一种汽车底盘支架的铸造方法与流程
1.本发明涉及汽车领域,尤其涉及一种汽车底盘支架的铸造方法。
背景技术:
2.汽车,即本身具有动力得以驱动,不须依轨道或电力架设,得以机动行驶之车辆。广义来说,通过本身机械能驱动行驶的车辆,普遍多称为汽车。
3.现有的汽车底盘支架生产主要采用浇筑的方式,将熔融的铁水注入模具中,冷却之后即可形成支架的雏形,而熔融后的铁水温度非常高,在初于模具相接触时,会瞬间产生高温气体,一部分气体排放到空气中,而一部分气体会融进贴水内部,这就会导致加工出的支架中存在很多的气泡,自身的质地相对疏松,从而使得支架自身的抗压性大大降低。
4.因此,有必要提供一种新的汽车底盘支架的铸造方法解决上述技术问题。
技术实现要素:
5.为解决上述技术问题,本发明提供一种汽车底盘支架的铸造方法。
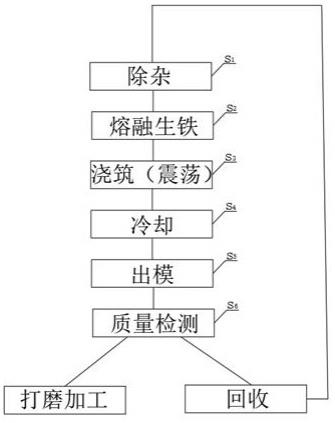
6.一种汽车底盘支架的铸造方法,其特征在于,包括以下步骤:s1、除杂:生铁在熔融之前,首先对其进行清洗,将其表面所附带的杂质除去;s2、熔融生铁:生铁在清理之后,放入熔炉中,熔炉中的高温可超过生铁的熔点,使固体状的生铁融化而形成液体状的铁水;s3、浇筑(震荡):熔炉中所得到的铁水以容器进行装载,之后以浇筑的方式导入到成型模具内部,而在导入成型模具的过程中,对模具进行轻微而持续的晃动,从而带动到模具内部的铁水持续震荡;s4、冷却:铁水完全倒入到模具内部之后,采用风冷或者是水冷的方式加快铁水的冷却;s5、出模:冷却后的铁水再次恢复到固体状态,之后将成型件导出模具;s6、质量检测:对成型件进行质量上的检测,达到使用标准的成型件可以送至车间进行打磨加工,而未达到使用标准的成型件则进行回收,并重新送至生产线起点从新加工。
7.优选的,s1、除杂中,采用含有酸性的金属除锈剂,可将生铁表面的锈蚀清除,而金属除锈剂一般常温或低温下使用,加热到30到40度效果更佳明显,使用是通常兑水稀释,之后直接将生铁放置于溶液中。
8.优选的,s2、熔融生铁中铁中含有碳元素,因此自身为合金铁,而合金铁的熔点比单质铁的熔点要低,因此熔炉的温度应控制在1100℃到1200摄氏度之间最佳,而熔融所需
的时间根据铁的大小而定,全部达到融化状态即可。
9.优选的,s3、浇筑(震荡)包括间接震荡以及直接震荡。
10.优选的,间接震荡:将能够产生震动的设备与模具通过杆件(例如曲柄滑块机构,但需要架设支架)相连,震动通过杆件传导至模具中,使模具产生震动,此处所表达的震动设备可直接使用电机,通过电机带动曲柄滑块机构做回转运动,从而推动模具进行震动。
11.优选的,直接震荡:将模具放置于震动设备上,设备产生的震动直接传导至模具内部,使模具产生震动,此处所表达的震动设备可直接使用振板,将模具放置于振板上,振板自身的震动可直接传导至模具颞部,从而模具进行震动;优选的,s3、浇筑(震荡)中,模具属于高温耐热磨具,常用高温耐热磨具钢制作,该类钢中制作浇注模具的传统钢种是半高速钢,将铁水导入到模具内部之间,需要对模具进行预热,。
12.优选的,s4、冷却中,风冷是以气流直射的方式吹在铁水表面,从而加快铁水的冷却速度,而水冷则是向导入到模具内部的循环水管通入温度角度的冷水,快速带走模具内部的温度,达到快速冷却的目的。
13.优选的,s6、质量检测中,主要对成型件的抗压性进行检测,在支架上架设重物,而重物的重量恒定,能够支撑起重物并达到合格时间即为达到标准,而能够撑起重物或者是撑起时间达不到合格时间即为未达到标准,而检测重物可以依据车架所属车型而定,检测时间最佳在30秒本发明提供一种汽车底盘支架的铸造方法,在浇筑铁水时,对模具进行持续晃动,因此可以带动内部铁水进行震荡,而铁水在无规则的震荡下,可以冲出铁水与模具初接触时而产生的气泡,进而冷却后的成型件内部的质地能够更加均匀,生产出的支架抗压性也会更高。
附图说明
14.图1为本发明提供的汽车底盘支架的铸造方法的加工流程结构示意图。
具体实施方式
15.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.以下结合具体实施例对本发明的具体实现进行详细描述。
17.请参阅图1,本发明实施例提供的一种汽车底盘支架的铸造方法,所述汽车底盘支架的铸造方法包括以下步骤:s1、除杂:生铁在熔融之前,首先对其进行清洗,将其表面所附带的杂质除去;s2、熔融生铁:生铁在清理之后,放入熔炉中,熔炉中的高温可超过生铁的熔点,使固体状的生铁融化而形成液体状的铁水;而在本流程中,生铁的熔点为1538℃,因此可以控制熔炉内部温度,从而对于生铁
中所含有的其他无用的金属材料来说,达不到自身熔点时,就不能够融化,因此,该流程可排出生铁内部混合的杂质;s3、浇筑(震荡):熔炉中所得到的铁水以容器进行装载,之后以浇筑的方式导入到成型模具内部,而在导入成型模具的过程中,对模具进行轻微而持续的晃动,从而带动到模具内部的铁水持续震荡;而在本流程中,对模具进行持续晃动,即可带动内部铁水进行震荡,而铁水在无规则的震荡下,可以冲出铁水与模具初接触时而产生的气泡,进而冷却后的成型件内部的质地能够更加均匀、紧凑,因此生产出的支架抗压性也会更高;s4、冷却:铁水完全倒入到模具内部之后,采用风冷或者是水冷的方式加快铁水的冷却;s5、出模:冷却后的铁水再次恢复到固体状态,之后将成型件导出模具;s6、质量检测:对成型件进行质量上的检测,达到使用标准的成型件可以送至车间进行打磨加工,而未达到使用标准的成型件则进行回收,并重新送至生产线起点从新加工。
18.s3、浇筑(震荡)包括间接震荡以及直接震荡;间接震荡:将能够产生震动的设备与模具通过杆件相连,震动通过杆件传导至模具中,使模具产生震动;直接震荡:将模具放置于震动设备上,设备产生的震动直接传导至模具内部,使模具产生震动。
19.需要说明的是:该种设置中,即可根据模具自身的大小而定,体积较大的模具不易搬运,因此优选间接震荡,而体积较小的模具则优选直接震荡,而在需要震荡频率较大的情况下,体积较大的模具也应当优选直接震荡,用来提升震荡的效果。
20.s1、除杂中,采用含有酸性的金属除锈剂,可将生铁表面的锈蚀清除,而金属除锈剂一般常温或低温下使用,加热到30到40度效果更佳明显,使用是通常兑水稀释,之后直接将生铁放置于溶液中。
21.s2、熔融生铁中铁中含有碳元素,因此自身为合金铁,而合金铁的熔点比单质铁的熔点要低,因此熔炉的温度应控制在1100℃到1200摄氏度之间最佳,而熔融所需的时间根据铁的大小而定,全部达到融化状态即可。
22.s3、浇筑(震荡)包括间接震荡以及直接震荡;间接震荡:将能够产生震动的设备与模具通过杆件(例如曲柄滑块机构,但需要架设支架)相连,震动通过杆件传导至模具中,使模具产生震动,此处所表达的震动设备可直接使用电机,通过电机带动曲柄滑块机构做回转运动,从而推动模具进行震动;直接震荡:将模具放置于震动设备上,设备产生的震动直接传导至模具内部,使模具产生震动,此处所表达的震动设备可直接使用振板,将模具放置于振板上,振板自身的震动可直接传导至模具颞部,从而模具进行震动,而浇筑所用到的模具属于高温耐热磨具,常用高温耐热磨具钢制作,该类钢中制作浇注模具的传统钢种是半高速钢,将铁水导入到模具内部之间,需要对模具进行预热。
23.s4、冷却中,风冷是以气流直射的方式吹在铁水表面,从而加快铁水的冷却速度,而水冷则是向导入到模具内部的循环水管通入温度角度的冷水,快速带走模具内部的温度,达到快速冷却的目的。
24.s6、质量检测中,主要对成型件的抗压性进行检测,在支架上架设重物,而重物的重量恒定,能够支撑起重物并达到合格时间即为达到标准,而能够撑起重物或者是撑起时间达不到合格时间即为未达到标准,而检测重物可以依据车架所属车型而定,检测时间最佳在30秒。
25.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有1条留言
-
 0136715... 来自[中国] 2022年09月15日 14:01应当给一次全部查阅的机会,然后他们有需要的时候可以付费下载,这样能保证技术文论是否适用,不然只看了开头后面写的好不好不清楚,可能下载后不是自己想要的东西
0136715... 来自[中国] 2022年09月15日 14:01应当给一次全部查阅的机会,然后他们有需要的时候可以付费下载,这样能保证技术文论是否适用,不然只看了开头后面写的好不好不清楚,可能下载后不是自己想要的东西
1