用于辊圈轴向找正定位的智能调整系统的制作方法
1.本发明涉及辊圈技术领域,具体涉及一种用于辊圈轴向找正定位的智能调整系统。
背景技术:
2.辊圈是一种矿用粉碎机中滚压矿石的重要零件,属于粗短离心铸造工件,在其铸造成型后,需要对其进行热处理加工,使其机械性能满足使用要求。
3.传统工艺的常用手段是用钢丝绳或吊链先将其捆住进行吊装,再将辊圈轴向送入热处理炉中,钢丝绳或吊链同辊圈一起在热处理炉中进行加热。申请号cn201320432992.6的中国实用新型专利公开了一种辊圈吊运装置,包括钢丝绳、吊梁、吊装带、u型锁具、固定连接杆和吸盘;所述吊梁顶端两侧分别设置有一个吊耳,所述钢丝绳穿在所述吊耳内,所述吊梁下端两侧分别设置有一个通孔;两个吊装带分别穿在所述通孔内,两个吊装带分别连接有一个所述u型锁具;两个所述u型锁具下端分别连接一个所述固定连接杆;两个所述固定连接杆下端分别连接一个吸盘。
4.上述方案存在如下缺点:用钢丝绳或吊链吊装辊圈,起吊点不易固定,无法满足热处理工艺对工件轴向进炉的要求,使热处理炉对工件的加热不均匀,造成热处理后工件的机械性能不达标。
技术实现要素:
5.本方案的目的在于提供一种能在辊圈加工过程中减少辊圈轴向偏移的用于辊圈轴向找正定位的智能调整系统。
6.为了达到上述目的,本方案提供一种用于辊圈轴向找正定位的智能调整系统,包括:机架;还包括:机架;还包括:夹具;所述夹具设在机架上;所述夹具上设有两个夹钩和连接杆,所述夹钩的一端均与连接杆的下端铰接;所述夹具上设有空腔,所述连接杆的两侧均设有凹槽,所述空腔内设有两个限位块,所述限位块分别与空腔的侧壁之间连接有第三弹簧,所述凹槽与限位块的形状与位置相互适配。
7.本方案的原理在于:用夹钩夹住辊圈,夹持辊圈后,调整好两个夹钩的角度,将连接杆推入空腔内部时,连接杆挤压限位块,连接杆继续移动,当凹槽移动到与限位块对应的位置时,限位块不再受连接杆挤压的力,第三弹簧回弹,使得限位块卡入凹槽内部,进而将连接杆限位住。
8.本方案的有益效果:连接杆、凹槽和第三弹簧的相互配合使得限位住卡住,进而限位住辊圈,相比传统的钢丝绳吊住辊圈等更牢固,同时,能在辊圈加工过程中减少辊圈轴向偏移,满足辊圈热处理炉加工的要求。
9.进一步,所述夹具的材质为不锈钢。不锈钢加热温度为1150~1260℃,变形温度范围为900~1150℃,相比于传统的钢丝绳更耐热,更不容易失去机械性能,掉落辊圈的风险较小。
10.进一步,所述夹钩上设有橡胶垫。橡胶垫能增大夹钩与辊圈之间的摩擦力,夹持辊圈过程中,辊圈不易脱落。
11.进一步,所述空腔内部设有滑动连接的第一活塞,所述第一活塞与空腔的顶壁之间设有第一弹簧,所述空腔设有与之连通的出气管,所述出气管的管口的位置与夹钩的位置对应设置。当连接杆向上移动抵住第一活塞时,第二第一活塞内部的气体通过出气管排出,吹落夹钩夹持辊圈上的灰尘,保证辊圈加工时更为干净。出气管、第一活塞和第一弹簧的相互配合可以吹落辊圈上的灰尘,保证辊圈加工时的干净。
12.进一步,所述出气管内部设有滤网,防止外界的灰尘进入出气管内部。
13.进一步,所述夹钩上均设有倒钩。倒钩对辊圈的夹持效果更好。
14.进一步,所述机架上设有用于向辊圈喷射润滑油的喷油管,所述喷油管上设有电磁阀,所述机架上设有转动连接的打磨轮,所述机架上设有驱动打磨轮上下移动的驱动机构,所述打磨轮与夹钩的位置对应设置,所述机架上设有用于驱动打磨轮转动的电机,所述打磨轮上设有压力传感器,所述机架上设有支架,所述支架的一端与地面固定连接,支架的自由端设有霍尔传感器,所述与辊圈接触,所述霍尔传感器与控制器、电磁阀、压力感器、驱动机构和电机之间电性连接。
15.控制驱动机构向下移动,当打磨轮与辊圈接触时,压力传感器感受到压力,向控制器发出指令,控制器接受到指令后,启动电机,使得打磨轮转动给辊圈打磨。辊圈可能会空转,当辊圈在打磨轮的带动下而转动时,霍尔传感器也识别到信号。
16.当辊圈空转时,霍尔传感器未识别到转动信号,向控制器发出信号,控制器发出指令改变打磨轮的转速(n
打磨
),当打磨轮的线速度(v
打磨
)大于辊圈的线速度(v
辊圈
)时,辊圈不再打滑,其中,
17.v
打磨
=π*n
打磨
*r
18.r为打磨轮的半径,由此可得出,v
打磨
与n
打磨
成正比关系。
19.当打磨轮的线速度(v
打磨
)大于辊圈的线速度(v
辊圈
)时,辊圈不再打滑而转动,霍尔传感器识别到转动信号,向控制器发出信号,电磁阀打开,喷油管喷射润滑油。
20.当辊圈一圈都被喷射上润滑油后,其与打磨轮之间的压力不变,但是,v
辊圈
下降,霍尔传感器读到的数值下降,向控制器发出信号,控制器发出指令,使得驱动机构离开,不再打磨辊圈,电磁阀关闭。
21.打磨轮的设置使得辊圈表面进行抛光,满足工艺需求,喷油管的设置使得辊圈表面涂上一层润滑油,解决辊圈存在的铬手、拿捏不适应、安装不便等问题。霍尔传感器、控制器、打磨轮和电机的相互配合一方面智能识别辊圈是否空转,同时,对打磨轮的转速进行调整以保证辊圈能被打磨,另一方面,可以智能识别辊圈是否上完润滑油,并且智能控制打磨轮收回。
22.进一步,所述倒钩上均设有转动连接的转轮。夹持辊圈时,转轮与辊圈的内壁接触,转轮的设置保证辊圈转动的时候,与转动滚动接触,而不是与夹钩直接接触,保证辊圈转动的稳定性,减小辊圈转动带来的磨损。
23.进一步,一个所述夹钩的内侧设有固定连接的气缸,另一个所述夹钩上设有限位杆,所述气缸内部设有滑动连接的第二活塞,所述第二活塞将第二气缸内部由左至右分隔成第一分区和第二分区,所述第二分区内部设有润滑油,所述第二活塞的右侧设有固定连
接的支杆,所述支杆上设有卡扣,所述限位杆上设有多个卡槽,所述卡扣与卡槽的位置对应设置。
24.将辊圈放在热处理炉加热时,第二分区内的润滑油受热膨胀,使得第二活塞向左移动,卡扣向左移动,实现与卡槽的相互闭合。
25.辊圈在受热过程中,会发生微量的变形,辊圈尺寸增大,此时润滑油受热膨胀,以驱动活塞杆继续伸出,撑开夹爪以补充辊圈的变形余量,再次实现夹紧,减小因辊圈膨胀而造成的夹钩夹持松动。
附图说明
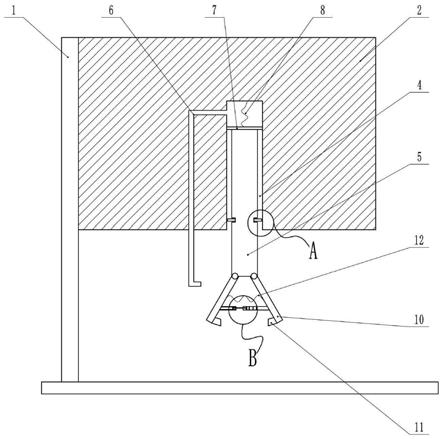
26.图1为本发明实施例1的结构示意图。
27.图2为本发明实施例图1中的a处放大示意图。
28.图3为本发明实施例图1中的b处放大示意图。
29.图4为本发明实施例2的结构示意图。
具体实施方式
30.下面通过具体实施方式进一步详细的说明:
31.说明书附图中的标记包括:机架1、夹具2、驱动机构3、空腔4、连接杆5、出气管6、第一活塞7、第一弹簧8、限位块9、夹钩10、倒钩11、第二弹簧12、第三弹簧13、凹槽14、气缸15、第二活塞16、支杆17、卡槽18、卡扣19、限位杆20、打磨轮21、辊圈22、转轮23。
32.实施例1
33.如附图1、附图2和附图3所示:
34.机架1上设有用于夹持辊圈22的夹具2,夹具2的正上方设有吊环,可将夹具2吊起,以保证可以通过机器或升降机构吊起或放下夹具2。夹具2上设有空腔4和连接杆5,连接杆5的两侧均设有一个凹槽14,空腔4内设有两个限位块9,两个限位块9分别与空腔4的侧壁之间连接有第三弹簧13,凹槽14与限位块9的形状与位置相互适配。连接杆5的下端铰接有夹钩10的一端,两个夹钩10的一端与连接杆5下端铰接,另一端可以摆动,以调整两个夹钩10闭合的角度,夹钩10的数量为2个,使用时,用夹钩10夹住辊圈22,将连接杆5推入空腔4内部时,连接杆5挤压限位块9,连接杆5继续移动,当凹槽14移动到与限位块9对应的位置时,限位块9不再受连接杆5挤压的力,第三弹簧13回弹,使得限位块9卡入凹槽14内部,进而将连接杆5限位住。连接杆5、凹槽14和第三弹簧13的相互配合使得限位住卡住,进而限位住辊圈22,相比传统的钢丝绳吊住辊圈22等更牢固,同时,能在辊圈22加工过程中减少辊圈22轴向偏移,满足辊圈22热处理炉加工的要求。
35.夹钩10上设有倒钩11,倒钩11对辊圈22的夹持效果更好。空腔4内壁两侧均设有摩擦突起且设在限位块9的上方,增大连接杆5与空腔4内壁的摩擦力,以保证连接杆5不容易脱落。夹具2的材质为不锈钢,不锈钢加热温度为1150~1260℃,变形温度范围为900~1150℃,相比于传统的钢丝绳更耐热,更不容易失去机械性能,夹具2夹持辊圈22时,掉落辊圈22的风险较小。
36.一个夹钩10的内侧设有固定连接的气缸15,另一个夹钩10上设有限位杆20,气缸15内部设有滑动连接的第二活塞16,第二活塞16将第二气缸15内部由左至右分隔成第一分
区和第二分区,第二分区内部设有润滑油,润滑油的类别可以根据辊圈22加热的温度范围进行调整,第二活塞16的右侧设有固定连接的支杆17,支杆17焊接在第二活塞16上,支杆17上设有卡扣19,限位杆20上设有多个卡槽18,卡扣19与卡槽18的位置对应设置,卡扣19和卡槽18相互配合,夹持辊圈22后,调整好两个夹钩10的角度,将卡扣19和卡槽18扣合,以保证夹钩10不会松动。将辊圈22放在热处理炉加热时,第二分区内的润滑油受热膨胀,使得第二活塞16向左移动,卡扣19向左移动,实现与卡槽18的相互闭合。
37.辊圈22在受热过程中,会发生微量的变形,辊圈22尺寸增大,此时润滑油受热膨胀,以驱动活塞杆继续伸出,撑开夹爪以补充辊圈22的变形余量,再次实现夹紧,减小因辊圈22膨胀而造成的夹钩10夹持松动。为了防止润滑油持续膨胀,夹钩10上设有溢流阀,润滑油会自动通过溢流阀进行泄压,防止炸毁气缸15。
38.两个夹钩10之间设有第二弹簧12,以保证可以调整两个夹钩10之间张开或闭合角度,可夹持不同尺寸的辊圈22。夹钩10上设有橡胶垫,橡胶垫能增大夹钩10与辊圈22之间的摩擦力,夹持辊圈22过程中,辊圈22不易脱落。橡胶垫上设有隔热涂层,以隔绝夹钩10进入到热处理炉时产生的热量,增加橡胶垫的使用寿命。
39.空腔4内部设有滑动连接的第一活塞7,第一活塞7与空腔4的顶壁之间设有第一弹簧8,以限定第一活塞7不会因重力的原因掉落,空腔4设有与之连通的出气管6,出气管6的管口的位置与夹钩10的位置对应设置。当连接杆5向上移动抵住第一活塞7时,第二第一活塞7内部的气体通过出气管6排出,吹落夹钩10夹持辊圈22上的灰尘,保证辊圈22加工时更为干净。出气管6、第一活塞7和第一弹簧8的相互配合可以吹落辊圈22上的灰尘,保证辊圈22加工时的干净。出气管6内部设有滤网,防止外界的灰尘进入出气管6内部。
40.具体操作时,用夹钩10夹住辊圈22,夹持辊圈22后,调整好两个夹钩10的角度,将卡扣19和卡槽18扣合,将连接杆5推入空腔4内部时,连接杆5挤压限位块9,连接杆5继续移动,当凹槽14移动到与限位块9对应的位置时,限位块9不再受连接杆5挤压的力,第三弹簧13回弹,使得限位块9卡入凹槽14内部,进而将连接杆5限位住。
41.当连接杆5向上移动抵住第一活塞7时,第二第一活塞7内部的气体通过出气管6排出,吹落夹钩10夹持辊圈22上的灰尘,保证辊圈22加工时更为干净。当想夹持不同尺寸的辊圈22,用手或机器控制夹钩10张开或闭合之后,将卡扣19和卡槽18闭合,以限位夹钩10不会移动。
42.利用吊环将夹具2置入热处理炉中,当辊圈22在受热过程中,会发生微量的变形,辊圈22尺寸增大,此时润滑油受热膨胀,以驱动活塞杆继续伸出,撑开夹爪以补充辊圈22的变形余量,再次实现夹紧,减小因辊圈22膨胀而造成的夹钩10夹持松动。当润滑油持续膨胀,润滑油会自动通过溢流阀进行泄压。
43.实施例2
44.如附图4所示:
45.与实施例1不同的是,本实施例还公开了一种辊圈22热处理后的打磨喷油工序,倒钩11上均设有转动连接的转轮23,夹持辊圈22时,转轮23与辊圈22的内壁接触,夹具21上设有用于向辊圈22喷射润滑油的喷油管,喷油管上设有电磁阀,夹具21上还设有用于打磨辊圈22的打磨轮21,打磨轮21转动安装在夹具2上,夹具21上设有驱动打磨轮21上下移动的驱动机构3,驱动机构3可以选择驱动气缸15等,打磨轮21与夹钩10的位置对应设置,以保证打
磨轮21能够对辊圈22进行打磨。夹具21上设有用于驱动打磨轮21转动的电机,打磨轮21焊接在电机的输出轴上。打磨轮21上设有压力传感器,用于检测打磨轮21与辊圈22之间的压力,电磁阀、控制器、压力传感器、驱动机构3和电机之间电性连接。控制驱动机构3向下移动,当打磨轮21与辊圈22接触时,压力传感器感受到压力,向控制器发出指令,控制器接受到指令后,启动电机,使得打磨轮21转动给辊圈22打磨。辊圈22可能会空转,机架1上设有支架,支架的一端与地面固定连接,支架的自由端安装有霍尔传感器,霍尔传感器与辊圈22接触且外切,霍尔传感器与控制器、电磁阀、压力感器、驱动机构3和电机之间电性连接,当辊圈22在打磨轮21的带动下而转动时,霍尔传感器识别到信号,向控制器发出指令。
46.当辊圈22空转时,霍尔传感器未识别到转动信号,向控制器发出指令,控制器发出指令改变打磨轮21的转速(n
打磨
),当打磨轮21的线速度(v
打磨
)大于辊圈22的线速度(v
辊圈22
)时,辊圈22不再打滑,其中,
47.v
打磨
=2π*n
打磨
*r
48.r为打磨轮21的半径,由此可得出,v
打磨
与n
打磨
成正比关系。
49.当打磨轮21的线速度(v
打磨
)大于辊圈22的线速度(v
辊圈22
)时,辊圈22不再打滑从而转动,霍尔传感器识别到信号向控制器发出信号,电磁阀打开,喷油管喷射润滑油。为了保证润滑油能够喷射到辊圈22上,喷油管的管口设在辊圈22的正上方,以保证辊圈22旋转喷油。
50.当辊圈22一圈都被喷射上润滑油后,其与打磨轮21之间的压力不变,但是,v
辊圈22
下降,霍尔传感器读到的数值下降,向控制器发出信号,控制器发出指令,使得驱动机构3离开,不再打磨辊圈22,电磁阀关闭。
51.打磨轮21的设置使得辊圈22表面进行抛光,满足工艺需求,喷油管的设置使得辊圈22表面涂上一层润滑油,解决辊圈22存在的铬手、拿捏不适应、安装不便等问题。霍尔传感器、控制器、打磨轮21和电机的相互配合一方面智能识别辊圈22是否空转,同时,对打磨轮21的转速进行调整以保证辊圈22能被打磨,另一方面,可以智能识别辊圈22是否上完润滑油,并且智能控制打磨轮21收回。转轮23的设置保证辊圈22转动的时候,与转动滚动接触,而不是与夹钩10直接接触,保证辊圈22转动的稳定性,减小辊圈22转动带来的磨损。
52.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1