一种铜脱氢脱氧工艺的制作方法
1.本发明属于无氧铜生产领域,尤其涉及一种铜脱氢脱氧工艺。
背景技术:
2.在冶金领域,尤其是生产高纯铜的过程中,现有技术仅认识到产品中氧的含量会影响到最终产品的品质,在将铜拉拔制作铜丝时,尤其是拉制直径小于0.05mm的极细铜丝时,原材料中夹杂的微型氧气泡在拉制过程中破裂会导致制作过程中产生铜粉、导致铜丝断裂等,即便不断裂也会影响到最终产品的性能,所以在生产高纯铜的过程中人们一直在努力进行脱氧处理,提高产品的性能。
3.我们在持续提高高纯铜细丝要求的探究下发现,原材料中氢比氧的影响更大。同样是重量比1ppm的含氢量和含氧量,氢的体积是氧的16倍。经进一步研究发现,铜线细丝拉制过程产生的铜粉、铜线涂漆过程产生的漆瘤和针孔等都与原材料中氢的含量有关。所以要想提高高纯铜线细丝的性能,除了要对高纯铜进行脱氧处理外,还需要进行脱氢处理。
4.金属锂是一种活泼的金属,很容易与氧、氮、硫等化合,在冶金工业中常被用做脱氧剂和脱硫剂,在很多特殊合金钢材的加工过程中,金属锂是清除杂质最理想的材料。金属锂在500℃左右容易与氢发生反应,产生氢化锂,是唯一能生成稳定的足以熔融而不分解的氢化物的碱金属,可作为脱氢剂。
5.金属锂的一些反应的化学反应方程式叙述如下:
6.4li+o2=2li2o
7.6li+n2=2li3n
8.2li+s=li2s
9.4li+ticl4=ti+4licl
10.2li+h2=2lih
11.由于金属锂的密度非常小,仅有0.534g/cm3,是所有金属中最轻的,熔融液态下的铜的密度为8.920g/cm3,两者的密度相差很大,若将金属锂直接投入到液态铜中,则金属锂浮于表面,不等与液态铜内的氧、氢反应,就被外界的氧气等消耗没了,所以不能采取直接投入的方式使用。
12.而且锂特别活泼,暴露在空气中很快就会被氧化,失去活性,为了解决这一困难,现有技术一般是将锂做成铜锂合金,铜锂合金性质相对稳定,容易储存,另外密度大,投入液态铜中可以下沉,实现与铜液的充分反应,铜锂合金在投入炼铜炉中也非常麻烦,一方面,使用时需将铜锂合金砸碎,而铜锂合金碎片若溅到人体皮肤上,金属锂会腐蚀皮肤,故操作过程需要佩戴防护用品,另外将铜锂合金投入液态铜的时候,需要拨开或溅开铜液表面的木炭或石墨层,会导致炼铜炉池的铜液带入新的氧气,再者铜锂合金本身中也会含有其他杂质,导致在去除氢、氧的过程中又添加进了新的杂质,导致产品效果不佳。
13.因此,随着对炼铜生产率、成本以及产品质量的要求越来越高,无氧铜脱氢除氧工艺改进成为至关重要的因素。
技术实现要素:
14.为解决上述技术问题,本发明提供的一种铜脱氢脱氧工艺,具体技术方案如下:
15.1.一种铜脱氢脱氧工艺,包括熔炼装置、用于铜熔炼的组件,熔炼包括如下步骤:
16.步骤一:铜原料熔融保温处理:将铜原料投入所述熔炼装置中进行熔炼得到熔融状态的铜水,并使熔炼装置中铜水的温度保持在1100~1180℃;
17.步骤二:投放用于铜熔炼的组件:将多个用于铜熔炼的组件投放到经过步骤一处理的熔炼炉的铜水中进行脱氢脱氧处理;
18.步骤三:形成脱氢脱氧铜材:将经步骤二脱氢脱氧后的铜水引出形成铜材。
19.本发明提供的铜脱氢脱氧工艺的机理、思路为:
20.用于铜熔炼的组件中的金属锂作为脱氢脱氧剂,金属锂很容易与氧、氮、硫等化合,在500℃左右容易与氢发生反应,产生氢化锂,是唯一能生成稳定得足以熔融而不分解的氢化物的碱金属,金属锂在除去氧氢的同时还可以除去氮、硫等其他的杂质,而且金属锂在铜液中扩散速度快,与氧氢等杂质反应的速度快。
21.采用用于铜熔炼的组件的形式,一方面金属锂的密度非常小,仅有0.534g/cm3,铜熔融液态的密度为8.920g/cm3,两者的密度相差很大,不能采取直接投入的方式使用,用于铜熔炼的组件的形式相应的增加密度,有利于用于铜熔炼的组件的投放使用;另一方面金属锂是金属活动性较强的金属,与钾、钠类似,需隔绝空气储存,制成铜包锂的形式更容易进行保存跟使用;再者选择铜包锂的形式,不会再来新的杂质。
22.将用于铜熔炼的组件竖立投入到需脱氢脱氧的铜液中,用于铜熔炼的组件外层的铜会熔化,从而使包裹着的金属锂能够快速分散到铜液内的各处,与铜液中的氧、氢发生反应。用于铜熔炼的组件以合适的初速度射入,保证用于铜熔炼的组件在进入铜液底部
‑‑
上浮过程中完全熔化扩散,使铜包锂射入铜液后不会再漂浮上来。
23.本发明提供的铜脱氢脱氧工艺有益效果为:
24.采用本发明的无氧铜生产工艺能够生产出纯度高、含氢氧量低、含杂质量低,具有较好的机械性能和较高的导电性的无氧铜;具有投放方便,操作简单,工艺成本低;解决了传统的脱氢脱氧技术所面临的局限。
25.本技术方案还可以做如下改进:
26.进一步,所述步骤一中的铜水的温度保持在1130~1150℃。
27.进一步,所述用于铜熔炼的组件包括铜壳和填装在所述铜壳中的金属锂。
28.进一步,所述铜壳为铜管,铜管一端为翼形结构,另一端为矛头型、子弹型或尖锥型结构。
29.采用上述进一步技术特征具有如下技术效果:
30.铜壳采用铜管的结构,投入端做成矛头型、子弹型或尖锥型结构,可以使铜熔炼的组件在竖直投入到需脱氢脱氧的铜液中时,可以减少穿透渣层和进入铜液的阻力,进入铜液底部;在投入端制作成矛头型、子弹型或尖锥型结构的同时使得铜管一端封头的管壁厚度小于所述直管管壁厚度,使得投入端更容易熔化,用于铜熔炼的组件投入端进入铜液后先受热熔化,从而使原本包裹着的金属锂能够从融化掉的端部快速分散到铜液内各处,与铜液中的氧、氢发生反应,也使得金属锂装填到铜管中时带入的气体受热逸出,防止气体受高温膨胀瞬间高压爆管;将用于铜熔炼的组件的另一端制作为羽翼型结构,在减少穿透渣
层和进入铜液的阻力同时保证运行方向不变,进入铜液底部,防止密度小的金属锂在铜液表面漂浮烧损。
31.进一步,所述铜管规格为的无氧铜及根据铜液的深度选择合适的铜管长度。
32.采用上述进一步技术特征具有如下技术效果:
33.铜管的壁厚和长度是保证其常温密闭的前提下,同时保证融化时间合适。合适的铜管厚度及长度使得用于铜熔炼的组件在经发射
‑‑
穿透鳞片石墨保护层
‑‑‑
进入铜液底部
‑‑
上浮过程中熔化。用于铜熔炼的组件太短或过薄,金属理在液面散开;太长或过厚,短管也能再漂浮上来在铜液表面反应,降低脱气效果。
34.进一步,所述金属锂为纯度大于99.99%的金属锂。
35.采用上述进一步技术特征具有如下技术效果:
36.合适的金属锂纯度有利于提高无氧铜脱氢脱氧的效果,减少杂质。
37.进一步,所述用于铜熔炼的组件中金属锂的含量优选为2.5~5wt%。
38.采用上述进一步技术特征具有如下技术效果:
39.通过调节金属锂含量使,可以调节用于铜熔炼的组件整体的相对密度,便于在一定的投入初速度作用下能够完全进入铜液底部,并在下降及部分上浮过程中完全熔化;确保金属锂被投放到铜液内部深处,达到高效的脱氢脱氧,降低成本。
40.进一步,将用于铜熔炼的组件通过投放装置投放到铜水中,投放装置包括投入装置本体和推送器,投入装置本体上部为储存区,投入装置本体的下部为滑道,储存区和滑道上下错位设置,储存区的下端有出料口,述滑道的上端有入料口,储存区的下端的出料口与滑道的上端的入料口连通,储存区的出料口下方设有托板,与滑道的上端的入料口相对的一侧设有推送口;推送器的输出端设有推送板,推送板设置在所述推送口处,滑道的下端有开口。
41.采用上述进一步技术特征具有如下技术效果:
42.用于铜熔炼的组件通过投入装置投放到铜水中代替人工投入方式,能方便的将脱氢脱氧剂投入到炼铜炉池内,提高了投放效率。
43.进一步的,滑道的上部为倾斜滑落段,倾斜滑落段上设有自后至前逐渐向下倾斜的倾斜滑落导引部;滑道的下部为自上向下延伸的竖直滑落段,竖直滑落段与倾斜滑落段连通。
44.采用上述进一步技术特征具有如下技术效果:
45.滑道上部的倾斜滑落段和下部的竖直滑落段设计,改变脱氢脱氧剂的投射方向,保证了脱氢脱氧剂在落入炼铜炉池内时能够竖直落入铜液底部。
46.进一步地,所述投入装置内的储存区和滑道内均在惰性气体的保护中。
47.进一步地,所述滑道的竖直滑落段穿过铜液表面的木炭保护层或石墨保护层,延伸至铜液内部。
48.采用上述进一步技术特征具有如下技术效果:
49.投入装置的储存部和滑道处于惰性气体保护中,避免从投入装置带入新的氧气成分至铜液中;滑道的竖直滑落段穿过保护层,避免了用于铜熔炼的组件投放过程中还需要破开保护层造成的动量损失,避免了投放过程中破开保护层导致投放口引入新的氧气成分
至铜液中。整个投放过程在惰性气体保护过程中,且投放口尺寸很小,避免了投放脱氢脱氧剂过程中引入新的杂质或氢氧元素,提高了工艺可靠性。
50.进一步,所述步骤四采用“上引法”连铸无氧铜杆。
51.采用上述进一步技术特征具有如下技术效果:
52.上引法生产的无氧铜杆,无论是从产品质量、生产工艺、产品成本等方面都具有更大的优越性。
53.进一步,所述熔炼装置包括相互连通熔炼炉及保温炉,所述铜包锂件投放到所述保温炉中,进行脱氢脱氧处理。
54.进一步,所述熔炼装置包括依次连通的熔炼炉、保温炉以及上引炉,所述上引炉上设有上引管,所述铜包锂件投放到所述上引炉中。
55.采用上述进一步技术特征具有如下技术效果:
56.熔炼炉、保温炉、上引炉形成三联体炉,在熔炼炉中,进行铜的熔化,杂质的简单漂浮处理等;保温炉中,对熔化的铜液进行保温,进一步简单的脱氧除杂处理;上引炉中进一步的脱氢脱氧处理,制备纯度高、含氢氧量低、含杂质量低的无氧铜,在上引炉上进行连铸形成无氧铜材,更能保证无氧铜材的质量。
57.进一步,所述步骤三采用双工位或多工位投放用于铜熔炼的组件。
58.采用上述进一步技术特征具有如下技术效果:
59.当用于铜熔炼的组件耗量大时,可以增加短管直径和长度,同时可以双工位或多工位投料;双工位或多工位投料,也可提高金属锂的均匀扩散性。
60.进一步,在用于铜熔炼的组件投放的熔炼装置进行磁力搅拌。
61.采用上述进一步技术特征具有如下技术效果:
62.在用于铜熔炼的组件投放的进行铜液的脱氢脱氧的熔炼装置较大时,使金属锂的分散更均匀,进行磁力搅拌。
附图说明
63.图1为本发明用于铜熔炼的组件主视图;
64.图2为本发明图1a-a面剖视图;
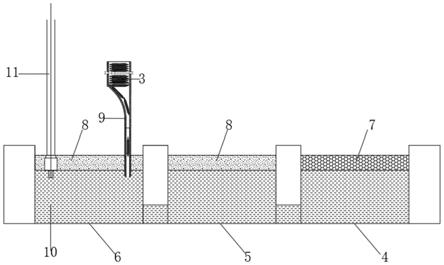
65.图3为本发明铜脱氢脱氧工艺示意图;
66.图4为本发明投射装置的俯视图;
67.图5为本发明投射装置的a-a向剖视图;
68.图6为本发明投射装置的b-b向剖视图;
69.图7为本发明投射装置的c处放大结构示意图;
70.图中标记说明:
71.1-铜管;2-金属锂;3-用于铜熔炼的组件;4-熔炼炉;5-保温炉;6-上引炉;7-木炭保护层;8-鳞片石墨保护层;9-射入装置;10-铜液;11投入装置本体;12推送器;13储存区;14滑道;15托板;16推送板;17倾斜滑落段;18倾斜滑落导引部;19竖直滑落段;20驱动机构;21凹槽;22-上引管。
具体实施方式
72.以下结合实例对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
73.具体实施例:
74.一种铜脱氢脱氧工艺,包括熔炼装置、用于铜熔炼的组件,熔炼包括如下步骤:
75.步骤一:铜原料的熔融保温处理:
76.将铜原料投入熔炼炉4中进行熔炼得到熔融状态的铜液10,熔炼炉4上有一层木炭保护层7,熔炼炉中,进行铜的熔化,杂质的简单漂浮处理等;将熔炼炉10中的铜液10从下部引流至保温炉5中进行保温,保温炉5上有一层鳞片石墨保护层8,进行简单的脱氧除杂处理,铜液10保温在1130~1150℃;再将保温炉5中的铜液10从下部引流至上引炉6中,铜液温度为1160℃,将在上引炉6中投放用于铜熔炼的组件3进行脱氢脱氧处理,进行连铸形成无氧铜杆。
77.步骤一中的用于铜熔炼的组件3的制作方法如下:
78.用于铜熔炼的组件3由铜管1和金属锂2构成,其中,铜管1的规格为的无氧铜管,铜管1的长度为100mm,金属锂2为纯度大于99.99%的金属锂2。将金属锂2装填到铜管1中,在此操作在氩气的保护环境下进行,并且尽量减少气体的进入。铜管1两端压紧密封,并将用于铜熔炼的组件3作成如图1-2所示,投入端为矛头型,另一端为翼型的结构。前端镖型结构的长度为20mm,用于铜熔炼的组件3重量约45g/个,用于铜熔炼的组件3中金属锂的含量为2.8wt%,每吨铜需加入用于铜熔炼的组件3的量为100~1000g。金属锂2加工完后的用于铜熔炼的组件3真空密封包装。
79.其中,将用于铜熔炼的组件3投入端作成矛头型,另一端为翼型的结构,可以减少穿透渣层和进入铜液的阻力,同时保证运行方向不变,进入铜液底部,防止密度小的金属锂2表面漂浮烧损。前端的矛头型结构使得用于铜熔炼的组件3前端铜壁薄一些,更容易熔化,用于铜熔炼的组件3前端进入铜液后先受热熔化,使前端的金属锂2露出发生反应,也使得金属锂2装填到铜管中时带入的气体受热逸出,防止气高温瞬间高压爆管。
80.步骤二:用于铜熔炼的组件3的投放:
81.将用于铜熔炼的组件3竖立投入到步骤一中上引炉6待脱氢脱氧的铜液10中。如图3所示,在上引炉6安装用于铜熔炼的组件3的射入装置9,用于铜熔炼的组件3是经射入装置9自由下落的形式投入到步骤一中上引炉6待脱氢脱氧的铜液10中,穿透鳞片石墨保护层8进入铜液10底部。
82.其中,用于铜熔炼的组件3射入速度需要具有合适的初速度,保证用于铜熔炼的组件3经发射
‑‑
穿透鳞片石墨保护层8
‑‑
进入铜液10底部
‑‑
上浮过程中熔化扩散,使用于铜熔炼的组件3射入铜液10后不会再漂浮上来。初速度过低,用于铜熔炼的组件3会漂浮在铜液10表面,稍窜动后瞬间反应消失,会降低脱气效果。计算用于铜熔炼的组件3下落高度根据h=k*(ρ1-ρ2)/ρ2*h,铜液10深度为h,用于铜熔炼的组件3下落点距离液面为h,铜水密度ρ1,用于铜熔炼的组件3密度ρ2,铜液粘度、渣层阻力用系数k修正,k=1.5~3粘度越大、渣层越厚、温度越低k值越大。
83.用于铜熔炼的组件3在使用时,从真空包装中取出,距铜液10液面高度500mm处的射入装置9,使用于铜熔炼的组件3自由落入到铜液10中。
84.如图4-7所示,其射入装置9包括投入装置本体11和推送器12,投入装置本体11上部为储存区13,投入装置本体11的下部为滑道14,储存区13和滑道14上下错位设置,储存区13的下端有出料口,滑道14的上端有入料口,储存区13的下端的出料口与滑道14的上端的入料口连通,储存区13的出料口下方设有托板15,与滑道14的上端的入料口相对的一侧设有推送口;托板15上设有凹槽21,凹槽21位于储存区13的下端的出料口的正下方,防止用于铜熔炼的组件3直接落入滑道14内;推送器12的输出端设有推送板16,推送板16设置在推送口处,滑道14的下端有开口。推送板16设置为立方体板,推送板16的一侧面与用于铜熔炼的组件3接触。
85.滑道14的上部为倾斜滑落段17,倾斜滑落段17上设有自后至前逐渐向下倾斜的倾斜滑落导引部18,倾斜滑落导引部18的内表面为圆弧型结构。滑道14的下部为自上向下延伸的竖直滑落段19,竖直滑落段19与倾斜滑落段17连通。
86.用于铜熔炼的组件3水平装填到储存区13内,托板15首先承托住装填到储存区13的用于铜熔炼的组件3,最先装填到储存区13内的用于铜熔炼的组件3落到托板15上;启动驱动机构20,驱动推送板16做左右往复的推送运动,推送板16向右推送落入托板15上的用于铜熔炼的组件3进入到滑道14的倾斜滑落段17,在倾斜滑落导引部18的作用下,用于铜熔炼的组件3的头部朝下落入到竖直滑落段19,竖直滑落段19的通道宽度设置为只允许单个用于铜熔炼的组件3竖直滑落而不发生倾斜,用于铜熔炼的组件3竖直经过竖直滑落段19下端的出料口投入到炼铜炉池内。
87.投入装置本体1上设有氮气或氩气进口和出口,通过进口和出口,向投入装置本体1内持续充氮气或氩气,使投入装置本体1内为氮气或氩气环境,氮气或氩气为保护气体,能防止用于铜熔炼的组件3下落卷入空气进入炼铜炉池内。
88.用于铜熔炼的组件3射入铜液10后,无爆炸现象,进入铜液10后,0.5s反应后消失。待用于铜熔炼的组件3与铜液10反应结束后,取样检测表明,铜液10中的氧气含量为2ppm,氢的含量为0.8ppm,未检测出其他杂质(现阶段,其他方式进行脱氢脱氧的结果为:氧气含量为10ppm,氢的含量为1.5ppm)。
89.采用本发明的无氧铜生产工艺得到了高纯度高、氢氧量低含量、含杂质量低的铜液;投放方便,操作简单,工艺成本低,解决了传统的脱氢脱氧技术所面临的局限。
90.步骤三:采用“上引法”将步骤二中脱氢脱氧后的铜液10连铸成无氧铜杆。
91.在上引炉6中设有上引上管22,采用“上引法”将步骤三脱氢脱氧后的铜液10连铸成无氧铜杆。上引法生产的无氧铜杆,无论是从产品质量、生产工艺、产品成本等方面都具有更大的优越性。
92.可以理解,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1