一种银镍电接触材料及其制备方法与流程
1.本发明属于电触头材料技术领域,具体涉及高致密性、低镍含量银镍电接触材料及其制备方法,作为电接触材料使用。
背景技术:
2.银镍材料因其具备良好的导电性能、导热性能、抗电弧侵蚀性能,以及良好的塑性加工性能,在中小容量控制电器中被广泛用作电触头材料。随着控制电器朝重量轻量化、体积小型化发展,对电接触材料的综合电性能提出更为苛刻的要求,不但希望触点具备较高的切换能力、较低和稳定的接触电阻,而且要求材料具备一定的强度和高的抗粘结能力。
3.目前,制备银镍电接触材料最为常见的方法是粉末冶金法,即通过混粉设备将银粉、镍粉、添加物粉末进行混合制备而成。因原料粉末颗粒细小、易团聚,在混合过程中无法实现的粉体颗粒的充分分散,造成现有银镍材料镍颗粒团聚的缺陷,在纵截面金相上表现为镍颗粒聚集而呈现纤维状。银镍电接触材料常用的烧结工艺为固相烧结工艺,烧结后锭子致密性较差且镍及添加物组元与基体银的界面结合强度较差,最终使得制得成品银镍触头材料无法达到近全致密,且不同相界面结合强度无法达到冶金结合,严重制约材料最终的电性能。
4.专利cn103710564一种含添加剂银镍电触头材料的制备方法。该方法将含添加元素的盐类化合物配置成水溶液或乙醇溶液,加入银粉或镍粉,进行混料处理,得到含添加元素盐类化合物均匀分布的复合粉末浆料,然后将浆料干燥、粉碎,得到含添加物元素盐类化合物均匀分布的复合粉末,最终将复合粉末混合机均匀,经等静压成型、烧结、挤压得到银镍电触头材料。采用该方法虽然可以改善传统混粉工艺导致的添加剂偏析的问题,然仍然无法解决添加物尺寸细小弥散分布及添加物相与基体银界面结合较差问题。
5.专利cn100489130一种银镍复合材料的制备方法,将硝酸镍溶液与硝酸银溶液混合加入到氢氧化钠溶液中,通过化学反应制备ag2nio2晶体,通过还原、球磨、压片等工序制备银镍复合材料。该方法由于合成的ag2nio2过程中可以将银、镍实现在原子级别上的混合,可改善镍颗粒的分布;但存在粉体制备过程中存在无法将杂质钠去除彻底及粉体成型后锭子致密性低的缺陷。
6.综上所述,现有技术种所采用的工艺方法均有一定的局限性,因而,如何降低团聚、提高镍分散性能,提高电接触材料的致密性是本领域亟待解决的技术问题。
技术实现要素:
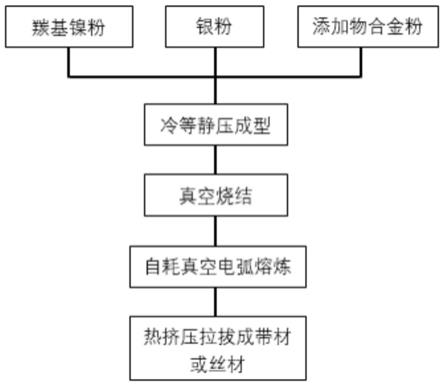
7.本发明的目的是为了克服现有技术存在的缺点和不足,提供一种高致密性、低镍含量的银镍电接触材料及其制备方法,所述制备方法具体包括如下步骤:
8.(1)将银粉、镍粉、添加物进行混合;
9.(2)将混合好的粉体冷等静压成型成圆柱形的锭子;
10.(3)将等静压成型锭子进行特殊工艺真空烧结;
11.(4)将烧结好的锭子作为自耗电极装入真空自耗电弧熔炼炉内进行真空自耗电弧熔炼;
12.(5)将真空自耗电弧熔炼锭子热挤压成带材或丝材。
13.具体来说,步骤(1)银粉粒径为200~500目、镍粉为羰基镍粉、费氏粒度为3~8μm。
14.所述的添加物合金种类为镍钨合金、镍钼合金、镍钇合金的一种或者几种组合。
15.优选地,添加物合金以niw20(wt.%)、nimo20(wt.%)、niy70(wt.%)合金形式加入,合金粉末费氏粒度为3~8μm。
16.步骤(2)所述冷等静压成型,是将混合好的粉体冷等静压成型成圆柱形的锭子;所述的等静压工艺为:等静压压力在120~220mpa,保压时间为60~120s、等静压胶套直径
17.步骤(3)所述的特殊工艺真空烧结为梯度升温真空烧结:烧结真空度为6.63x10-3
pa,梯度升温烧结工艺路线为:首先以2~5℃/min的低升温速度分别升温至550~650℃保温30~60min、850~900℃保温60~120min,然后以15~30℃/min的高升温速度快速升温至950~980℃进行并保温2~10min,随后空冷至室温。通过最后阶段快速升温至高温的烧结,使得锭子表层组织轻微熔化形成致密层,减少后续步骤作为自耗电极的真空烧结的锭子的含氧量。
18.步骤(4)所述真空自耗电弧熔炼,是将真空烧结好的锭子作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼;其熔炼主要过程为:
19.a)将真空烧结好的锭子装入真空自耗熔炼腔内,作为自耗电极;b)关闭炉门,对真空自耗电弧熔炼炉进行抽真空至5.0~6.0x10-3
pa,然后充高纯氩气至-4~-5x10-2
pa,并关闭充气阀门;c)进行自耗电弧熔炼,控制熔炼电流2000~4000a、熔炼电压为20~40v。
20.步骤(5)中所述热挤压,是将真空自耗电弧熔炼锭子热挤压成带材或丝材。
21.所述的热挤压工艺为:挤压温度为650~850℃、保温时间为2~4h、氢气气氛。
22.本发明还提供一种银镍合金材料,所述银镍合金是采用如上制备方法制备得到。所述电接触材料按重量百分比计,包括以下组分:镍含量在1%~10%(wt.%)、添加物金属含量在≤1.5%(wt.%)、余量为银。
23.本发明还提供一种如上所述制备方法得到的银镍合金作为电接触材料的应用。
24.本发明提供了一种高致密性、低镍含量(低于10wt.%)银镍电接触材料及其制备方法,本发明的有益效果如下:
25.(1)综合采用特殊梯度升温、并控制升温速率的真空烧结及真空自耗电弧熔炼技术,有效的提升锭子的致密性,从而使得最终成品材料的密度达到近全致密。
26.(2)通过真空自耗电弧熔炼方式,在电弧的极高温度作用下(4000-5000k),使得镍及添加物颗粒细小弥散分布地分布在基体银当中,从而有效的提升弥散强化效果;同时,使得不同相之间界面结合为冶金结合,增强了不同相界面间的结合强度,极大的提升材料的抗电弧烧损性能。本发明制备的银镍材料,在在主体成品相同的条件下,具备更为优良的抗熔焊及抗电弧烧损特性。
27.(3)银镍材料传统的制备工艺为粉末冶金工艺,采用固相烧结结合热挤压工艺,不同相界面之间的结合力较弱、未达到冶金结合。通过真空自耗电弧熔炼的方式,不同相之间界面结合为冶金结合,增强了不同相界面间的结合强度,极大的提升材料的抗电弧烧损性
能。
28.本发明制备的电触头材料具有高致密度和高导电性、高抗熔焊性,可满足微电子行业和电子信息行业对高性能电触头铜合金的要求,可用于电阻焊电极、电气开关触桥、焊炬喷嘴、高压开关电器触头等领域,在机械工业、电力、国防工业和电子信息产业具有广泛的应用前景。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,根据这些附图获得其他的附图仍属于本发明的范畴。
30.图1本发明实施例1银镍电接触材料的制备艺流程图。
具体实施方式
31.下面结合实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。
32.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考实施方式来详细说明本公开。
33.实施例1
34.一种银镍电接触材料的制备,按以下步骤进行:
35.1)按重量百分比为ag:ni:w=91:8:1(总重量设计为10kg)称取的-200目银粉重量为9.591kg、费氏粒度为3.2μm的羰基镍粉重量为0.400kg、费氏粒度为4.0μm niw20合金粉重量为0.500kg。将上述粉体于犁铲式混粉机内进行混合,混合时间为120min;
36.2)将混合好的粉体进行冷等静压成型,成型工艺为:等静压压力150mpa,保压时间90s,等静压胶套直径为
37.3)将等静压成型锭子进行真空烧结,烧结方式为梯度升温烧结,具体工艺为:烧结真空度为6.63x10-3
pa,梯度升温烧结工艺路线为:先以2℃/min的低升温速度升温至650℃保温45min、继续以2℃/min的低升温速度升温至880℃保温90min,然后以20℃/min的升温速度快速升温至950℃进行并保温5min,随后空冷至室温。通过最后段快速升温至高温的烧结,使得锭子表层组织轻微熔化形成致密层,阻碍烧结冷却后空气进入锭子内部,最终达到减少后续步骤作为自耗电极的真空烧结的锭子的含气量的目的。
38.4)将真空烧结好的锭子作为自耗电极装入真空自耗电弧熔炼炉内进行熔炼,其熔炼主要过程为:a)将真空烧结好的锭子装入真空自耗熔炼腔内,作为自耗电极;b)关闭炉门,对真空自耗电弧熔炼炉进行抽真空至6.0x10-3
pa,然后充高纯氩气至-5x10-2
pa,并关闭充气阀门;c)进行自耗电弧熔炼,控制熔炼电流~3200a、熔炼电压为~25v。通过真空自耗电弧熔炼方式,在电弧的极高温度作用下,镍及添加物合金在银中高温熔解并在水冷铜结晶器中快速冷却析出细小均匀的细镍及添加物颗粒,使得镍和添加物在银基体细小弥散分布,起到有效细化晶粒的作用。
39.5)将真空自耗熔炼锭子进行热挤压,工艺为:挤压温度为700℃、保温时间为3h、氢
气气氛,挤压成带材或丝材。
40.实施例2
41.步骤1)按重量百分比为ag:ni:mo=91:8:1(总重量设计为10kg)称取的-200目银粉重量为9.591kg、费氏粒度为3.2μm的羰基镍粉重量为0.400kg、费氏粒度为4.0μm nimo20合金粉重量为0.500kg。将上述粉体于犁铲式混粉机内进行混合,混合时间为120min;其他步骤与实施例1相同。
42.实施例3
43.步骤1)按重量百分比为ag:ni:y=91:8:1(总重量设计为10kg)称取的-200目银粉重量为9.591kg、费氏粒度为3.2μm的羰基镍粉重量为0.757kg、费氏粒度为4.0μm niy70合金粉重量为0.143kg。将上述粉体于犁铲式混粉机内进行混合,混合时间为120min;其他步骤与实施例1相同。
44.实施例4
45.步骤3)中梯度升温烧结的工艺为:烧结真空度为6.63x10-3
pa,梯度升温烧结工艺路线为:先以2℃/min的低升温速度升温至600℃保温40min、继续以2℃/min的低升温速度升温至850℃保温100min,然后以30℃/min的升温速度快速升温至950℃进行并保温5min,随后空冷至室温。其他步骤与实施例1相同。
46.实施例5
47.步骤4)中熔炼过程为:a)将真空烧结好的锭子装入真空自耗熔炼腔内,作为自耗电极;b)关闭炉门,对真空自耗电弧熔炼炉进行抽真空至6.5x10-3
pa,然后充高纯氩气至-5x10-2
pa,并关闭充气阀门;c)进行自耗电弧熔炼,控制熔炼电流~3000a、熔炼电压为~20v。其他步骤与实施例1相同。
48.对比例1
49.步骤3)中将等静压成型锭子进行真空烧结,以15℃/min的恒定升温速度升温至950℃进行并保温10min,随后空冷至室温。其他步骤与实施例1相同。
50.对比例2
51.1)按重量百分比为ag:ni:w=91:8:1(总重量设计为10kg)称取的-200目银粉重量为9.591kg、费氏粒度为3.2μm的羰基镍粉重量为0.400kg、费氏粒度为4.0μm niw20合金粉重量为0.500kg。将上述粉体于犁铲时混粉机内进行混合,混合时间为120min;
52.2)将混合好的粉体进行冷等静压成型,成型工艺为:等静压压力150mpa,保压时间90s,等静压胶套直径为
53.3)将等静压成型锭子进行氢气烧结,具体工艺为:以5℃/min的升温速度分别升温至850℃保温60min、880℃保温120min,随炉冷却至室温。
54.4)将烧结锭子进行热挤压成带材或丝材,工艺为:挤压温度为650~850℃、保温时间为2~4h、氢气气氛。
55.实施例与对比例成品丝材关键性能对比如表1所示.
56.性能指标的测试方法:按照国家或行业相关标准。
57.密度:gb/t 3850-2015
58.抗拉强度:gb228-87
59.延展率:gb15821-1995
60.电阻率:gb/t 351-2019
61.表1
[0062][0063]
通过实施例、对比例数据可以看出,本发明通过调整适宜的制备工艺,采用梯度升温并控制升温速率,有效的提升锭子的致密性;同时结合真空自耗电弧熔炼工艺,有效的提升弥散强化效果并增强了不同相界面间的结合强度,极大的提升材料的抗电弧烧损性能。从而使得最终成品材料的密度达到近全致密并具备更为优良的抗熔焊及抗电弧烧损特性。与现有技术相比,取得较好的技术效果,适合产业化推广应用。
[0064]
在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
[0065]
本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1