一种制备Ti-55531高强高韧钛合金3D打印-锻造结合件的方法
一种制备ti-55531高强高韧钛合金3d打印-锻造结合件的方法
技术领域
1.本技术涉及一种制备ti-55531高强高韧钛合金3d打印-锻造结合件的方法、ti-55531高强高韧钛合金3d打印-锻造结合件及航空器。
背景技术:
2.钛合金由于其高强度、良好的耐蚀性以及耐热性等特性被广泛的应用于航空航天领域中。目前,航空航天工业中所使用的结构件多采用锻造工艺制造。但是,这种传统工艺不仅加工工序长并且对于材料利用率仅达到10%-20%左右,提高了加工成本。近年来,激光增材制造技术为快速制造提供了一种全新的方法。增材制造技术使用金属粉末作为加工原料,粉末可以重复多次使用,原料利用率理论上可达90%以上。增材制造技术可以直接将金属粉末制造成为零部件,省去了传统工艺的大部分中间过程,因此有效缩短了加工周期,提升了零件的量产速度。选区激光熔化作为一种典型的增材制造,主要使用15-53μm的粉末。但是,金属粉末加工过程中会有大于这个范围的粉末生成,该范围内的粉末与选区激光熔化技术不匹配从而导致材料浪费。
3.申请内容
4.基于上述问题,本技术提供一种制备ti-55531高强高韧钛合金3d打印-锻造结合件的方法,通过选区激光熔化(slm)、模锻、退火等方式提高其致密度、强度和塑性,提高综合力学性能,解决了大于53μm的粉末的不匹配的问题。
5.技术方案是:一种制备ti-55531高强高韧钛合金3d打印-锻造结合件的方法,包括以下步骤:
6.①
取ti-55531合金粉末;
7.②
基板预热;
8.③
将ti-55531合金粉末粉末刮到成型区域;
9.④
激光选区熔化加工,逐层烧结形成ti-55531合金烧结块体;
10.⑤
将ti-55531合金烧结块体进行模锻,形成ti-55531高强高韧钛合金3d打印-锻造结合件。
11.在本技术的一个或多个具体地实施方式中,所述逐层烧结的层数为300-500层,单层层厚为60-80μm。
12.在本技术的一个或多个具体地实施方式中,所述ti-55531合金粉末的粒径为45-75μm。
13.在本技术的一个或多个具体地实施方式中,所述
④
中,逐层烧结激光功率为150-200w,扫描间距为100-130μm,stripe扫描策略。
14.在本技术的一个或多个具体地实施方式中,所述
⑤
中,模锻工艺为:750-950℃保温1-10h,模锻锤击打。
15.在本技术的一个或多个具体地实施方式中,所述模锻锤击打时,沿ti-55531合金
200w,扫描间距为100-130μm,stripe扫描策略。
40.在本技术的一个或多个具体地实施方式中,所述
⑤
中,模锻工艺为:750-950℃保温1-10h,模锻锤击打。
41.在本技术的一个或多个具体地实施方式中,所述模锻锤击打时,沿ti-55531合金烧结块体沉积方向上下锤击打。
42.在本技术的一个或多个具体地实施方式中,所述沉积方向上下锤击打为12次,上下各锤击6次。
43.基于上述的制备方法,本技术还提供一种ti-55531高强高韧钛合金3d打印-锻造结合件,该ti-55531高强高韧钛合金3d打印-锻造结合件由上述的方法制备而成。
44.基于上述的ti-55531高强高韧钛合金3d打印-锻造结合件,本技术还提供一种航空器,该航空器包括上述的ti-55531高强高韧钛合金3d打印-锻造结合件。
45.在本技术的一个或多个具体地实施方式中,航空器可以为飞机,也可以为其它的航空器。
46.实施例1
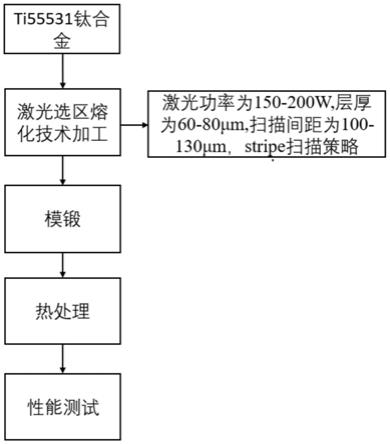
47.如图1,一种ti-55531合金块体的制备方法,包括以下步骤:
48.①
取60-75μm的ti-55531合金粉末。
49.②
基板预热150℃。
50.③
利用软刮刀将ti-55531合金粉末粉末刮到成型区域。
51.④
激光选区熔化加工,逐层烧结形成ti-55531合金烧结块体。层数为400层。
52.本步骤中,每层的加工参数一致,每层层厚为60-80μm,激光光斑尺寸为40μm,激光功率为150-200w,扫描间距为100-130μm,stripe扫描策略。
53.⑤
将ti-55531合金烧结块体进行模锻,形成ti-55531合金模锻件。
54.本步骤中,模锻工艺为:870℃保温2h,模锻锤击打12次。模锻锤击时,沿ti-55531合金烧结块体沉积方向(z方向)上下各锤击6次,目的是为了提高样品致密度并且扭曲柱状晶减小取向性,各向力学性能趋于一致。
55.ti-55531合金模锻件沉积方向的sem图如图2。
56.⑥
将ti-55531合金模锻件进行退火热处理,形成ti-55531高强高韧钛合金3d打印-锻造结合件。
57.本步骤中,退火热处理工艺为:790℃1.5h,空冷;600℃6h,空冷。即在相变点之下的两相区进行固溶,并在600℃进行时效。在保证晶粒不会过度生长的同时,获得了工业上广泛应用的双态组织,改善了力学性能,使得打印-锻造结合件的强度和塑性达到一个良好的匹配。
58.ti-55531合金模锻件进行退火热处理后的sem图如图3。
59.实施例2
60.如图4,一种ti-55531合金块体的制备方法,包括以下步骤:
61.①
取60-75μm的ti-55531合金粉末。
62.②
基板预热150℃。
63.③
利用软刮刀将ti-55531合金粉末粉末刮到成型区域。
64.④
激光选区熔化加工,逐层烧结形成ti-55531合金烧结块体。层数为400层。
65.本步骤中,每层的加工参数一致,每层层厚为60-80μm,激光光斑尺寸为40μm,激光功率为150-200w,扫描间距为100-130μm,stripe扫描策略。
66.ti-55531合金打印件沿沉积方向的om图如图5。
67.⑤
将ti-55531合金烧结块体进行退火热处理,形成ti-55531合金块体。
68.本步骤中,退火热处理工艺为:790℃1.5h,空冷;600℃6h,空冷。
69.进行热处理后ti-55531合金打印块体的sem图如图6。
70.实施例3
71.取实施例1的ti-55531高强高韧钛合金3d打印-锻造结合件和实施例2的ti-55531合金块体分别进行性能测试,ti-55531高强高韧钛合金3d打印-锻造结合件的致密度为99.95%(阿基米德法测试),钛合金块b的致密度为96.59%(阿基米德法测试)。
72.实施例1的ti-55531高强高韧钛合金3d打印-锻造结合件和实施例2的ti-55531合金块体性能测试结果如下表1。
73.表1
[0074][0075]
ti-55531高强高韧钛合金3d打印-锻造结合件的拉伸强度1250mpa,延伸率3.5%,断裂韧性30mpa
·m1/2
。ti-55531合金块体的拉伸强度860mpa,延伸率2.3%,断裂韧性20mpa
·m1/2
。
[0076]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1