一种宽幅合金板材的制备方法与流程
1.本发明属于合金制备技术领域,尤其涉及一种宽幅合金板材的制备方法。
背景技术:
2.inconel625合金是以mo、nb等为主要合金化元素的ni基合金mo、nb等元素在合金中以固溶为主要强化方式,该合金具有优异的综合力学性能。被广泛应用于航空、航天以及石油化工等多个领域。
3.inconel625合金由于其在热加工过程中变形抗力较大,晶粒度一致性控制难度加大,容易出现粗晶、混晶的现象。现有技术,通过控制板材的宽度,降低板材轧制过程中工艺控制难度,从而提高板材的晶粒度一致性,但因板材宽度较小,轧制时沿长度方向变形量较大,因此板材的力学性长度方向优于宽度方向。
4.现有传统板材轧制工艺,对板材晶粒尺寸均匀性的控制明显不足。为了保证板材晶粒尺寸的均匀性,现有板材制备时,板材的板幅均控制在800mm以下,板幅尺寸较小,也直接影响了现有板材的应用,许多零件的设计也受困于板幅较小,不能整体成型。
技术实现要素:
5.为克服现有技术中的问题,本发明的目的是提供一种宽幅合金板材的制备方法,该方法占比的板材宽度达到1200mm以上。
6.为实现上述目的,本发明采用的技术方案为:
7.一种宽幅合金板材的制备方法,包括以下步骤:
8.将高温合金板坯在1130℃~1150℃下进行一火轧制后进行分料,然后在1130℃~1150℃下进行二火轧制后进行分料,然后在1050℃~1080℃进行三火轧制,最后进行固溶校平处理;其中,一火轧制的总变形量为45%~55%,二火轧制的总变形量为45%~55%;三火轧制的总变形量为60%~80%。
9.进一步的,高温合金板坯按质量百分数计,包括c≤0.10%,cr 20.00~23.00%,mo 8.00~10.0%,al≤0.40%,ti≤0.40%,fe≤5.00%,co3.15~4.15%,mn≤0.50%,si≤0.50%,p≤0.015%,s≤0.015%,余量为ni。
10.进一步的,高温合金板坯25℃下,抗拉强度≥827mpa,屈服强度≥414mpa,延伸率≥30%;
11.高温合金板坯500℃下,抗拉强度≥693mpa,屈服强度≥262mpa;
12.高温合金板坯750℃下,抗拉强度≥463mpa,屈服强度≥241mpa。
13.进一步的,步骤2)中,一火轧制道次为7~9道次;每道次变形量为5%~8%。
14.进一步的,二火轧制道次为4~6道次;每道次变形量为7%~14%。
15.进一步的,三火的轧制道次为5~8道次;每道次变形量为7%~16%。
16.进一步的,固溶校平处理的温度900~1000℃。
17.进一步的,该宽幅合金板材宽度为1200mm以上。
18.与现有技术相比,本发明具有的有益效果:
19.本发明采用多火次,多道次成型的方式,先采用小变形量开坯,减小变形抗力,减小对设备的要求,开坯完成后大变形量换向轧制,提高板材组织各项一致性,保证板材的组织均匀性及性能均匀性。在轧制过程中,板材心部散热慢,温度偏高,因此晶粒更容易全部完成再结晶并有一定长大,表面散热快,受温度偏低的影响,晶粒完成再结晶长大需要的能量不足,晶粒组织较细。因此当终轧温度较低时,容易导致板材表面和心部的晶粒度差异。高温合金板坯由于其在热加工过程中变形抗力较大,在组织控制上难度更大,与现有工艺相比,本发明采用多火次轧制的工艺,降低每火次的轧制变形量,缩小轧制时间,提高终轧温度,板材心部与表面的晶粒度差异。同时,在多火次轧制时,反复的加热可以使板材组织在加热过程中充分的回复、再结晶,使得材料组织更加均匀。轧制后,由于轧制变形使得高温合金板坯有较大的变形存储能,通过固溶处理后,能够使材料充分发生回复、再结晶,固溶处理后材料的晶粒尺寸更加均匀。同时,固溶处理后对板材校平后,提高板材的整体平面度,也可以获得幅面更宽的板材。
附图说明
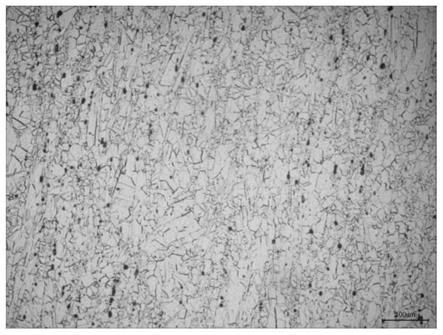
20.图1为实施例1的板坯显微组织图。
21.图2为实施例2的板坯显微组织图。
22.图3为实施例3的板坯显微组织图。
具体实施方式
23.下面结合附图对本发明进行详细说明。
24.轧制工艺影响着inconel625板材的晶粒度、各项力学性能等,本发明采用一种轧制工艺,使得板材整体晶粒度达到6级以上,板材具有优异的室温力学性能和高温力学性能,板材的力学性能符合表1的要求。同时,板材宽度达到1200mm以上,可以作为制备大型整体零件的宽幅高温合金板材。
25.本发明中的长度、宽度与厚度单位为mm。
26.表1 高温合金板坯力学性能
[0027][0028]
本发明制备的板材的化学成分见表2。
[0029]
表2 高温合金板坯化学成分
[0030][0031]
一种宽幅合金板材的制备方法,包括以下步骤:
[0032]
1)inconel625高温合金板坯的力学性能测试应满足表1的要求,进行超声波探伤,内部无缺陷。
[0033]
2)一火轧制:
[0034]
加热:将高温合金板坯升温至1130℃~1150℃保温时间按照高温合金板坯厚度0.4mm/min~0.7mm/min计算;(板坯开轧厚度较厚,变形抗力较大,需较大轧制力,一火开坯轧制选择多道次小变形量轧制。)具体的,保温时间t=h*(0.4mm/min~0.7mm/min)。h为高温合金板坯厚度。比如,厚度为2.8mm,则保温时间为4-7min。
[0035]
其中,轧制道次:7~9道次;
[0036]
总变形量:45%~55%;
[0037]
道次变形量:5%~8%。
[0038]
1)分料:将一火轧制后的板材倍尺分料;
[0039]
2)二火轧制:
[0040]
加热:升温至1130℃~1150℃保温时间按照板材厚度0.4mm/min~0.7mm/min计算。
[0041]
二火轧制坯料厚度减小,变形抗力逐渐减小,为细化晶粒,采用少道次大变形量进行轧制。
[0042]
其中,轧制道次:4~6道次;
[0043]
总变形量:45%~55%,换向轧制;
[0044]
道次变形量:7%~14%。
[0045]
3)分料:板材倍尺分料(板材长度方向分料尺寸为成品板材宽度尺寸)
[0046]
4)三火轧制:
[0047]
加热:升温至1050℃~1080℃保温时间按照板材厚度0.6mm/min~0.9mm/min计算。
[0048]
三火轧制为防止在加热过程中晶粒长大,降低轧制加热温度,同时防止温度降低轧制过程开裂,减少轧制道次,增加道次变形量,同时换向轧制,提高板材力学性能的各项一致性。
[0049]
其中,轧制道次:5~8道次;
[0050]
总变形量:60%~80%,换向轧制;
[0051]
道次变形量:7%~16%。
[0052]
7)板材固溶校平处理:固溶温度900~1000℃,保温时间按照2mm/min~2.5mm/min计算;
[0053]
8)板材磨削抛光加工;
[0054]
9)板材加工定尺分料;
[0055]
10)板材取样进行力学性能及晶粒度测试。本发明制备的宽幅inconel625合金板材组织均匀、力学性能一致性好。
[0056]
实施例1
[0057]
一种宽幅合金板材的制备方法,包括以下步骤:
[0058]
1)板坯的力学性能测试应满足表1的要求,进行超声波探伤,内部无缺陷。
[0059]
2)一火轧制:
[0060]
加热:升温至1150℃保温时间为60min。
[0061]
变形:变形:总变形量为50%;
[0062]
变形道次:7道次
[0063]
道次变形量:8%
→
8%
→
8%
→
7%
→
7%
→
6%
→
6%
[0064]
3)分料:3)分料:
[0065]
4)二火轧制:
[0066]
加热:升温至1150℃保温时间为30min。
[0067]
变形:变形:总变形量51%;
[0068]
变形道次:4道次
[0069]
道次变形量:13%
→
13%
→
13%
→
12%
[0070]
5)分料:
[0071]
6)三火轧制:
[0072]
加热:1080℃保温时间为18min。
[0073]
变形:变形:总变形量73%;
[0074]
变形道次:5道次
[0075]
道次变形量:15%
→
15%
→
15%
→
14%
→
14%
[0076]
7)板材固溶校平处理:固溶温度:960℃,保温时间为15min;
[0077]
8)板材磨削抛光至
[0078]
9)板材加工定尺分料
[0079]
10)板材取样进行力学性能测试,测试结果参见表3,从表3可以看出,板材的性能一致性较高,相较于ams5599中板材的室温抗拉强度要求的827mpa,有近100mpa的富裕量。晶粒度测试结果参见图1。从图1中可以看出板材的晶粒细小且均匀,平均晶粒度可以达到7级以上。
[0080]
表3 实施例1力学性能测试结果
[0081][0082]
实施例2
[0083]
一种宽幅合金板材的制备方法,包括以下步骤:
[0084]
1)板坯的力学性能测试应满足表1的要求,进行超声波探伤,内部无缺陷。
[0085]
2)一火轧制:
[0086]
加热:升温至1130℃保温时间为60min。
[0087]
变形:总变形量为50%;
[0088]
变形道次:9道次;
[0089]
道次变形量:7%
→
7%
→
6%
→
5%
→
5%
→
5%
→
5%
→
5%
→
5%;
[0090]
3)分料:
[0091]
4)二火轧制:
[0092]
加热:升温至1130℃保温时间为30min。
[0093]
变形:总变形量为51%;
[0094]
变形道次:6道次;
[0095]
道次变形量:10%
→
9%
→
9%
→
8%
→
8%
→
7%;
[0096]
5)分料:
[0097]
6)三火轧制:
[0098]
加热:1050℃保温时间为18min。
[0099]
变形:总变形量为72%;
[0100]
变形道次:6道次
[0101]
道次变形量:18%
→
15%
→
13%
→
12%
→
12%
→
12%;
[0102]
7)板材固溶校平处理:固溶温度:980℃,保温时间为15min;
[0103]
8)板材磨削抛光至
[0104]
9)板材加工定尺分料
[0105]
10)板材取样进行力学性能测试,测试结果参见表4,从表4可以看出提高固溶温度后,板材的强度有所下降,塑性明显提高。晶粒度测试结果参见图2。从图2中可以看出板材的晶粒细小且均匀,平均晶粒度可以达到6级。
[0106]
表4 实施例2力学性能测试结果
[0107][0108][0109]
实施例3
[0110]
一种宽幅合金板材的制备方法,包括以下步骤:
[0111]
1)板坯的力学性能测试应满足表1的要求,进行超声波探伤,内部无缺陷。
[0112]
2)一火轧制:
[0113]
加热:升温至1150℃保温时间为80min。
[0114]
变形:总变形量50%;
[0115]
变形道次:9道次
[0116]
道次变形量:7%
→
7%
→
6%
→
5%
→
5%
→
5%
→
5%
→
5%
→
5%
[0117]
3)分料:
[0118]
4)二火轧制:
[0119]
加热:升温至1130℃保温时间为40min。
[0120]
变形:变形:总变形量为51%;
[0121]
变形道次:6道次
[0122]
道次变形量:10%
→
9%
→
9%
→
8%
→
8%
→
7%
[0123]
5)分料:
[0124]
6)三火轧制:
[0125]
加热:1050℃保温时间为20min。
[0126]
变形:
总变形量为60%;
[0127]
变形道次:7道次
[0128]
道次变形量:18%
→
15%
→
13%
→
12%
→
12%
[0129]
7)板材固溶校平处理:固溶温度:980℃,保温时间为18min;
[0130]
8)板材磨削抛光至
[0131]
9)板材加工定尺分料
[0132]
10)板材取样进行力学性能测试,测试结果参见表5,从表5可以看出板材厚度增加后,提高固溶温度后,板材的强度有所下降。晶粒度测试结果参见图3,从图3中可以看出板材的晶粒细小且均匀,平均晶粒度可以达到6级。
[0133]
表5 实施例3力学性能测试结果
[0134][0135]
实施例4
[0136]
一种宽幅合金板材的制备方法,包括以下步骤:
[0137]
1)板坯的力学性能测试应满足表1的要求,进行超声波探伤,内部无缺陷。
[0138]
2)一火轧制:
[0139]
加热:升温至1140℃保温时间为70min。
[0140]
变形:总变形量45%;
[0141]
变形道次:7道次;
[0142]
道次变形量:8%
→
8%
→
8%
→
7%
→
7%
→
6%
→
6%;
[0143]
3)分料:
[0144]
4)二火轧制:
[0145]
加热:升温至1130℃保温时间为30min。
[0146]
变形:变形:总变形量45%;
[0147]
变形道次:4道次;
[0148]
道次变形量:13%
→
13%
→
13%
→
12%
[0149]
5)分料:
[0150]
6)三火轧制:
[0151]
加热:1070℃保温时间为18min。
[0152]
变形:总变形量73%;
[0153]
变形道次:5道次;
[0154]
道次变形量:15%
→
15%
→
15%
→
14%
→
14%;
[0155]
7)板材固溶校平处理:固溶温度:960℃,保温时间为15min;
[0156]
8)板材磨削抛光至
[0157]
9)板材加工定尺分料
[0158]
实施例5
[0159]
一种宽幅合金板材的制备方法,包括以下步骤:
[0160]
1)板坯的力学性能测试应满足表1的要求,进行超声波探伤,内部无缺陷。
[0161]
2)一火轧制:
[0162]
加热:升温至1130℃保温时间60min。
[0163]
变形:总变形量55%;
[0164]
变形道次:8道次;
[0165]
道次变形量:8%
→
8%
→
8%
→
7%
→
7%
→
6%
→
6%;
[0166]
3)分料:
[0167]
4)二火轧制:
[0168]
加热:升温至1140℃保温时间35min。
[0169]
变形:变形:总变形量55%;
[0170]
变形道次:5道次
[0171]
道次变形量:13%
→
13%
→
13%
→
12%
[0172]
5)分料:
[0173]
6)三火轧制:
[0174]
加热:1060℃保温时间19min。
[0175]
变形:总变形量73%;
[0176]
变形道次:8道次;
[0177]
道次变形量:15%
→
15%
→
15%
→
14%
→
14%;
[0178]
7)板材固溶校平处理:固溶温度:960℃,保温时间15min;
[0179]
8)板材磨削抛光至
[0180]
9)板材加工定尺分料
[0181]
金属或者合金在高温变形的过程中会发生动态回复、动态再结晶以及晶粒长大现
象。其中轧制变形过程是高温合金奥氏体晶粒组织实现细化的有效途径。在轧制过程中,板材心部散热慢,温度偏高,因此晶粒更容易全部完成再结晶并有一定长大,表面散热快,受温度偏低的影响,晶粒完成再结晶长大需要的能量不足,晶粒组织较细。因此当终轧温度较低时,容易导致板材表面和心部的晶粒度差异。inconel625合金由于其在热加工过程中变形抗力较大,在组织控制上难度更大,所以采用多火次轧制的工艺,降低每火次的轧制变形量,缩小轧制时间,提高终轧温度,板材心部与表面的晶粒度差异。同时,在多火次轧制时,反复的加热可以使板材组织在加热过程中充分的回复、再结晶,使得材料组织更加均匀。板材轧制完成,由于轧制变形使得材料有较大的变形存储能,通过固溶处理后,能够使材料充分发生回复、再结晶,固溶处理后材料的晶粒尺寸更加均匀。同时,固溶处理后在线对板材校平后,板材的整体平面度提高,也可以获得幅面更宽的gh3625板材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1