铝镁硅合金及其制备方法和应用与流程
文档序号:29041192发布日期:2022-02-25 20:47阅读:482来源:国知局
1.本发明涉及铝材技术领域,特别涉及一种铝镁硅合金及其制备方法和应用。
背景技术:
2.铝合金具有价格低廉、重量轻、强度高、加工性能良好、导电性和耐腐蚀性能优异的特点,广泛应用于电线电缆、交轨型材、电极等领域。
3.铝镁硅(al-mg-si)合金是常见的铝合金材料,其导电性能优异。然而,传统的铝镁硅合金在固溶淬火状态或热加工后,放置于室温环境一段时间后再进行时效处理,其强度降低,使得强度和导电率无法同时满足使用要求。因此,需要开发一种抗拉强度和屈服强度较高、且导电性能优异的铝镁硅合金材料。
技术实现要素:
4.基于此,本发明提供了一种铝镁硅合金材料及其制备方法和应用,其具有较高的抗拉强度、屈服强度和导电率。
5.本发明解决上述技术问题的技术方案如下。
6.一种铝镁硅合金,按质量百分比计,包括以下组分:
7.mg:0.40wt%~0.75wt%、si:0.40wt%~0.80wt%、fe:0.05wt%~0.25wt%、cu:0.05wt%~0.25wt%、zr:0.03wt%~0.20wt%、mn:0.005wt%~0.05wt%、ti:0.01wt%~0.05wt%、y:0~0.20wt%、gd:0~0.20wt%、la:0.01wt%~0.10wt%、sr:0.008wt%~0.05wt%及余量的al。
8.在其中一些实施例中,铝镁硅合金中,按质量百分比计,包括以下组分:
9.mg:0.55wt%~0.75wt%、si:0.50wt%~0.70wt%、fe:0.08wt%~0.15wt%、cu:0.10wt%~0.20wt%、zr:0.04wt%~0.10wt%、mn:0.005wt%~0.01wt%、ti:0.02wt%~0.04wt%、y:0.01wt%~0.15wt%、gd:0.01wt%~0.15wt%、la:0.02wt%~0.08wt%、sr:0.01wt%~0.03wt%及余量的al。
10.在其中一些实施例中,铝镁硅合金中,mg与si的质量比为(0.78~1.5):1。
11.在其中一些实施例中,铝镁硅合金中,fe、cu、zr、mn和ti的质量之和为0.136wt%~0.8wt%。
12.在其中一些实施例中,铝镁硅合金中,y、gd和la的质量之和为0.04wt%~0.38wt%。
13.本发明提供了一种铝镁硅合金的制备方法,包括以下步骤:
14.按照上述的铝镁硅合金的组分加入原料,,依次进行熔炼、精炼及浇铸,得到合金铸锭;
15.将所述合金铸锭依次进行均匀化处理和热挤压处理,得到合金棒材;
16.将所述合金棒材进行时效处理。
17.在其中一些实施例中,铝镁硅合金的制备方法中,所述时效处理包括以下步骤:
18.先将所述合金棒材进行自然时效处理,再进行人工时效处理。
19.在其中一些实施例中,铝镁硅合金的制备方法中,所述自然时效的时间为0.2~30天;所述人工时效的温度为170℃~220℃,时效时间为6h~12h。
20.在其中一些实施例中,铝镁硅合金的制备方法中,所述均匀化处理包括第一均匀化处理和第二均匀化处理中的至少一种;所述第一均匀化处理的温度为450℃~500℃,时间为1h~10h;所述第二均匀化处理的温度为540℃~565℃,时间为6h~12h。
21.在其中一些实施例中,铝镁硅合金的制备方法中,所述热挤压处理的温度为460℃~500℃,速度为2.0m/min~5.0m/min,挤压比为30~80。
22.本发明提供了一种上述铝镁硅合金在制备铝合金制品中的应用。
23.本发明还提供了一种铝合金制品,其材质包含上述的铝镁硅合金。
24.与现有技术相比较,本发明的铝镁硅合金及其制备方法具有如下有益效果:
25.上述铝镁硅合金,通过将mg、si、fe、cu、zr、mn、ti、y、gd、la、sr和al按特定比例添加,有效减缓mg原子和si原子在室温偏聚成原子团簇,有效解决传统铝镁硅合金经过固溶淬火或热加工放置室温后,再进行人工时效时强度下降的问题,在此基础上还能够有效提升铝镁硅合金的抗拉强度和屈服强度,同时铝镁硅合金的导电率基本无影响。
附图说明
26.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
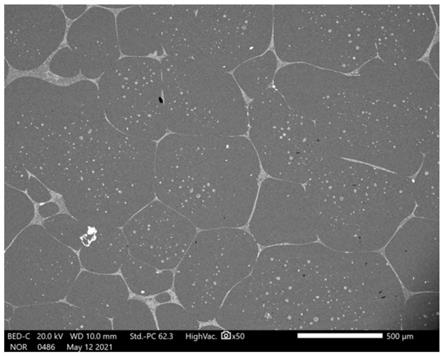
27.图1为实施例1步骤(3)得到的均匀化合金铸锭的组织图。
具体实施方式
28.以下结合具体实施例对本发明的技术方案作进一步详细的说明。本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。应当理解,提供这些实施方式的目的是使对本发明公开内容理解更加透彻全面。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
31.本发明实施例说明书中所提到的相关成分的重量不仅仅可以指代各组分的具体含量,也可以表示各组分间重量的比例关系,因此,只要是按照本发明实施例说明书相关组分的含量按比例放大或缩小均在本发明实施例说明书公开的范围之内。具体地,本发明实施例说明书中所述的重量可以是μg、mg、g、kg等化工领域公知的质量单位。
32.本发明一实施方式提供了一种铝镁硅合金,按质量百分比计,包括以下组分:
33.mg:0.40wt%~0.75wt%、si:0.40wt%~0.80wt%、fe:0.05wt%~0.25wt%、cu:0.05wt%~0.25wt%、zr:0.03wt%~0.20wt%、mn:0.005wt%~0.05wt%、ti:0.01wt%~0.05wt%、y:0~0.20wt%、gd:0~0.20wt%、la:0.01wt%~0.10wt%、sr:0.008wt%~0.05wt%及余量的al。
34.在其中一些示例中,铝镁硅合金中,按质量百分比计,包括以下组分:
35.mg:0.55wt%~0.75wt%、si:0.50wt%~0.70wt%、fe:0.08wt%~0.15wt%、cu:0.10wt%~0.20wt%、zr:0.04wt%~0.10wt%、mn:0.005wt%~0.01wt%、ti:0.02wt%~0.04wt%、y:0.01wt%~0.15wt%、gd:0.01wt%~0.15wt%、la:0.02wt%~0.08wt%、sr:0.02wt%~0.03wt%及余量的al。
36.在其中一些示例中,铝镁硅合金中,按质量百分比计,包括以下组分:
37.mg:0.60wt%~0.72wt%、si:0.57wt%~0.66wt%、fe:0.08wt%~0.10wt%、cu:0.10wt%~0.15wt%、zr:0.043wt%~0.053wt%、mn:0.005wt%~0.008wt%、ti:0.021wt%~0.035wt%、y:0.01wt%~0.05wt%、gd:0.05wt%~0.10wt%、la:0.03wt%~0.075wt%、sr:0.03wt%~0.05wt%及余量的al。
38.可选地,按质量百分比计,包括以下组分:
39.mg:0.65wt%~0.72wt%、si:0.57wt%~0.62wt%、fe:0.08wt%~0.10wt%、cu:0.10wt%~0.13wt%、zr:0.050wt%~0.053wt%、mn:0.005wt%、ti:0.030wt%~0.035wt%、y:0.030wt%~0.043wt%、gd:0.056wt%~0.060wt%、la:0.050wt%~0.075wt%、sr:0.05wt%及余量的al。
40.在其中一些较优的示例中,铝镁硅合金中,按质量百分比计,包括以下组分:
41.mg:0.70wt%、si:0.62wt%、fe:0.08wt%、cu:0.10wt%、zr:0.08wt%、mn:0.05wt%、ti:0.0035wt%、y:0.051wt%、gd:0.056wt%、la:0.068wt%、sr:0.030wt%及余量的al。
42.在其中一些示例中,铝镁硅合金中,mg与si的质量比为(0.78~1.5):1;可选地,mg与si的质量比为(0.9~1.25):1。
43.在其中一些示例中,铝镁硅合金中,mg与si的质量比为(1.0~1.2):1;优选地,mg与si的质量比为(1.0~1.15):1。
44.在其中一些示例中,铝镁硅合金中,fe、cu、zr、mn和ti的质量之和小于0.8wt%;可选地,fe、cu、zr、mn和ti的质量之和为0.136~0.45wt%;进一步地,fe、cu、zr、mn和ti的质量之和为0.136wt%~0.3wt%。
45.在其中一些示例中,铝镁硅合金中,fe、cu、zr、mn和ti的质量之和为0.20wt%~0.28wt%;优选地,fe、cu、zr、mn和ti的质量之和为0.23wt%~0.27wt%。
46.在其中一些示例中,铝镁硅合金中,y、gd和la的质量之和为0.04wt%~0.38wt%;可选地,y、gd和la的质量之和为0.1wt%~0.3wt%;进一步地,y、gd和la的质量之和为0.12wt%~0.25wt%;优选地,y、gd和la的质量之和为0.14wt%~0.18wt%。
47.上述铝镁硅合金,通过将mg、si、fe、cu、zr、mn、ti、y、gd、la、sr和al按特定比例添加,其中过渡金属fe、cu、zr、mn和ti的质量之和小于0.8wt%,稀土元素y、gd和la的质量之和为0.136wt%~0.8wt%,有效减缓避免mg原子和si原子在室温偏聚成原子团簇,从而有
效解决铝镁硅合金经过固溶淬火或热加工后,合金放置室温一段时间,再次进行人工时效强度下降的问题,在强度不降低的基础上还能够有效提升铝镁硅合金的抗拉强度和屈服强度,同时铝镁硅合金的导电率基本无影响。
48.本发明一实施方式提供了一种铝镁硅合金的制备方法,包括步骤s10~s50。
49.步骤s10:按照上述的铝镁硅合金的组分提供各原料,将各原料混合后,依次进行熔炼、精炼及浇铸,得到合金铸锭。
50.在其中一些示例中,步骤s10中,al采用铝锭的形式添加。可选地,铝锭的纯度大于99.7%。
51.在其中一些示例中,步骤s10中,mg采用镁锭的形式添加。可选地,镁锭的纯度大于99.9%。
52.在其中一些示例中,步骤s10中,si、sc、er、y、yb、zr、fe采用与al的中间合金形式添加。可以理解,si、fe、cu、zr、mn、ti、y、gd、la、sr分别以al-si、al-fe、al-cu、al-zr、al-mn、al-ti、al-y、al-gd、al-la、al-sr的中间合金形式添加。
53.在其中一些示例中,步骤s10中,加料的温度为680℃~700℃。
54.在其中一些示例中,步骤s10中,熔炼的温度为730℃~750℃。
55.在其中一些具体的示例中,步骤s10中,熔炼的温度为740℃。
56.在特定温度下进行熔炼,有利于降低合金元素的烧损。
57.在其中一些示例中,步骤s10中,在熔炼步骤后,搅拌熔炼得到的熔体。
58.在其中一些示例中,步骤s10中,搅拌的速度为80r/min~300r/min;可选地,搅拌的速度为100r/min~200r/min。
59.在其中一些具体的示例中,步骤s10中,搅拌的速度为150r/min。
60.可以理解,搅拌的方式可以为但不限于电机搅拌。
61.在其中一些示例中,步骤s10中,精炼步骤中使用的精炼剂为六氯乙烷。
62.在其中一些示例中,步骤s10中,精炼剂的质量为铝镁硅合金总质量的0.25wt%~0.50wt%;可选地,精炼剂的质量为铝镁硅合金总质量的0.30wt%~0.40wt%。
63.在其中一些具体的示例中,步骤s10中,精炼剂的质量为铝镁硅合金总质量的0.30wt%。
64.在其中一些示例中,步骤s10中,精炼的温度为750℃~760℃。
65.在其中一些具体的示例中,步骤s10中,精炼的温度为750℃。
66.在其中一些示例中,步骤s10中,将熔体进行精炼步骤之后,在浇铸步骤之前,还包括对精炼后的熔体进行除气、除渣的步骤。
67.在其中一些示例中,步骤s10中,除气的时间为4min~8min;可选地,除气的时间为4min~6min。
68.在其中一些具体的示例中,步骤s10中,除气的时间为4min。
69.在其中一些示例中,步骤s10中,采用氩气对精炼后的熔体进行除气。
70.在其中一些示例中,步骤s10中,氩气的流量为8l/min~12l/min。
71.在其中一些具体的示例中,步骤s10中,氩气的流量为8l/min。
72.在其中一些示例中,步骤s10中,氩气的纯度为99.999%。
73.在其中一些示例中,步骤s10中,采用旋转多孔除气装置对精炼后的熔体进行除
气。
74.在其中一些示例中,步骤s10中,旋转速度为80r/min~400r/min;可选地,旋转速度为100r/min~200r/min.
75.在其中一些具体的示例中,步骤s10中,旋转速度为150r/min。
76.在其中一些示例中,步骤s10中,将除气后的熔体在730℃~740℃静置,静置时间》30min。
77.在其中一些示例中,步骤s10中,在浇铸步骤之前,还包括将静置后的熔体进行过滤的步骤。
78.在其中一些示例中,步骤s10中,采用双层泡沫陶瓷过滤板进行过滤,双层泡沫陶瓷过滤板的孔径为20~40ppi或40~60ppi,泡沫陶瓷的预热温度》300℃。
79.在其中一些示例中,步骤s10中,浇铸的温度为730℃~740℃。
80.在其中一些具体的示例中,步骤s10中,浇铸的温度为740℃。
81.在其中一些示例中,步骤s10中,浇铸使用的模具预热至200℃以上。
82.步骤s20:将步骤s10得到的合金铸锭进行均匀化处理。
83.在其中一些示例中,步骤s20中,均匀化处理包括第一均匀化处理和第二均匀化处理中的至少一种。可以理解,均匀化处理可以仅进行第一均匀化处理或者仅进行第二均匀化处理,或者同时进行第一均匀化处理和第二均匀化处理。
84.在其中一些示例中,步骤s20中,第一均匀化处理的温度为450℃~500℃,时间为1h~10h。
85.在其中一些具体的示例中,步骤s20中,第一均匀化处理的温度为470℃~500℃,时间为5h。
86.在其中一些示例中,步骤s20中,第二均匀化处理的温度为540℃~565℃,时间为6h~12h。
87.在其中一些具体的示例中,步骤s20中,第二均匀化处理的温度为560℃,时间为7h。
88.在其中一些示例中,步骤s20中,均匀化处理为第一均匀化处理,第一均匀化处理的温度为450℃~500℃,时间为5h~10h。可以理解,单独进行第一均匀化处理,需要较长的时间达到合金均匀。
89.在其中一些较优的示例中,步骤s20中,均匀化处理为先进行第一均匀化处理后,再进行第二均匀化处理。
90.先进行第一均匀化处理后,再进行第二均匀化处理,有利于晶粒内部第二相球化,同时降低晶界针状第二相的数量,可进一步提高合金热挤压后的力学性能。
91.在其中一些示例中,步骤s20中,将均匀化处理的合金铸锭冷却。
92.在其中一些示例中,步骤s20中,冷却的方式为风机冷却或水冷。
93.步骤s30:将步骤s20均匀化处理的合金铸锭进行热挤压处理。
94.在其中一些示例中,步骤s30中,在挤压筒中对合金铸锭进行热挤压处理,得到合金棒材。
95.在其中一些示例中,步骤s30中,控制挤压筒的温度为450~500℃,模具的温度440~490℃,将合金铸锭470℃~520℃保温1.5h~2h,再进行挤压。可以理解,热挤压的温度为
470℃~520℃。
96.在其中一些具体的示例中,步骤s30中,控制合金铸锭的温度为480℃~500℃。
97.在其中一些示例中,步骤s30中,挤压速度为2.0m/min~5.0m/min,挤压比为30~80。
98.在其中一些具体的示例中,步骤s30中,挤压速度为2.0m/min,挤压比为56。
99.在其中一些示例中,步骤s30中,热挤压步骤后冷却,冷却的方式为风机冷却或水冷。
100.步骤s40:将合金棒材进行矫直与预拉伸。
101.在其中一些示例中,步骤s40中,预拉伸的变形量《10%。
102.在其中一些具体的示例中,步骤s40中,预拉伸的变形量为3%。
103.步骤s50:将热挤压处理得到的合金棒材进行时效处理。
104.在其中一些示例中,步骤s50中,时效处理包括以下步骤:
105.先将合金棒材进行自然时效处理,再进行人工时效处理。
106.在其中一些示例中,步骤s50中,自然时效的时间为1~30天;人工时效的温度为170℃~220℃,时效时间为6h~12h。
107.可选地,步骤s50中,自然时效的时间为5~21天;人工时效的温度为190℃~210℃,时效时间为10h~12h。
108.在其中一些具体的示例中,步骤s50中,自然时效的时间为21天;人工时效的温度200℃,时效时间为12h。
109.通过将mg、si、fe、cu、zr、mn、ti、y、gd、la、sr和al按特定比例添加,进一步采用特定的工艺及工艺参数进行调控,在能够保持较好电导率的基础上,有效提高铝镁硅合金的抗拉强度和屈服强度。
110.本发明一实施方式提供了上述铝镁硅合金在制备铝合金制品中的应用。本发明另一实施方式提供了一种铝合金制品,其材质包含上述的铝镁硅合金。
111.上述铝镁硅合金用于制备铝合金制品,可赋予铝合金制品较高电导率、抗拉强度和屈服强度。
112.在其中一些实施例中,铝合金制品包括但不限于电线电缆、交轨型材、电极。
113.在其中一些实施例中,铝合金制品的材质可为上述的铝镁硅合金,即采用上述的铝镁硅合金直接制备铝合金制品。在另一些实施例中,铝合金制品的材质除了包含上述的铝镁硅合金,还可包括其他材料。
114.具体实施例
115.以下按照本发明的铝镁硅合金及其制备方法和应用举例,可理解,本发明的铝镁硅合金及其制备方法和应用并不局限于下述实施例。
116.实施例1
117.(1)配料
118.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%ti、al-10%la、al-10%sr):
119.mg:0.60wt%、si:0.63wt%、fe:0.090wt%、cu:0.15wt%、zr:0.043wt%、mn:0.0080wt%、ti:0.021wt%、la:0.030wt%、sr:0.030wt%,余量为al和不可避免的杂质;其
中,铝中间合金中的al-20%si表示si占al-si合金总质量的20%,al-5%zr表示zr占al-zr合金总质量的5%;fe、cu、zr、mn和ti的质量之和为0.312%。
120.(2)熔铸、精炼及浇铸
121.在700℃下加入铝锭、镁锭和铝中间合金,待原料完全熔化后,电机搅拌熔体,搅拌速度为150r/min;再升温至750℃进行精炼,精炼剂为六氯乙烷,精炼剂的添加量为总合金质量的0.30wt%;然后采用多孔除气装置充氩气进行除气,除渣,其中,多孔除气装置旋转速度为150r/min,高纯氩气流量为8l/min,时间为4min;再将熔体于740℃静置35分钟后,通过预热温度》300℃,孔径为20/40ppi的双层泡沫陶瓷过滤板,浇铸至水冷模具中,得到合金铸锭。
122.(3)均匀化处理
123.将步骤(2)中得到合金铸锭在470℃下均匀化处理5h后,再在560℃下均匀化处理7h,水冷,得到均匀化合金铸锭。
124.(4)热挤压处理
125.将步骤(3)中制备得到的均匀化合金铸锭在500℃保温2小时后进行热挤压处理,挤压筒的温度为480℃,模具温度为470℃,挤压速度为2m/min,挤压比56,得到的合金棒材。
126.(5)将步骤(4)得到的合金棒材进行矫直与预拉伸,预拉伸变形量为3%。
127.(6)将步骤5得到的合金棒材先在室温下进行自然时效21天,再在200℃下人工时效处理12小时,水冷,得到铝镁硅合金。
128.实施例1步骤(3)得到的均匀化合金铸锭的组织图如图1所示。由图1可以看出,实施例1中经470℃均匀化5h,560℃均匀化7h处理的均匀化合金铸锭晶粒内部有球形的第二相组织,晶界没有针状第二相,在挤压后可提高铝镁硅合金的抗拉强度和屈服强度。
129.实施例2
130.与实施例1基本相同,不同点在于,步骤(1)中的配料以及步骤(6)不同,步骤(1)和步骤(6)具体如下:
131.(1)配料
132.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%ti、al-10%la、al-10%sr):
133.mg:0.63wt%、si:0.66wt%、fe:0.093wt%、cu:0.12wt%、zr:0.047wt%、mn:0.0050wt%、ti:0.023wt%、la:0.030wt%、sr:0.030wt%,余量为al和不可避免的杂质;fe、cu、zr、mn和ti的质量之和为0.288%。
134.(2)~(5)同实施例1。
135.(6)将步骤5得到的合金棒材先在室温下进行自然时效5天,再在200℃下人工时效处理12小时,水冷,得到铝镁硅合金。
136.实施例3
137.与实施例1基本相同,不同点在于,步骤(1)中的配料不同,步骤(1)具体如下:
138.(1)配料
139.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%ti、al-10%y、al-15%gd、al-10%la、al-10%sr):
140.mg:0.72wt%、si:0.62wt%、fe:0.10wt%、cu:0.13wt%、zr:0.053wt%、mn:0.0050wt%、ti:0.030wt%、y:0.030wt%、gd:0.060wt%、la:0.050wt%、sr:0.050wt%,余量为al和不可避免的杂质;fe、cu、zr、mn和ti的质量之和为0.318%,y、gd和la的质量之和为0.14wt%。
141.实施例4
142.与实施例1基本相同,不同点在于,步骤(1)中的配料不同,步骤(1)具体如下:
143.(1)配料
144.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%ti、al-10%y、al-15%gd、al-10%la、al-10%sr):
145.mg:0.65wt%、si:0.57wt%、fe:0.080wt%、cu:0.10wt%、zr:0.050wt%、mn:0.0050wt%、ti:0.035wt%、y:0.043wt%、gd:0.056wt%、la:0.075wt%、sr:0.050wt%,余量为al和不可避免的杂质;fe、cu、zr、mn和ti的质量之和为0.270%,y、gd和la的质量之和为0.174wt%。
146.实施例5
147.(1)配料
148.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%ti、al-10%y、al-15%gd、al-10%la、al-10%sr):
149.mg:0.70wt%、si:0.62wt%、fe:0.08wt%、cu:0.10wt%、zr:0.08wt%、mn:0.05wt%、ti:0.0035wt%、y:0.051wt%、gd:0.056wt%、la:0.068wt%、sr:0.030wt%,余量为al和不可避免的杂质;fe、cu、zr、mn和ti的质量之和为0.2385%,y、gd和la的质量之和为0.175wt%。
150.(2)熔铸、精炼及浇铸
151.在700℃下加入铝锭、镁锭和铝中间合金,待原料完全熔化后,电机搅拌熔体,搅拌速度为150r/min;再升温至750℃进行精炼,精炼剂为六氯乙烷,精炼剂的添加量为总合金质量的0.30wt%;然后采用多孔除气装置充氩气进行除气,除渣,其中,多孔除气装置旋转速度为150r/min,高纯氩气流量为8l/min,时间为4min;再将熔体于740℃静置35分钟后,通过预热温度》300℃,孔径为20/40ppi的双层泡沫陶瓷过滤板,浇铸至水冷模具中,得到合金铸锭。
152.(3)均匀化处理
153.将步骤(2)中得到合金铸锭在470℃下均匀化处理5h后,再在560℃下均匀化处理7h,水冷。
154.(4)热挤压处理
155.将步骤(3)中制备得的均匀化合金铸锭在500℃保温2小时后进行热挤压处理,挤压筒的温度为480℃,模具温度为470℃,挤压速度为2m/min,挤压比56,得到的合金棒材。
156.(5)将步骤(4)得到的合金棒材进行矫直与预拉伸,预拉伸变形量为3%。
157.(6)将步骤5得到的合金棒材先在室温下进行自然时效21天,再在200℃下人工时效处理12小时,水冷,得到铝镁硅合金。
158.对比例1
159.与实施例1基本相同,不同点在于,步骤(1)中的配料以及步骤(6)不同,步骤(1)和步骤(6)具体如下:
160.(1)配料
161.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%sr):
162.mg:0.60wt%、si:0.62wt%、fe:0.085wt%、cu:0.13wt%、zr:0.055wt%、mn:0.0050wt%,余量为al和不可避免的杂质。
163.(2)~(5)同实施例1。
164.(6)将步骤5得到的合金棒材在200℃下人工时效处理12小时,水冷,得到铝镁硅合金。
165.对比例2
166.与实施例1基本相同,不同点在于,步骤(1)中的配料以及步骤(6)不同,步骤(1)和步骤(6)具体如下:
167.(1)配料
168.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%y、al-15%gd):
169.mg:0.70wt%、si:0.61wt%、fe:0.090wt%、cu:0.11wt%、zr:0.050wt%、mn:0.020wt%、y:0.030wt%、gd:0.030wt%,余量为al和不可避免的杂质。
170.(2)~(5)同实施例1。
171.(6)将步骤5得到的合金棒材在200℃下人工时效处理12小时,水冷,得到铝镁硅合金。
172.对比例3
173.与实施例1基本相同,不同点在于,步骤(1)中的配料不同,步骤(1)具体如下:
174.(1)配料
175.按照如下质量百分比准备原料铝锭、镁锭和铝中间合金(al-20%si、al-1%fe、al-30%cu、al-5%zr、al-5%mn、al-10%ti、al-10%la、al-10%sr):
176.mg:0.85wt%、si:0.90wt%、fe:0.20wt%、cu:0.250wt%、zr:0.1wt%、y:0.3wt%、la:0.1wt%,余量为al和不可避免的杂质。
177.实施例1~5和对比例1~3各组分的质量百分数如表1所示。
178.表1(wt%)
179.[0180][0181]
将实施例1~5和对比例1~3得到的铝合金材料进行力学性能和导电率测试,导电率、抗拉强度、屈服强度和断后延伸率的测量标准如下:
[0182]
导电率:gb/t 3048.2-2007;
[0183]
拉伸测试:gb/t 228.1-2010;
[0184]
按照规定,断后延伸率的标准是在10%以上即可;
[0185]
测试结果如表2所示。
[0186]
表2
[0187][0188][0189]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0190]
以上所述实施例仅表达了本发明的几种实施方式,便于具体和详细地理解本发明
的技术方案,但并不能因此而理解为对发明专利保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。应当理解,本领域技术人员在本发明提供的技术方案的基础上,通过合乎逻辑的分析、推理或者有限的试验得到的技术方案,均在本发明所附权利要求的保护范围内。因此,本发明专利的保护范围应以所附权利要求的内容为准,说明书及附图可以用于解释权利要求的内容。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:罗天纵;姚茂海;吕晶;王志坚;熊爱虎;童璨瑜;李杰
- 技术所有人:湖南稀土金属材料研究院有限责任公司
- 我是此专利的发明人
- 上一篇:一种小区状态切换方法及装置与流程
- 上一篇:聚结式过滤器的制作方法
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、王老师:功能高分子材料,污水处理,电化学合成
- 2、赵老师:1. 金属材料表面改性技术 2. 超硬陶瓷材料制备与表面硬化 3. 规整纳米材料制备及应用研究
- 3、王老师:1.数字信号处理 2.传感器技术及应用 3.机电一体化产品开发 4.机械工程测试技术 5.逆向工程技术研究
- 4、王老师:1.精密/超精密加工技术 2.超声波特种加工 3.超声/电火花复合加工 4.超声/激光复合加工 5.复合能量材料表面改性 6.航空航天特种装备研发
- 5、郝老师:1. 先进材料制备 2. 环境及能源材料的制备及表征 3. 功能涂层的设计及制备 4. 金属基复合材料制备
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!
专利分类正在加载中....