设计领域有很好的应用,其在可穿戴方面也具有潜在的应用前景。
27.2、柔性活动结构的首饰具有一面反光、一面吸热和可折叠的特性,用其制作出的首饰兼顾了外形光泽度和佩戴舒适性。另一面吸热,增加了首饰佩戴的舒适性;同时,可折叠性便于弯折成不同形状的首饰,提升了可塑性。
28.3、采用镀钛金刚石银复合材料作为基材,镀钛金刚石银复合材料本身具有高导热的特性,同时热膨胀系数极低,不易出现热胀冷缩现象,不同于银材料的力学强度低,镀钛金刚石银复合材料硬度高,不易发生形变,用其制作的首饰具有硬度高、致密性好、光泽度好的特点,首饰不仅坚固耐用,而且不易产生形变,具有极长的使用寿命。
29.4、对轻量化晶格和柔性活动结构的首饰在水基清洗剂的环境下进行超声清洗,有利于彻底去除产品上的杂质、灰尘、油脂等物质,有利于提升产品的整体品质。
附图说明
30.图1为本发明实施例中柔性活动结构加辅助支撑的一个实施例的结构示意图;
31.图2为本发明实施例中轻量化晶格加辅助支撑的一个实施例的结构示意图;
32.图3为本发明实施例中柔性活动结构的正面结构示意图;
33.图4为本发明实施例中柔性活动结构的反面结构示意图;
34.图5为本发明实施例中柔性活动结构的单元圆环结构示意图;
35.图6为本发明实施例中轻量化晶格的三维结构示意图;
36.图7为本发明实施例中轻量化晶格的俯视结构示意图;
37.图8为本发明实施例中轻量化晶格的单元方格结构示意图;
38.图9为本发明实施例中成品首饰的一个实施例的结构示意图;
39.图10为本发明实施例中选择性激光熔化slm成形设备的结构原理示意图;
40.图11为本发明实施例中基于slm三维打印技术的可穿戴首饰的制备方法的流程示意图。
41.附图标记:
42.1-柔性活动结构;11-第一单元晶格;111-单元圆环;112-螺旋弯弧环;2-轻量化晶格;21-第二单元晶格;211-单元方格。
具体实施方式
43.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
44.如图1-9所示,本实施例提供一种基于slm三维打印技术的可穿戴首饰,包括柔性活动结构1和/或轻量化晶格2。
45.请参阅图3、4所示,柔性活动结构1的一侧设有反射面,且柔性活动结构1由第一单元晶格11相互连锁连接而成;
46.请参阅图6、8所示,轻量化晶格2由第二单元晶格21相互连锁连接而成,每相邻两个第二单元晶格21相互旋转45
°
,并在拓扑上将所有第二单元晶格21连锁而不形成固体连接。
47.需要说明的是,在打印过程中,为使柔性活动结构1和轻量化晶格2成型,需在柔性活动结构1和轻量化晶格2上提供辅助支撑,如图1、2所示。
48.由此,通过3d打印制成特殊的轻量化晶格和柔性活动结构的首饰,用柔性活动结构制成的首饰一面反射光,光泽度好,另一面吸热,佩戴舒适;轻量化晶格的首饰可以自由弯曲、折叠和覆盖弯曲,以上结构不仅在首饰设计领域有很好的应用,其在可穿戴方面也具有潜在的应用前景。
49.具体地,请参阅图5所示,在本发明的实施例当中,第一单元晶格11包括单元圆环111和多个螺旋弯弧环112,多个螺旋弯弧环112的一端均匀连接在单元圆环111上,另一端连接在反射面上。
50.由此,第一单元晶格11由单元圆环111和多个螺旋弯弧环112连接构成,使得柔性活动结构的首饰带有反射面的一面具有反射光的特性,另外一面具有吸热、可折叠特性。用其制成的首饰一面反射光,光泽度好,提升了首饰的美观程度;另一面吸热,增加了首饰佩戴的舒适性,同时可折叠性便于弯折成不同形状的首饰,提升了可塑性。
51.具体地,请参阅图8所示,在本发明的实施例当中,第二单元晶格21包括三个相互垂直连接且同心的单元方格211构成。
52.由此,多个第二单元晶格21相互连锁构成了轻量化晶格2,可以自由弯曲、折叠和覆盖弯曲。
53.具体地,在本发明的实施例当中,第二单元晶格21形成为中空的三维结构,且每个单元方格211由连接桁架构成。
54.由此,第二单元晶格21为一个中空的三维结构,由连接桁架构成,降低了整体密
度,增强元素之间的接触。
55.请参阅图11所示,本发明的实施例还提供了一种基于slm三维打印技术的可穿戴首饰的制备方法,用于上述所述基于sls三维打印技术的可穿戴产品的制备,包括以下步骤:
56.s1:原料准备:准备适量的银粉和镀钛金刚石粉末;
57.需要说明的是,镀钛金刚石银微粉本身具有高导热率和高致密性,有利于提升首饰成品的抗拉伸强度和导热性能,它不同于银材料,银材料的力学强度低,而镀钛金刚石银复合材料硬度高,不易发生形变,用其制作的首饰具有硬度高、致密性好、光泽度好,坚固耐用、不易产生形变以及极长的使用寿命。
58.s2:球磨混合:将原料投入球磨机中进行球磨,制成粒径均匀并且浸润度高的镀钛金刚石银微粉;
59.金属3d打印过程中,为了防止金属粉末与空气结合产生氧化作用,需要在惰性气体(无氧)环境下进行,本实施例中采用在氩气的保护下进行球磨混合。
60.由此,在本发明的实施例当中,将步骤s1中准备的原料投入球磨机中,并在氩气的保护下进行球磨混合,制成生产标准统一、粒径均匀并且浸润度高的镀钛金刚石银微粉备用。
61.s3:slm打印:将镀钛金刚石银微粉加入到3d打印机中,按照设定的程序进行激光打印,制成具有轻量化晶格和柔性活动结构的首饰;
62.在此,需要解释说明的是:3d打印机采用基于铺粉的选区激光熔化技术slm(selective laser melting),其中slm技术的成型原理为:
63.请参阅图10所示,在基板上用刮刀铺一层金属粉末,然后用激光束在扫描振镜的控制下按照一定的路径快速照射粉末,使其发生熔化,凝固,形成冶金熔覆层,然后将基板下降与单层沉积厚度相同的高度,再铺一层粉末进行激光扫描加工,重复这样的过程,直至整个零件成型结束。
64.s4:超声清洗:将制成的具有轻量化晶格和柔性活动结构的首饰投入到超声波清洗机中,加入适量的水基型清洗剂进行超声清洗;
65.由此,超声波清洗机能轻松地清洗3d打印首饰缝隙里的填充物。而在打印的时候,具有轻量化晶格和柔性活动结构的首饰存在一些缝隙,3d打印机会自动用一种粉状的物体将其填充,需要将其从微小的缝隙里面掏出,但又不会损伤模型,这时超声波清洗机具有较好的清洗效果。
66.将具有轻量化晶格和柔性活动结构的首饰模型放入盛有水基型清洗剂的超声波清洗槽内,超声波清洗机的能量绝大部分是靠液体来传播的,所以只要是液体能进到的地方,超声波能量也能进得去,只需将3d打印机打印出来的首饰放入液体中,打开超声波发生器,这时在3d打印首饰活动部位的填充物就会被超声波震出外面来,从而达到用超声波清洗机去除三维打印首饰模具活动部位间隙内填充物的效果。
67.超声波清洗机性能稳定,在不损伤3d打印模型的情况下,有效地清除模型表面及间隙填充物。
68.s5:热风干燥:将超声清洗完成的首饰放入到热风干燥机中,进行热风干燥;
69.由此,通过热风干燥,清除首饰表面的液体,以便后续的加工。
70.s6:加工成型:将干燥完成的首饰通过首饰加工工艺制成粗成品首饰;
71.需要说明的是,首饰加工工艺是对各种首饰原材料依据各种形态进行加工,形成成品的所有工艺的统称。具体包括手工加工工艺、机器加工工艺、贵金属首饰的表面处理工艺等。在本发明的实施例中,首饰加工工艺包括压花、盘曲、雕刻、錾刻等工艺。
72.s7:抛光打磨:将粗成品首饰投入到滚筒机中,加入抛光使用的中间介质,打开滚筒机进行抛光,抛光完成后取出冲洗干净形成成品。
73.具体地,在本发明的实施例当中,使用滚筒机抛光的使用方法为:
74.首先将少许清水倒进滚筒内,同时备好将需要抛光的工件以及抛光珠和抛光粉。抛光珠一般使用小号圆铁珠,珠子直径根据具体情况确定,抛光粉一般采用白刚玉或者棕刚玉;
75.再加入1磅左右抛光珠、小号飞碟和玛瑙,避免倒至筒外造成浪费,再加入需要抛光的工件,再加入抛光粉,抛光粉的数量根据实际需要确定;
76.盖上盖子、穿入锁紧杆,旋动锁紧钮并锁紧,把滚筒放置到抛光机滚轮上,调整正反转旋钮及1-2-3转速档,启动定时器旋钮,抛光时不断调整正反转旋钮,使效果更均匀,完成后,打开滚筒再分拣工件并清洗。
77.具体地,在步骤s1中,银粉的重量份数为96-100,镀钛金刚石粉末的重量份数为1-3,作为本实施例的最佳优选方式,银粉与镀钛金刚石粉末的重量份数比例为98∶2。
78.具体地,在步骤s2中,设置球磨时间为7.8-8.2h,单向球磨0.9-1.1h,随后反向球磨0.9-1.1h,重复循环4次。
79.优选地,球磨时间优选为8h,单向球磨优选为1h,随后反向球磨也优选为1h,重复循环4次,这样可制成生产标准统一、粒径均匀并且浸润度高的镀钛金刚石银微粉。
80.具体地,在步骤s3中,激光功率为50-120w,扫描速度为800-1200mm/s,铺粉厚度为0.03mm。
81.由此,在氮气的保护下,按照提前设定的程序进行激光打印,且激光功率优选设置为60w,扫描速度优选为1000mm/s,铺粉厚度为0.03mm,可制成具有轻量化晶格和柔性活动结构的首饰。
82.具体地,在步骤s4中,超声功率为0.3-0.4w/cm2,超声清洗的时间为10-20min。
83.由此,超声波清洗机在超声功率为0.3-0.4w/cm2,超声清洗的时间为10-20min的条件下,可以保证清洗干净,并且不会对首饰造成损坏。
84.具体地,在步骤s5中,热风干燥的温度为130-140℃,时间为3-5min。
85.由此,热风干燥以热空气为干燥介质,自然或强制地对流循环的方式与首饰进行湿热交换,首饰表面上的水分即水汽,并通过表面的气膜向气流主体扩散。
86.请参阅图9所示,采用基于slm三维打印技术,制备出的一款珠宝项链,该项链具有光泽度好、佩戴舒适,还可以自由弯曲、折叠。
87.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1