一种铝基合金制品及其制备方法与流程
1.本发明属于铝基合金制备技术领域,特别涉及一种铝基合金制品及其制备方法。
背景技术:
2.复合材料可分为三类:聚合物基复合材料(pmc)、金属基复合材料 (mmc)、陶瓷基复合材料(cmc)。金属基复合材料基体主要是铝、镍、镁、钛等。铝在制作复合材料上有许多特点,如质量轻、密度小、可塑性好,铝基复合技术容易掌握,易于加工等。此外,铝基复合材料比强度和比刚度高,高温性能好,更耐疲劳和更耐磨,阻尼性能好,热膨胀系数低。同其他复合材料一样,它能组合特定的力学和物理性能,以满足产品的需要。因此,铝基复合材料已成为金属基复合材料中最常用的、最重要的材料之一。按照增强体的不同,铝基复合材料可分为纤维增强铝基复合材料和颗粒增强铝基复合材料。纤维增强铝基复合材料具有比强度、比模量高,尺寸稳定性好等一系列优异性能,但价格昂贵,主要用于航天领域,作为航天飞机、人造卫星、空间站等的结构材料。颗粒增强铝基复合材料可用来制造卫星及航天用结构材料、飞机零部件、金属镜光学系统、汽车零部件;此外还可以用来制造微波电路插件、惯性导航系统的精密零件、涡轮增压推进器、电子封装器件等。
3.目前,铝基合金的应用范围越来越广泛,而其本身的硬度、耐磨和耐腐蚀性能却无法适应很多的场景,导致该材料的应用范围大幅度缩小。
4.因此,发明一种铝基合金制品及其制备方法来解决上述问题很有必要。
技术实现要素:
5.针对上述问题,本发明提供了一种铝基合金制品及其制备方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种铝基合金制品,所述铝基合金制品为采用玄武岩纤维增强其硬度的铝基合金板材,所述铝基合金板材表面为开孔设置,且该铝基合金板材的表面及开孔位置均设置有铝基非晶合金涂层。
7.铝基合金制品的制备方法,包括以下步骤:
8.(1)首先制备含有玄武岩纤维的铝基合金板材;
9.(2)然后使用钻孔设备在铝基合金板材上开设孔;
10.(3)最后在开有孔的铝基合金板材表面和孔内喷涂上铝基非晶合金涂层。
11.进一步的,所述含有玄武岩纤维的铝基合金板材的原料按重量百分比为:玄武岩纤维0.1%-2%、铜1.5%-3.0%、镁2.5%-4.0%、锌6.0%-7.0%、锰 0.01-0.1%、铁0.2%-0.5%、硅0.3%-1.0%和余量的铝。
12.进一步的,所述质量含有玄武岩纤维的铝基合金板材的方法包括以下步骤:
13.s1:首先将玄武岩纤维短切至成细小颗粒状,再将其进行机械球磨粉碎,然后将球磨完的纤维烘干,进行筛分,从而获得长度为60μm左右相对均匀的玄武岩短纤维;
14.s2:首先将步骤s1中的玄武岩短纤维置于无水乙醇中通过超声波预分散25min,然
后加入剩余原料配制成混合溶液,进行电磁搅拌60min,搅拌完成后用真空泵进行抽滤,然后置于70℃的真空烘箱中保温干燥8h,真空条件降温至室温后取出,采用公转速度为60r/min、自转速度为120r/min 和球料比为1:5的机械球磨参数混合3h,最终获得干燥的混合预烧结合金粉料;
15.s3:将步骤s2中的预烧结合金粉末利用石墨模具进行组装,采用真空热压烧结炉进行烧结成型,制备得到含有玄武岩纤维的铝基合金板材。
16.进一步的,所述步骤s1中的球磨工艺参数为:使用乙醇作为助磨剂进行湿磨,球料比为3:1,球磨转速为250r/min,球磨时间为2h。
17.进一步的,所述步骤s3中的烧结工艺参数:烧结温度为650℃,烧结压力为30mpa,保温时间10min。
18.进一步的,所述铝基合金板材表面和孔内喷涂上铝基非晶合金涂层的方法包括以下步骤:
19.a:首先将制备得到的含有玄武岩纤维的铝基合金板材相应的位置进行打孔,并且将打孔产生的碎屑进行收集,以及选用部分含有玄武岩纤维的铝基合金板材作为涂层原料;
20.b:对步骤a中的铝基合金板材表面和孔内进行清洁、脱脂、干燥和喷砂处理;
21.c:将步骤a中的涂层原料加入雾化器中,加热抽真空,使其完全融化,加入至hvaf热喷涂装置中,由于hvaf热喷涂装置的雾化腔体中含有高压高纯氩气,喷嘴末端的熔体将被雾化成较小的液滴并快速冷却形成不同粒度的粉体,喷至含有玄武岩纤维的铝基合金板材上,形成铝基非晶合金涂层。
22.本发明的技术效果和优点:
23.1、本发明通过在铝基合金板体中加入玄武岩纤维,经过其优良的力学性能、耐高温性能、抗腐蚀、低密度及低成本,特别适合作为制造高强、耐温、抗腐、轻质的材料,从而提高铝基合金办法的硬度、耐腐蚀性和耐磨性能,增加其使用寿命和适用场所。
24.2、本发明通过铝基合金板体表面喷涂铝基非晶合金涂层,从而在铝基合金板体表面以及开孔位置形成一个保护层,从而大大的提高了铝基合金的耐腐蚀性和耐磨性能,增加其使用寿命和适用场所。
25.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书所指出的结构来实现和获得。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,对本发明实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例1:
28.本发明提供了一种铝基合金制品,所述铝基合金制品为采用玄武岩纤维增强其硬度的铝基合金板材,所述铝基合金板材表面为开孔设置,且该铝基合金板材的表面及开孔
位置均设置有铝基非晶合金涂层;所述含有玄武岩纤维的铝基合金板材的原料按重量百分比为:玄武岩纤维0.1%、铜 1.5%、镁4.0%、锌7.0%、锰0.01%、铁0.2%、硅0.3%和余量的铝;
29.本发明还公开了一种铝基合金制品的制备方法,包括以下步骤:
30.s1:首先将玄武岩纤维短切至成细小颗粒状,再将其进行机械球磨粉碎,球磨工艺参数为:使用乙醇作为助磨剂进行湿磨,球料比为3:1,球磨转速为250r/min,球磨时间为2h,然后将球磨完的纤维烘干,进行筛分,从而获得长度为60μm左右相对均匀的玄武岩短纤维;
31.s2:首先将步骤s1中的玄武岩短纤维置于无水乙醇中通过超声波预分散25min,然后加入剩余原料配制成混合溶液,进行电磁搅拌60min,搅拌完成后用真空泵进行抽滤,然后置于70℃的真空烘箱中保温干燥8h,真空条件降温至室温后取出,采用公转速度为60r/min、自转速度为120r/min 和球料比为1:5的机械球磨参数混合3h,最终获得干燥的混合预烧结合金粉料;
32.s3:将步骤s2中的预烧结合金粉末利用石墨模具进行组装,烧结工艺参数:烧结温度为650℃,烧结压力为30mpa,保温时间10min,采用真空热压烧结炉进行烧结成型,制备得到含有玄武岩纤维的铝基合金板材;
33.s4:首先将制备得到的含有玄武岩纤维的铝基合金板材相应的位置进行打孔,并且将打孔产生的碎屑进行收集,以及选用部分含有玄武岩纤维的铝基合金板材作为涂层原料;
34.s5:对步骤s4中的铝基合金板材表面和孔内进行清洁、脱脂、干燥和喷砂处理;
35.s6:将步骤s4中的涂层原料加入雾化器中,加热抽真空,使其完全融化,加入至hvaf热喷涂装置中,由于hvaf热喷涂装置的雾化腔体中含有高压高纯氩气,喷嘴末端的熔体将被雾化成较小的液滴并快速冷却形成不同粒度的粉体,喷至含有玄武岩纤维的铝基合金板材上,形成铝基非晶合金涂层。
36.实施例2:
37.本发明提供了一种铝基合金制品,所述铝基合金制品为采用玄武岩纤维增强其硬度的铝基合金板材,所述铝基合金板材表面为开孔设置,且该铝基合金板材的表面及开孔位置均设置有铝基非晶合金涂层;所述含有玄武岩纤维的铝基合金板材的原料按重量百分比为:玄武岩纤维1%、铜2.3%、镁3.4%、锌6.5%、锰0.05%、铁0.35%、硅0.7%和余量的铝;
38.本发明还公开了一种铝基合金制品的制备方法,包括以下步骤:
39.s1:首先将玄武岩纤维短切至成细小颗粒状,再将其进行机械球磨粉碎,球磨工艺参数为:使用乙醇作为助磨剂进行湿磨,球料比为3:1,球磨转速为250r/min,球磨时间为2h,然后将球磨完的纤维烘干,进行筛分,从而获得长度为60μm左右相对均匀的玄武岩短纤维;
40.s2:首先将步骤s1中的玄武岩短纤维置于无水乙醇中通过超声波预分散25min,然后加入剩余原料配制成混合溶液,进行电磁搅拌60min,搅拌完成后用真空泵进行抽滤,然后置于70℃的真空烘箱中保温干燥8h,真空条件降温至室温后取出,采用公转速度为60r/min、自转速度为120r/min 和球料比为1:5的机械球磨参数混合3h,最终获得干燥的混合预
烧结合金粉料;
41.s3:将步骤s2中的预烧结合金粉末利用石墨模具进行组装,烧结工艺参数:烧结温度为650℃,烧结压力为30mpa,保温时间10min,采用真空热压烧结炉进行烧结成型,制备得到含有玄武岩纤维的铝基合金板材;
42.s4:首先将制备得到的含有玄武岩纤维的铝基合金板材相应的位置进行打孔,并且将打孔产生的碎屑进行收集,以及选用部分含有玄武岩纤维的铝基合金板材作为涂层原料;
43.s5:对步骤s4中的铝基合金板材表面和孔内进行清洁、脱脂、干燥和喷砂处理;
44.s6:将步骤s4中的涂层原料加入雾化器中,加热抽真空,使其完全融化,加入至hvaf热喷涂装置中,由于hvaf热喷涂装置的雾化腔体中含有高压高纯氩气,喷嘴末端的熔体将被雾化成较小的液滴并快速冷却形成不同粒度的粉体,喷至含有玄武岩纤维的铝基合金板材上,形成铝基非晶合金涂层。
45.实施例3:
46.本发明提供了一种铝基合金制品,所述铝基合金制品为采用玄武岩纤维增强其硬度的铝基合金板材,所述铝基合金板材表面为开孔设置,且该铝基合金板材的表面及开孔位置均设置有铝基非晶合金涂层;所述含有玄武岩纤维的铝基合金板材的原料按重量百分比为:玄武岩纤维2%、铜3.0%、镁2.5%、锌6.0%、锰0.1%、铁0.5%、硅1.0%和余量的铝;
47.本发明还公开了一种铝基合金制品的制备方法,包括以下步骤:
48.s1:首先将玄武岩纤维短切至成细小颗粒状,再将其进行机械球磨粉碎,球磨工艺参数为:使用乙醇作为助磨剂进行湿磨,球料比为3:1,球磨转速为250r/min,球磨时间为2h,然后将球磨完的纤维烘干,进行筛分,从而获得长度为60μm左右相对均匀的玄武岩短纤维;
49.s2:首先将步骤s1中的玄武岩短纤维置于无水乙醇中通过超声波预分散25min,然后加入剩余原料配制成混合溶液,进行电磁搅拌60min,搅拌完成后用真空泵进行抽滤,然后置于70℃的真空烘箱中保温干燥8h,真空条件降温至室温后取出,采用公转速度为60r/min、自转速度为120r/min 和球料比为1:5的机械球磨参数混合3h,最终获得干燥的混合预烧结合金粉料;
50.s3:将步骤s2中的预烧结合金粉末利用石墨模具进行组装,烧结工艺参数:烧结温度为650℃,烧结压力为30mpa,保温时间10min,采用真空热压烧结炉进行烧结成型,制备得到含有玄武岩纤维的铝基合金板材;
51.s4:首先将制备得到的含有玄武岩纤维的铝基合金板材相应的位置进行打孔,并且将打孔产生的碎屑进行收集,以及选用部分含有玄武岩纤维的铝基合金板材作为涂层原料;
52.s5:对步骤s4中的铝基合金板材表面和孔内进行清洁、脱脂、干燥和喷砂处理;
53.s6:将步骤s4中的涂层原料加入雾化器中,加热抽真空,使其完全融化,加入至hvaf热喷涂装置中,由于hvaf热喷涂装置的雾化腔体中含有高压高纯氩气,喷嘴末端的熔体将被雾化成较小的液滴并快速冷却形成不同粒度的粉体,喷至含有玄武岩纤维的铝基合金板材上,形成铝基非晶合金涂层。
54.实施例4:
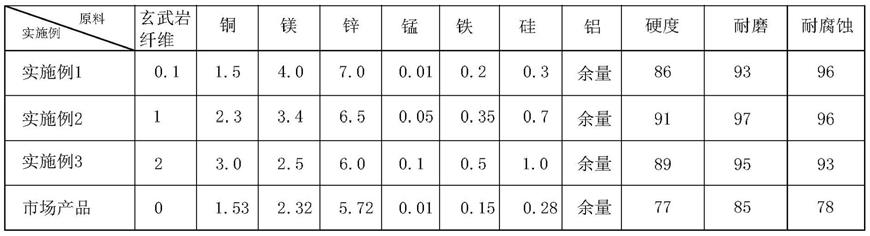
55.将实施例1-3中所制备的产品与现有产品采用微观组织和性能检测其相对应的硬度和耐磨耐腐蚀性,其结果如下表所示:
[0056][0057]
结论:通过在铝基合金板体中加入玄武岩纤维,经过其优良的力学性能、耐高温性能、抗腐蚀、低密度及低成本,特别适合作为制造高强、耐温、抗腐、轻质的材料,从而提高铝基合金办法的硬度、耐腐蚀性和耐磨性能,增加其使用寿命和适用场所;
[0058]
通过铝基合金板体表面喷涂铝基非晶合金涂层,从而在铝基合金板体表面以及开孔位置形成一个保护层,从而大大的提高了铝基合金的耐腐蚀性和耐磨性能,增加其使用寿命和适用场所。
[0059]
尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1