一种钨钛合金管靶的制备方法与流程
1.本发明涉及半导体技术领域,尤其涉及一种钨钛合金溅射靶材,具体涉及一种钨钛合金管靶的制备方法。
背景技术:
2.目前,随着集成电路临界线宽的不断减少,为保证电路的可靠性,在布线与金属硅化物之间需要增加一层扩散阻挡层。扩散阻挡层既能阻碍金属的扩散,又能有效改善金属薄膜与基体的结合强度。钨钛合金由于具有稳定的热机械性能、低的电子迁移率、高的抗腐蚀性能和化学稳定性等优点,成为铜及银布线中阻挡cu与si/sio2之间扩散的最佳候选薄膜,特别适用于高电流和高温的严苛环境。其中,在半导体制造技术中,钨钛合金阻挡层主要是由钨钛靶材溅射镀膜制得。
3.现有技术公开了一些有关钨钛合金溅射靶材的研究。例如cn111151763a公开了一种钨钛合金靶材的制备方法,包括:通过将钨钛合金粉末进行冷等静压工艺处理,然后将所述坯料放入包套并进行密封,其中所述包套与所述坯料通过耐高温棉隔离,使得在后续的工艺中所述坯料不会与所述包套发生反应,为后期出炉后从所述包套中取出所述钨钛合金靶材成品非常方便,同时,进行密封后,能够保障所述包套内没有杂质进入;通过将密封后的所述包套放入热处理炉中进行脱气工艺,使得所述坯料内部的空气完全抽出,并且使得所述坯料的分子之间间隙均匀;最后,通过将脱气后的所述包套进行热等静压工艺处理,使得所述坯料被加工成为成熟的靶材,形成的钨钛合金靶材的微观结构能够均匀有韧性且无裂缝存在,致密度能够达到100%。
4.cn102400004a公开了一种钨钛合金靶坯及靶材的制造方法,所述钨钛合金靶坯的制造方法包括:在模具中装入混合钨钛粉末;进行冷压成型工艺和真空热压烧结工艺,将所述模具中的钨钛粉末制成钨钛合金靶坯毛料,所述真空热压烧结工艺的参数为:真空度小于或等于100pa,压力为20~30mpa、烧结温度为1300~1600℃,烧结时间为3~12h。本发明技术方案的钨钛合金靶坯的制造方法,获得的钨钛合金靶坯的微观结构均匀、致密度高、无裂纹符合半导体溅射用,且采用所述钨钛合金靶坯的制造方法获得钨钛合金靶坯的成本低。
5.cn111843161a公开了一种wti靶材和铜背板的焊接方式,该方法通过在靶材焊接面设置槽、背板焊接面进行酸及碱处理及特定的组装方式,实现了wti靶材和铜背板的有效焊接,同时减少了内应力的产生且出炉后无裂纹出现,同时也有效的避免了使用过程中尖端放电及弧光放电等现象的产生。
6.cn111843162a公开了一种wti靶材的焊接方式,该方法是将将wti靶材、铝背板及盖板进行组装,之后置入包套中依次进行脱气处理及焊接,通过在靶材焊接面设置槽、背板焊接面进行碱处理及特定的组装方式,实现了wti靶材和铝背板的有效焊接,也显著减少了内应力的产生,无裂纹产生,强化了溅射效果,使用寿命。
7.然而,现有技术公开的钨钛合金溅射靶材为平面靶材,一方面,采用粉末冶金工业
烧结得到的平面型钨钛合金溅射靶材的利用率仅在30%左右,另一方面,平面型钨钛合金溅射靶材需要先和背板焊接得到靶材组件,才能安装在溅射机台上进行使用,由于平面型钨钛合金溅射靶材和背板的材质不一致,热膨胀系数相差较大,在靶材组件进行加热、冷却等处理时,平面型钨钛合金溅射靶材和背板分别产生变形,而平面型钨钛合金溅射靶材内部承受较大的内应力,冷却后释放应力易产生裂纹,导致溅射效果不理想。
8.为了提高靶材的利用率,人们越来越多地制造和使用管状靶材(简称管靶),即把靶材做成管子形状,管子里面装有静止不动的磁体。溅射过程中,管靶以一定的速度转动,所以也被称为旋转靶材(rotating target/rotary target)。由于转动的管靶和静止不动的磁体之间发生相对运动,使得整个管靶表面均匀地发生溅射,靶材材料的利用率可以高达70%以上。与平面靶相比,管靶具有利用率高、镀膜连续性好、镀膜成分均匀等优点,是理想的溅射靶材,市场需求量巨大。随着镀膜行业从使用平面靶向使用管靶转变,管靶正在成为磁控溅射设备的标准选材。
9.目前已知的管靶生产方法有热喷涂法、钎焊法、浇铸法。热喷涂是将金属粉采用等离子热喷涂的方式对工件进行喷涂,这种方法制备的管靶致密度低,结构极不均匀,含有大量孔洞,含氧量高,只能用于玻璃等要求不高的镀膜行业。钎焊法是用焊料将靶管焊接到衬管上,由于靶管与衬管间的间隙小,焊料难以均匀地分布,难以实现长度大于1000mm管靶材的全面焊接。浇铸法是直接将靶材材料浇铸到衬管上,但只用于sn、zn等熔点较低的靶材材料。相比之下,hip一体成型法制备管靶,不仅靶材成分均匀、无偏析、晶粒细小,纯度高,能够满足液晶显示和触控屏行业的要求,还可以有效避免钎焊焊接方式导致的渗液风险,有效降低管靶开裂。
10.综上所述,目前亟需开发一种钨钛合金管靶的制备方法,不仅可以提高半导体用钨钛管靶的致密度和组织结构均匀性,还可以提高生产效率,降低生产成本。
技术实现要素:
11.为解决上述技术问题,本发明提供了一种钨钛合金管靶的制备方法,所述制备方法将钨钛混合粉末与不锈钢内管依次进行脱气处理、热等静压处理,无需在脱气处理之前进行冷等静压处理,得到以所述不锈钢内管为背管的钨钛合金管靶,不仅可以提高半导体用钨钛管靶的致密度和组织结构均匀性,还可以提高生产效率,降低生产成本。
12.本发明的目的在于提供一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
13.准备钨钛混合粉末与不锈钢内管,依次进行脱气处理、热等静压处理,得到以所述不锈钢内管为背管的钨钛合金管靶。
14.本发明所述制备方法将钨钛混合粉末与不锈钢内管依次进行脱气处理、热等静压处理,无需在脱气处理之前进行冷等静压处理,得到以所述不锈钢内管为背管的钨钛合金管靶,不仅可以提高半导体用钨钛管靶的致密度和组织结构均匀性,还可以提高生产效率,降低生产成本。
15.作为本发明优选的技术方案,在所述脱气处理之前,以所述不锈钢内管、不锈钢外管与不锈钢圆环底板组成开口包套,将所述钨钛混合粉末装入所述开口包套的腔体内并夯实处理,采用带有脱气管的不锈钢圆环盖板对所述开口包套进行封闭处理形成真空包套。
16.值得说明的是,在制备开口包套过程中,使用装夹夹具来保证不锈钢内管与不锈钢外管的同心度要求,然后再采用焊接方法将不锈钢内管、不锈钢外管与不锈钢圆环底板进行固定连接,形成具有一定厚度的腔体。
17.作为本发明优选的技术方案,所述钨钛混合粉末由钨粉与钛粉在保护气体氛围下混合得到,从而减少钨钛混合粉末的氧化。
18.优选地,所述保护气体包括氩气。
19.作为本发明优选的技术方案,所述钨钛混合粉末中w与ti的质量比为(8.95-9.05):1,例如8.95:1、8.96:1、8.97:1、8.98:1、8.99:1、9:1、9.01:1、9.02:1、9.03:1、9.04:1或9.05:1等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
20.作为本发明优选的技术方案,在所述不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,有利于提高钨钛合金靶坯与不锈钢内管之间的结合强度。
21.进一步地,在不锈钢内管的外表面车削螺纹,可以进一步提高钨钛合金靶坯与不锈钢内管之间的结合面积,减小钨钛合金靶坯与不锈钢内管之间热膨胀系数不匹配的问题,进一步提高钨钛合金靶坯与不锈钢内管之间的结合强度。
22.作为本发明优选的技术方案,所述脱气处理的温度为300-400℃,例如300℃、310℃、320℃、330℃、340℃、350℃、360℃、370℃、380℃、390℃或400℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
23.优选地,所述脱气处理的时间为6-9h,例如6h、6.5h、7h、7.5h、8h、8.5h或9h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
24.作为本发明优选的技术方案,所述脱气处理的真空度为1.0
×
10-3-1.0
×
10-2
pa,例如1
×
10-3
pa、2
×
10-3
pa、4
×
10-3
pa、5
×
10-3
pa、6
×
10-3
pa、8
×
10-3
pa或1.0
×
10-2
pa等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
25.作为本发明优选的技术方案,所述热等静压的温度为1000-1250℃,例如1000℃、1050℃、1100℃、1150℃、1200℃或1250℃等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
26.优选地,所述热等静压的压力为120-170mpa,例如120mpa、125mpa、130mpa、135mpa、140mpa、145mpa、150mpa、155mpa、160mpa、165mpa或170mpa等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
27.作为本发明优选的技术方案,所述热等静压的保温保压时间为3-6h,例如3h、3.5h、4h、4.5h、5h、5.5h或6h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
28.作为本发明优选的技术方案,所述制备方法包括如下内容:
29.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为(8.95-9.05):1;
30.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,以所述不锈钢内管、不锈钢外管与不锈钢圆环底板组成开口包套,将所述钨钛混合粉末装入所述开口包套的腔体内并夯实处理,采用带有脱气管的不锈钢圆环盖板对所述开口包套进行封闭处理形成真空包套;
31.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为300-400℃,时
间为6-9h,真空度为1.0
×
10-3-1.0
×
10-2
pa;
32.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1000-1250℃,压力为120-170mpa,保温保压时间为3-6h,得到以所述不锈钢内管为背管的钨钛合金管靶。
33.与现有技术相比,本发明至少具有以下有益效果:
34.本发明提供了一种钨钛合金管靶的制备方法,所述制备方法将钨钛混合粉末与不锈钢内管依次进行脱气处理、热等静压处理,无需在脱气处理之前进行冷等静压处理,得到以所述不锈钢内管为背管的钨钛合金管靶,不仅可以提高半导体用钨钛管靶的致密度和组织结构均匀性,还可以提高生产效率,降低生产成本。
具体实施方式
35.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
36.实施例1
37.本实施例提供了一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
38.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为9:1;
39.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,以所述不锈钢内管、不锈钢外管与不锈钢圆环底板组成开口包套,将所述钨钛混合粉末装入所述开口包套的腔体内并夯实处理,采用带有脱气管的不锈钢圆环盖板对所述开口包套进行封闭处理形成真空包套;
40.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为350℃,时间为8h,真空度为5.0
×
10-3
pa;
41.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1100℃,压力为150mpa,保温保压时间为4h,得到以所述不锈钢内管为背管的钨钛合金管靶。
42.实施例2
43.本实施例提供了一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
44.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为8.95:1;
45.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,以所述不锈钢内管、不锈钢外管与不锈钢圆环底板组成开口包套,将所述钨钛混合粉末装入所述开口包套的腔体内并夯实处理,采用带有脱气管的不锈钢圆环盖板对所述开口包套进行封闭处理形成真空包套;
46.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为300℃,时间为9h,真空度为1.0
×
10-3
pa;
47.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1000℃,压力为120mpa,保温保压时间为6h,得到以所述不锈钢内管为背管的钨钛合金管靶。
48.实施例3
49.本实施例提供了一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
50.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为9.05:1;
51.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,以所述不锈钢内管、不锈钢外管与不锈钢圆环底板组成开口包套,将所述钨钛混合粉末装入所述开口包套的腔体内并夯实处理,采用带有脱气管的不锈钢圆环盖板对所述开口包套进行封闭处理形成真空包套;
52.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为400℃,时间为6h,真空度为1.0
×
10-2
pa;
53.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1250℃,压力为170mpa,保温保压时间为3h,得到以所述不锈钢内管为背管的钨钛合金管靶。
54.对比例1
55.本对比例提供了一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
56.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为9:1;
57.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,将所述钨钛混合粉末与不锈钢内管装入橡胶模具内并封口,进行冷等静压,所述冷等静压的温度为100℃,压力为150mpa,保温保压时间为30min,得到钨钛混合粉末与不锈钢内管形成的初始坯料;
58.基于初始坯料的不锈钢内管,通过焊接将所述不锈钢内管、不锈钢外管、不锈钢圆环底板以及带有脱气管的不锈钢圆环盖板进行密封固定,形成完全包裹初始坯料的真空包套;
59.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为350℃,时间为8h,真空度为5.0
×
10-3
pa;
60.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1100℃,压力为150mpa,保温保压时间为4h,得到以所述不锈钢内管为背管的钨钛合金管靶。
61.也就是说,相比于实施例1,对比例1所述制备方法在脱气处理之前增设了冷等静压处理。
62.对比例2
63.本对比例提供了一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
64.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为8.95:1;
65.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,将所述钨钛混合粉末与不锈钢内管装入橡胶模具内并封口,进行冷等静压,所述冷等静压的温度为100℃,压力为150mpa,保温保压时间为30min,得到钨钛混合粉末与不锈钢内管形成的初始坯料;
66.基于初始坯料的不锈钢内管,通过焊接将所述不锈钢内管、不锈钢外管、不锈钢圆环底板以及带有脱气管的不锈钢圆环盖板进行密封固定,形成完全包裹初始坯料的真空包
套;
67.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为300℃,时间为9h,真空度为1.0
×
10-3
pa;
68.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1000℃,压力为120mpa,保温保压时间为6h,得到以所述不锈钢内管为背管的钨钛合金管靶。
69.也就是说,相比于实施例2,对比例2所述制备方法在脱气处理之前增设了冷等静压处理。
70.实施例3
71.本实施例提供了一种钨钛合金管靶的制备方法,所述制备方法包括如下内容:
72.(1)准备钨钛混合粉末,所述钨钛混合粉末由钨粉与钛粉在氩气氛围下混合得到,所述钨钛混合粉末中w与ti的质量比为9.05:1;
73.对不锈钢内管的外表面依次进行喷砂除锈与清洗干燥,将所述钨钛混合粉末与不锈钢内管装入橡胶模具内并封口,进行冷等静压,所述冷等静压的温度为100℃,压力为150mpa,保温保压时间为30min,得到钨钛混合粉末与不锈钢内管形成的初始坯料;
74.基于初始坯料的不锈钢内管,通过焊接将所述不锈钢内管、不锈钢外管、不锈钢圆环底板以及带有脱气管的不锈钢圆环盖板进行密封固定,形成完全包裹初始坯料的真空包套;
75.(2)对步骤(1)所述真空包套进行脱气处理,所述脱气处理的温度为400℃,时间为6h,真空度为1.0
×
10-2
pa;
76.(3)对步骤(2)所述脱气处理后的真空包套进行热等静压处理,所述热等静压的温度为1250℃,压力为170mpa,保温保压时间为3h,得到以所述不锈钢内管为背管的钨钛合金管靶。
77.也就是说,相比于实施例3,对比例3所述制备方法在脱气处理之前增设了冷等静压处理。
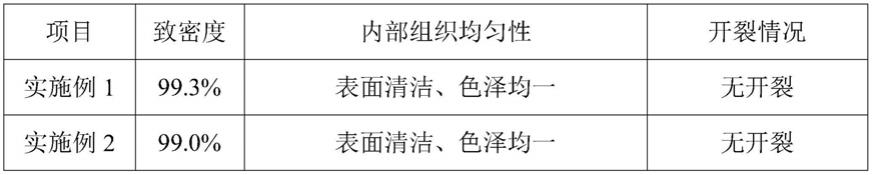
78.将上述实施例和对比例制备得到的钨钛合金管靶进行致密度、内部组织均匀性以及开裂情况的相关测试,具体内容如下:
79.(i)致密度:按照国标gb/t 3850-2015《致密烧结金属材料与硬质合金密度测量方法》中公开的吊篓方法进行测定;
80.(ii)内部组织均匀性:首先以目视标样为准,然后经精密加工后,表面清洁,色泽均一,不出现束状或者点状花斑,则表明内部结构均匀未出现偏析现象;
81.(iii)开裂情况:首先以目视标样为准,然后经精密加工后,借助显微镜检查开裂情况。
82.具体测试结果见表1。
83.表1
[0084][0085][0086]
综上所述,由实施例1与对比例1、实施例2与对比例2、实施例3与对比例3三组对比实验可知,本发明所述制备方法将钨钛混合粉末与不锈钢内管依次进行脱气处理、热等静压处理,无需在脱气处理之前进行冷等静压处理,得到的钨钛合金管靶在致密度在99.0%以上,内部组织均匀性良好,无开裂情况,与进行冷等静压得到的钨钛合金管靶性能上基本一致,但是本发明所述制备方法可以提高生产效率,降低生产成本,便于推广使用。
[0087]
申请人声明,本发明通过上述实施例来说明本发明的详细工艺设备和工艺流程,但本发明并不局限于上述详细工艺设备和工艺流程,即不意味着本发明必须依赖上述详细工艺设备和工艺流程才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1