一种能提高铸件良品率的铸造模具的制作方法
1.本发明涉及铸件加工技术领域,尤其涉及一种能提高铸件良品率的铸造模具。
背景技术:
2.现有的金属零部件多通过铸造成型,不仅能降低生产成本,还能通过设计模具来加工出结构复杂的金属部件,受到的尺寸、形状的限制较小,但铸造过程中废品率也较高,其中主要的原因是铸件组织不够致密,存在缩孔、气窝、气孔等缺陷,只存在于铸件表面的气孔通过肉眼观察或光学系统识别就能很容易的检测出,并通过打磨等手段进行改善,位于铸件内部的气孔则很难检测和修复。
3.铸件内部形成气孔的外界因素主要为模具预热温度太低,导致液体金属经过浇注系统时冷却太快,以及液态材料浇注过程中有空气混入,为此,我们提出一种能提高铸件良品率的铸造模具。
技术实现要素:
4.本发明的目的是为了解决现有技术中液态材料在接触模具时,模具温度较低,并且在浇注过程中无法将液态材料中的气体排出,导致铸件内部容易形成气孔,铸造加工过程中废品率较高的问题,而提出的一种能提高铸件良品率的铸造模具。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种能提高铸件良品率的铸造模具,包括压板和底座,所述压板的下方固定安装有铸造压块,所述底座上固定安装有铸造槽体,所述底座内对称设置有两个密封筒,两个所述密封筒内均滑动安装有密封板,两个所述密封板上均固定连接有固定轴,两个固定轴的上端均贯穿相应密封筒的顶部并与压板的下表面固定连接,两个所述固定轴的外周均绕设有第一弹簧,两个所述第一弹簧的上端均与压板固定连接,两个所述第一弹簧的下端均与底座固定连接,所述底座内水平安装有中转仓,两个所述密封筒与中转仓之间均连通有弯管,所述底座内还设有消泡机构和预热机构。
7.进一步,两个所述弯管上均安装有第一阀门,两个所述密封筒与中转仓之间均连通有弹性管道,两个所述弹性管道与中转仓的连接处均安装有第二阀门,两个所述第一阀门与两个第二阀门均为单向电磁阀。
8.进一步,所述消泡机构包括与中转仓相连通的伸缩套筒,且伸缩套筒为竖直向上安装,所述伸缩套筒包括内筒体和外筒体,且内筒体与外筒体之间密封滑动连接,所述伸缩套筒的内筒体固定支撑有隔热板,所述隔热板上对称安装有两个动触头。
9.进一步,所述消泡机构还包括对称分布在铸造槽体下方的两个支撑壳体,两个所述支撑壳体内放置有下筒,两个所述下筒的上方密封连接有上筒,且位置相对应的下筒与上筒共同构成一个中空的密封柱体,所述铸造槽体的底壁上对称开设有两个圆槽,且两个上筒分别位于相应的圆槽内并与圆槽密封滑动连接。
10.进一步,两个所述下筒的底部上均嵌设有静触头,且两个静触头分别位于相应的
动触头的正上方,两个所述下筒内均设有延时继电器,两个所述上筒内均安装有振动装置。
11.进一步,所述预热机构包括增温装置,且增温装置与隔热板之间对称连接有多个第二弹簧,所述增温装置包括导热块,所述铸造槽体的外侧壁上固定安装有导热片,所述导热块的位置与导热片的位置相对应。
12.进一步,所述导热块与导热片之间的距离小于动触头与静触头之间的距离,所述铸造槽体与底座之间对称设置有多个支撑骨架。
13.本发明具有以下优点:
14.导热块会随隔热板的运动先与导热片接触,使得增温装置能对铸造槽体进行充分预热,避免液态材料与铸造槽体接触处快速冷却,导致铸件表面或内部出现气孔;
15.导热片会将导热块的热量均匀的传递至铸造槽体,使得铸造槽体各处的温度近似相同;
16.通过设置延时继电器,当一定时间后,上筒向上运动并脱离铸造槽体,振动装置才会通入电流,以免上筒在震动时与圆槽之间产生间隙,上筒为弹性金属材料制成,能放大震动,提高消泡效果;
17.当第二阀门开启后,动触头会与静触头快速分离,使上筒不再发生震动,能避免液态材料进入圆槽与上筒之间;
18.在上筒震动时,液态材料中的气泡会被震碎,促使液态材料中的气体向外排出,减少铸件内部出现气孔的几率,提高铸件质量;
19.第一阀门与第二阀门均为单向电磁阀,当第二阀门关闭时,弹性管道内的液体不会倒流到中转仓,以免隔热板再次向上运动。
附图说明
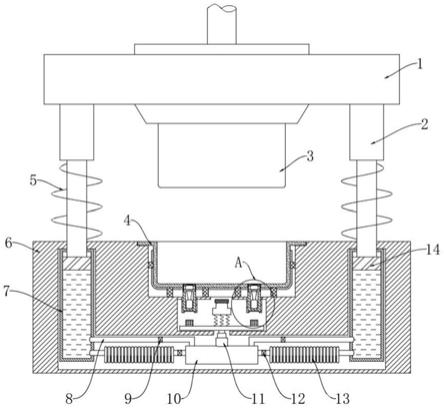
20.图1为本发明提出的一种能提高铸件良品率的铸造模具的结构示意图;
21.图2为本发明提出的一种能提高铸件良品率的铸造模具中中转仓部分的连接示意图;
22.图3为本发明提出的一种能提高铸件良品率的铸造模具中下筒部分的结构示意图;
23.图4为图1中a处放大图。
24.图中:1压板、2固定轴、3铸造压块、4铸造槽体、5第一弹簧、6底座、7密封筒、8弯管、9第一阀门、10中转仓、11伸缩套筒、12第二阀门、13弹性管道、14密封板、15隔热板、16动触头、17第二弹簧、18增温装置、19导热块、20支撑骨架、21导热片、22支撑壳体、23下筒、24静触头、25延时继电器、26振动装置、27上筒。
具体实施方式
25.参照图1-4,一种能提高铸件良品率的铸造模具,包括压板1和底座6,压板1的下方固定安装有铸造压块3,用于驱动压板1以及铸造压块3的机构未图示,底座6上固定安装有铸造槽体4,底座6内对称设置有两个密封筒7,两个密封筒7内均滑动安装有密封板14,两个密封板14上均固定连接有固定轴2,两个固定轴2的上端均贯穿相应密封筒7的顶部并与压板1的下表面固定连接,两个固定轴2的外周均绕设有第一弹簧5,两个第一弹簧5的上端均
与压板1固定连接,两个第一弹簧5的下端均与底座6固定连接,第一弹簧5能对压板1起到支撑作用,辅助压板1以及铸造压块3复位,底座6内水平安装有中转仓10,两个密封筒7与中转仓10之间均连通有弯管8,底座6内还设有消泡机构和预热机构。
26.两个弯管8上均安装有第一阀门9,两个密封筒7与中转仓10之间均连通有弹性管道13,两个弹性管道13与中转仓10的连接处均安装有第二阀门12,两个第一阀门9与两个第二阀门12均为单向电磁阀,密封筒7内盛有稳定的绝缘液体,当第一阀门9打开时,密封筒7内的液体可以流向中转仓10,当第二阀门12打开时,中转仓10内的液体可以流向弹性管道13,密封筒7以及中转仓10内的液体与铸造槽体4内的液态材料的密度、粘滞度不同,当中转仓10内的液体流向弹性管道13后,上筒27与下筒23下降的速度会小于动触头16下降的速度,即当第二阀门12开启后,动触头16会与静触头24快速分离,使得振动装置26被关闭;
27.因为第二阀门12为单向电磁阀,所以第二阀门12关闭时,弹性管道13内的液体不会倒流到中转仓10,以免隔热板15再次向上运动。
28.消泡机构包括与中转仓10相连通的伸缩套筒11,且伸缩套筒11为竖直向上安装,伸缩套筒11包括内筒体和外筒体,且内筒体与外筒体之间密封滑动连接,伸缩套筒11的内筒体固定支撑有隔热板15,隔热板15上对称安装有两个动触头16。
29.消泡机构还包括对称分布在铸造槽体4下方的两个支撑壳体22,两个支撑壳体22内放置有下筒23,两个下筒23的上方密封连接有上筒27,且位置相对应的下筒23与上筒27共同构成一个中空的密封柱体,铸造槽体4的底壁上对称开设有两个圆槽,且两个上筒27分别位于相应的圆槽内并与圆槽密封滑动连接,上筒27向上滑动时,圆槽仍能保持密封状态,并且当上筒27位于初始位置时,上筒27的顶部与铸造槽体4的内底壁相齐平。
30.两个下筒23的底部上均嵌设有静触头24,且两个静触头24分别位于相应的动触头16的正上方,动触头16与静触头24相互配合,两个下筒23内均设有延时继电器25,两个上筒27内均安装有振动装置26,当动触头16与静触头24相抵时,延时继电器25以及振动装置26所在的电路被导通,振动装置26在一定时间后开启,此处的“一定时间”是指上筒27从初始位置运动到与圆槽完全分离发位置所用的时间,上述振动装置26为现有技术中的振动马达或类似装置,上筒27为弹性金属片制成,在振动时的幅度稍大。
31.预热机构包括增温装置18,且增温装置18与隔热板15之间对称连接有多个第二弹簧17,增温装置18包括导热块19,铸造槽体4的外侧壁上固定安装有导热片21,导热块19的位置与导热片21的位置相对应,上述增温装置18是指现有技术中的加热器或类似装置。
32.导热块19与导热片21之间的距离小于动触头16与静触头24之间的距离,使得铸造槽体4预热充分,导热片21会将热量均匀的传递至铸造槽体4,以免铸造槽体4各处的温差较大,铸造槽体4与底座6之间对称设置有多个支撑骨架20。
33.本设备在使用时,压板1带动铸造压块3先下降一定距离,为铸造工序做准备,当固定轴2带动密封板14向下移动时,外界控制器控制第一阀门9打开,密封筒7内的液体能通过弯管8流向中转仓10内,此时第二阀门12处于关闭状态,从而将隔热板15向上抬升,伸缩套筒11包括内筒体和外筒体,且内筒体与外筒体之间密封滑动连接,当中转仓10内的液体增加时,伸缩套筒11会被迫向上伸长,反之,当中转仓10内的液体减少时,伸缩套筒11会缩短;
34.因为导热块19与导热片21之间的距离小于动触头16与静触头24之间的距离,所以导热块19会随隔热板15的运动先与导热片21接触,使得增温装置18能对铸造槽体4进行预
热,避免液态材料与铸造槽体4接触处快速冷却,在此过程中,导热片21会将热量均匀的传递至铸造槽体4,使得铸造槽体4各处的温度近似相同;
35.随着隔热板15的继续上升,第二弹簧17被压缩,两个动触头16会穿过支撑壳体22与相应的下筒23相抵,此时动触头16与静触头24相接触,使得延时继电器25以及振动装置26所在的电路被导通;
36.在此过程中,液态材料会定量、定速地流入铸造槽体4内,铸造槽体4上的注料口以及注料所用的装置均不再图示;
37.在延时继电器25的作用下,振动装置26处于断电状态,当一定时间后,上筒27向上运动并脱离铸造槽体4,振动装置26才会通入电流,当振动装置26开启时,上筒27会快速的震动,将液态材料中的气泡震碎,促使液态材料中的气体向外排出,减少铸件内部出现气孔的几率,提高铸件质量。
38.液态材料注入完成后,外界控制器控制第二阀门12开启、第一阀门9关闭,在消泡机构和预热机构的重力作用下,隔热板15向下运动,使得导热块19与导热片21分离,动触头16也与静触头24分离;
39.需要说明地是,因为密封筒7以及中转仓10内的液体与铸造槽体4内的液态材料的密度、粘滞度不同,所以上筒27与下筒23下降的速度会小于动触头16下降的速度,即当第二阀门12开启后,动触头16会与静触头24快速分离,使得振动装置26被关闭,当上筒27回落到初始位置时,其不再发生震动,能避免液态材料进入圆槽与上筒27之间;
40.当压板1继续带动铸造压块3继续下降,铸造压块3进入铸造槽体4时,密封筒7内的液体会直接进入弹性管道13内,因为第二阀门12为单向电磁阀,所以第二阀门12关闭时,弹性管道13内的液体不会倒流到中转仓10,以免隔热板15再次向上运动;
41.铸造材料冷却完成后,压板1带动铸造压块3向上运动,密封板14也随之向上滑动,第一弹簧5能对压板1起到支撑作用,辅助压板1以及铸造压块3复位,在压强作用下,弹性管道13内的液体会自动回到密封筒7内,使弹性管道13恢复初始形态;
42.特别地,为保证隔热板15能完全下降到初始位置,可以将弹性管道13的位置向下移动,并将弹性管道13与中转仓10的连接处设置于中转仓10的底部;
43.需要说明地是,当铸件的形状或结构较为复杂时,可将固定轴2与压板1分离,通过外界装置来自行调节固定轴2以及密封板14的位置,进而改变铸造槽体4预热的时长,以及液态材料的消泡时长,以满足实际的铸造需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1