一种应用于航天器机构上的转动关节销子及其制备方法
1.本发明是关于材料表面工程技术领域,特别是关于一种应用于航天器机构上的转动关节销子及其制备方法。
背景技术:
2.随着航空航天领域的发展,天空作业的航天器,需要具有长久的续航能力和高机动飞行能力,减少摩擦的能量消耗,需要更低摩擦的摩擦系数。转动关节的加工工艺简单,使用方便,可靠性高,在航天器结构上应用最广。常规转动关节u形接头和销子、销子和柄舌之间都是间隙配合,由于关节间隙的存在,在拉-压力的循环作用下,转动关节表现出包括空行程、滞后性等非线性的力-位移特点,不仅给航天器机构的运动带来了许多不确定性,而且使机构的运动精度降低。
3.由于航天器在太阳的辐射区和地球的阴影区间交替运行,使得航天器的结构和机构将产生长期温度交变的温度场,变化区间可达100℃或更大,影响材料寿命。
4.mos2是具有金属光泽的黑色固体粉末,具有优异的机械性能和摩擦学性能,是辉钼矿的主要成分。mos2作为过渡金属硫化物,很早已被探索了其涂层的超低摩擦系数的原子起源,是重要的固体润滑剂,被广泛应用于航空航天、石油化工、机械等领域。mos2是典型的层状结构,层与层之间的距离为1.23nm。在单元层内每个钼原子与两个硫原子之间以强的共价键相连接,键长0.24nm,层与层之间通过弱的范德华力连接,剪切强度低。平面内的强粘结和平面外的弱粘结特性,使mos2表现出优异的超润滑性能。但是,mos2温度适应能力不强,在315℃空气中加热时开始氧化,随着温度的升高氧化反应加快,氧化为moo3失去润滑效果。因此,解决航天器机构上的转动关节销子在高温条件下的润滑问题非常的重要。
技术实现要素:
5.本发明的目的在于提供一种应用于航天器机构上的转动关节销子,其能够通过转动关节销子本体表面的固体润滑薄膜,并配合密封圈的表面处理,降低滑动摩擦力,使其在微小间隙下依旧转动灵活,提高运动精度;并且ti和pb能够减缓mos2的氧化,可适应温度交变的较宽温域;在石墨烯经摩擦磨损产生细小磨粒后,密封圈能够阻止磨粒溢出,摩擦形式由滑动摩擦转变为转动摩擦,更加有益于润滑。
6.为实现上述目的,本发明提供了一种应用于航天器机构上的转动关节销子,所述转动关节销子包括销子本体,所述销子本体表面附着有固体润滑薄膜,所述固体润滑薄膜由内到外包括过渡层和面层,过渡层与销子本体结合;所述固体润滑薄膜的部分区域还包括位于面层外侧的石墨烯层,石墨烯层附着在最外层,但是对于转动关节销子端部的凹槽内的最外层不包括石墨烯层;
7.所述过渡层为ti金属层;所述面层为ti、pb和mos2组成的复合物层;所述固体润滑薄膜被石墨烯层覆盖的面积大于90%。面层的成分包括:mo:35~40at%;s:25~30at%;ti:1~5at%;pb:25~35at%;其中at%表示原子个数百分率。固体润滑薄膜结构包括在销
子本体表面的由ti组成的过渡层,过渡层之上为ti/pb-mos2复合物层,复合物层之上为石墨烯层。
8.在本发明的一实施方式中,所述转动关节销子两端的圆周上设有垂直于径向的凹槽,所述凹槽内设有与凹槽密封配合的密封圈,所述密封圈在与凹槽的非接触表面附着有石墨烯层。
9.进一步优选的,所述凹槽在与密封圈的接触面上不附着石墨烯层;所述接触面上的固体润滑薄膜由内到外包括过渡层和面层。
10.在本发明的一实施方式中,面层厚度为1~2μm;所述固体润滑薄膜的表面硬度为7.5~8.0gpa,表征表面粗糙度的表面算数平均高度sa值为0.005~0.007μm;在25~400℃下,摩擦系数为0.02~0.06。这表明本发明的固体润滑薄膜具有极高的硬度和平整度,并且在较宽的温度范围内及400℃的高温下,仍然具有极低的摩擦系数,能够满足空天设备的使用要求。
11.在本发明的一实施方式中,所述过渡层由ti靶材对转动关节销子进行溅射制得;所述复合物层由mos2、ti和pb三个靶材对转动关节销子进行三靶共同溅射制得;所述石墨烯层是由多层石墨烯粉末和乙醇的混合溶液浸润转动关节销子后,再将酒精挥发后制得。通过溅射的操作,既能够确保材料分布均匀,又能够确保固体润滑薄膜的平整度,提高薄膜的整体强度。
12.为了实现对固体润滑薄膜的制备,本发明同时提供了一种应用于航天器机构上的转动关节销子的制备方法,所述制备方法包括:
13.设备安装:在溅射镀膜设备上安装弧形靶材、弧形阴极座和永磁钢,将固定转动关节销子的可转动夹具放置于溅射镀膜设备的真空腔内;弧形靶材、弧形阴极座和永磁钢均为凹型曲面,所述凹型曲面的曲率与转动关节销子的曲率相同,弧形靶材半径与转动关节销子的半径相等,这样能够确保溅射作业中金属镀层的均匀分布和结构强度。溅射镀膜设备的弧形阴极座的中间为弧形磁钢槽,弧形磁钢槽内呈弧形排列着若干个永磁钢;永磁钢之上设置有弧形铜隔板,弧形铜隔板与弧形磁钢槽之间设置有水冷通道,弧形铜隔板之上安装弧形靶材。
14.销子加工:使用车床在转动关节销子的两端加工出用于放置密封圈的凹槽。
15.表面处理:对转动关节销子的表面进行磨削和抛光处理,再依次用丙酮和酒精进行两次超声清洗,干燥后固定在夹具上。
16.蚀刻处理:对转动关节销子表面进行轰击蚀刻处理,蚀刻期间夹具带动转动关节销子转动;本步骤中采用ti靶材对转动关节销子进行轰击蚀刻处理,蚀刻处理的偏压为450~500v,ti靶电流为0.1~0.3a,氩气流量为15~20sccm;轰击蚀刻处理时间为10~20min,夹具转动的转速为0.4-0.8转每秒。
17.过渡层溅射:使用ti靶材对转动关节销子进行溅射,得到ti过渡层;溅射期间夹具带动转动关节销子转动;本步骤中,溅射处理的偏压为80~100v;ti靶材电流为2.5~3.5a,氩气流量为15~18sccm;溅射时间为10~15min,夹具转动的转速为0.35-0.75转每秒。
18.面层溅射:使用mos2、ti和pb三个靶材对转动关节销子进行三靶共同溅射制得复合物层;溅射期间夹具带动转动关节销子转动;本步骤中,溅射处理的偏压为40~60v,mos2靶材电流为0.7~0.9a,ti靶材电流为0.1~0.3a,pb靶材电流为0.1~0.3a,氩气流量为15
~18sccm;溅射时间为120~130min,夹具转动的转速为0.38-0.70转每秒。
19.石墨烯层制备:将多层石墨烯粉末和乙醇混合制得石墨烯酒精溶液,将销子凹槽用密封材料覆盖后,将转动关节销子浸入石墨烯酒精溶液,浸入石墨烯酒精溶液的时间为3~5s;再将转动关节销子取出后去除密封材料,静置待酒精挥发后密封保存;本步骤中多层石墨烯粉末的厚度为3~8nm,片层直径为10~50μm,石墨烯层数为6~10层,比表面积为50~150m2/g;转动关节销子表面的石墨烯层覆盖面积高于90%;多层石墨烯粉末的纯度大于90wt%,酒精溶液中乙醇的质量分数为97wt%,wt%为质量百分比。
20.密封圈处理:使用密封材料将密封圈与销子的接触面覆盖,将密封圈浸入石墨烯酒精溶液,浸入石墨烯酒精溶液的时间为3~5s;再将密封圈取出后去除密封材料,静置待酒精挥发。
21.装配:将密封圈装配至转动关节销子的凹槽内,制得所述应用于航天器机构上的转动关节销子。
22.本发明固体润滑薄膜的成分和结构与传统薄膜不同。首先,本发明是在mos2作为固体润滑剂的基础上,增加了石墨烯也作为固体润滑剂,二者协同叠加作用,提高润滑效果,取得更低的摩擦系数。其次,考虑到元素掺杂对石墨烯和mos2润滑效果所起的积极作用,选择掺杂ti和pb。原始ti纳米晶氧化为均匀细小的tio2颗粒,在磨损过程中可以填充产生的沟壑,稳定摩擦表面,有利于转移膜的保存。pb可以阻碍晶体mos2的悬空键和不饱和键很容易与h2o反应生成moo3和h2s。且ti和pb可以阻碍柱状晶粒生长,提高薄膜致密性,提高薄膜硬度等机械性能,抑制mos2的氧化。最后,基底表面沉积一层ti中间层,用于增强薄膜和基底之间的粘附性,保证了薄膜与基体材料高的结合强度。另外,本发明制备方法采用磁控溅射法,与传统的平面阴极不同,本发明采用了曲面阴极,所述曲面阴极包括弧形靶材、弧形阴极座和永磁钢,均为凹型曲面,曲率与销子曲率一致,靶材半径与销子半径相等,镀膜的膜层均匀性得到提升。
23.与现有技术相比,本发明的转动关节销子具有以下优点:
24.1、通过在转动关节销子的表面沉积的固体润滑薄膜,减小了滑动摩擦阻力,解决了由摩擦引起的滞后性问题。同时由于销子表面摩擦系数的降低,使其在微小的配合间隙下也能实现灵活转动,解决了间隙引起的空行程问题。
25.2、本发明的技术方案中的薄膜将mos2和石墨烯同时做润滑剂,二者叠加作用,达到更好的润滑效果。其中,石墨烯层采用多层石墨烯粉末制备,其厚度为3~8nm,片层直径为10~50μm,层数为6~10层,比表面积为50~150m2/g。由于石墨烯层与面层之间由弱的范德华力连接,多层石墨烯相比单层石墨烯润滑性能更优。
26.3、面层中加入ti和pb,能够有效减缓mos2的氧化,使得销子适应温度交变的较宽温域,同时mos2与石墨烯也有更高的适配性。
27.4、经摩擦后产生的石墨稀颗粒可变滑动摩擦为转动摩擦,有利于提高润滑性能。
28.5、本发明的制备方法中,采用磁控溅射技术进行薄膜沉积,通过使用与销子曲率一致半径相等的曲面靶材、弧形阴极座和永磁钢,使得销子表面薄膜沉积均匀。再通过将销子在石墨烯酒精溶液浸泡的方法在薄膜表面铺展石墨烯,制得ti/pb-mos2和graphene固体润滑薄膜,石墨烯覆盖率高于90%。本发明的ti/pb-mos
2-graphene固体润滑薄膜及其制备方法可以推动耐磨、固体润滑、超润滑等领域,克服了转动关节销子由于间隙和摩擦引起的
非线性特征明显的问题,同时也解决了传统润滑方式适用温度的限制。
29.6、本发明申请在转动关节销子的两端分别设置有凹糟,凹槽内放置o型橡胶密封圈,起到密封作用,防止薄膜与外部的水蒸气接触,减缓薄膜氧化速率,同时也起到缓冲吸震的作用。在石墨烯经摩擦磨损产生细小磨粒后,密封圈有利于阻止磨粒溢出,摩擦形式变滑动摩擦为转动摩擦,有益于润滑。凹槽和密封圈尺寸根据销子尺寸变动,密封圈线径尽可能小,不影响关节的转动。
30.7、密封圈表面与销子非接触面覆盖石墨烯,降低非接触面与u型接头之间的摩擦,与销子接触面不覆盖石墨烯,稳定密封圈与销子的结合强度。
附图说明
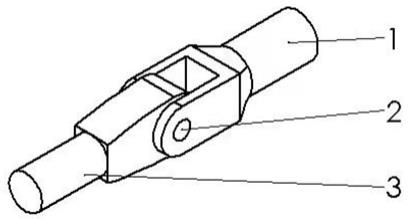
31.图1是根据本发明一实施方式的转动关节结构图;
32.图2是根据本发明一实施方式的转动关节的销子剖视结构图;
33.图3是根据本发明一实施方式的ti/pb-mos2复合物层截面形貌图;
34.图4是根据本发明一实施方式的ti/pb-mos2复合物层三维白光表面形貌图;
35.图5是根据本发明一实施方式的ti/pb-mos2复合物层xrd图谱;
36.图6为本发明一实施方式的ti/pb-mos
2-graphene固体润滑薄膜摩擦系数测试图。
具体实施方式
37.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
38.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
39.在本发明的一种实施方式中,如图1和图2所示,其中1为u形接头,2为销子,3为柄舌,4为密封圈。将销子2插入u形接头1的孔中,在销子2两端放置o型橡胶密封圈4,然后将销子2和u型接头1连接,即为转动关节销子与u形接头的配合结构。
40.转动关节销子包括销子本体,销子本体表面附着有固体润滑薄膜,固体润滑薄膜由内到外包括过渡层和面层,过渡层与销子本体结合;固体润滑薄膜的部分区域还包括位于面层外侧的石墨烯层,石墨烯层附着在最外层,但是对于转动关节销子端部的凹槽内的最外层不包括石墨烯层。
41.过渡层为ti金属层;面层为ti、pb和mos2组成的复合物层;固体润滑薄膜被石墨烯层覆盖的面积大于90%。面层的成分包括:mo:35~40at%;s:25~30at%;ti:1~5at%;pb:25~35at%,其中at%表示原子个数百分率。固体润滑薄膜结构包括在销子本体表面的由ti组成的过渡层,过渡层之上为ti/pb-mos2复合物层即面层,面层之上为石墨烯层。
42.如图2转动关节销子的剖视图所示,转动关节销子两端的圆周上设有垂直于径向的凹槽,凹槽内设有与凹槽密封配合的密封圈,密封圈在与凹槽的非接触表面附着有石墨烯层。凹槽在与密封圈的接触面上不附着石墨烯层;接触面上的固体润滑薄膜由内到外包括过渡层和面层。
43.面层厚度为1~2μm;所述固体润滑薄膜的表面硬度为7.5~8.0gpa,表征表面粗糙
度的表面算数平均高度sa值为0.005~0.007μm;在25~400℃下,摩擦系数为0.02~0.06。具有极高的硬度和平整度和极低的摩擦系数。
44.过渡层由ti靶材对转动关节销子进行溅射制得;复合物层由mos2、ti和pb三个靶材对转动关节销子进行三靶共同溅射制得;石墨烯层是由多层石墨烯粉末和乙醇的混合溶液浸润转动关节销子后,再将酒精挥发后制得。本实施方式中通过溅射的操作,能够确保材料分布均匀和整体强度。
45.在本发明的一种实施方式中,面层的成分包括:mo:35at%;s:30at%;ti:1at%;pb:34at%;其中at%表示原子个数百分率。
46.在本发明的一种实施方式中,面层的成分包括:mo:40at%;s:25at%;ti:5at%;pb:30at%;其中at%表示原子个数百分率。
47.在本发明的一种实施方式中,面层的成分包括:mo:38.5at%;s:27.3at%;ti:3.7at%;pb:30.5at%;其中at%表示原子个数百分率。
48.本发明实施例提供了一种应用于航天器机构上的转动关节销子的制备方法,所述制备方法包括:
49.(1)设备安装:在溅射镀膜设备上安装弧形靶材、弧形阴极座和永磁钢,将固定转动关节销子的可转动夹具放置于溅射镀膜设备的真空腔内;弧形靶材、弧形阴极座和永磁钢均为凹型曲面,所述凹型曲面的曲率与转动关节销子的曲率相同,弧形靶材半径与转动关节销子的半径相等,这样能够确保溅射作业中金属镀层的均匀分布和结构强度。溅射镀膜设备的弧形阴极座的中间为弧形磁钢槽,弧形磁钢槽内呈弧形排列着若干个永磁钢;永磁钢之上设置有弧形铜隔板,弧形铜隔板与弧形磁钢槽之间设置有水冷通道,弧形铜隔板之上安装弧形靶材。本实施例采用的靶材同样为与销子表面曲率一致、半径相等的弧形靶材,分别为厚度为4~6mm、纯度为99.99%的mos2靶、pb靶和ti靶。分别将mos2靶、pb靶安装在两个不同的射频磁控溅射靶座上,并分别连接两个射频电源;将ti靶安装在一个直流磁控溅射靶座上,连接直流电源。
50.(2)销子加工:使用车床在转动关节销子的两端加工出用于放置密封圈的凹槽。对销子进行测量,并用记号笔标记好距两端2.5cm处。将销子一段夹入车床夹具中,选择合适的车刀,在另一端标记处加工出宽2.5mm、深2.5mm的凹槽。换另一边重复此操作,结构如图2所示。
51.(3)表面处理:通过无尘纸或无尘布使用酒精擦拭固定销子的夹具。对转动关节销子的表面进行磨削和抛光处理,再依次用丙酮和酒精进行两次超声清洗各15分钟,干燥后固定在夹具上。
52.(4)蚀刻处理:对转动关节销子表面进行轰击蚀刻处理,蚀刻期间夹具带动转动关节销子转动;本步骤中采用ti靶材对转动关节销子进行轰击蚀刻处理,将真空室背底真空抽至低于1
×
10-3
pa,充入高纯氩气,氩气流量为17sccm;蚀刻处理的偏压为475v,ti靶电流为0.2a;轰击蚀刻处理时间为15min,夹具转动的转速为0.5转每秒。
53.(5)过渡层溅射:使用ti靶材对转动关节销子进行溅射,得到ti过渡层;溅射期间夹具带动转动关节销子转动;本步骤中,将真空室本底抽至到低于1
×
10-3
pa,充入氩气,氩气流量为16.5sccm;溅射处理的偏压为90v;ti靶材电流为3a;溅射时间为12.5min,夹具转动的转速为0.5转每秒。
54.(6)面层溅射:使用mos2、ti和pb三个靶材对转动关节销子进行三靶共同溅射制得复合物层;溅射期间夹具带动转动关节销子转动;本步骤中,将真空室背底真空抽至低于1
×
10-3
pa,充入高纯氩气,氩气流量为16.5sccm;溅射处理的偏压为50v,mos2靶材电流为0.8a,ti靶材电流为0.2a,pb靶材电流为0.2a,溅射时间为125min,夹具转动的转速为0.5转每秒。面层溅射沉积结束后将其自然降温至室温。所得ti/pb-mos2复合物层薄膜厚度为1μm~2μm。
55.磁控溅射完成后样品的ti/pb-mos2复合物层截面形貌图如图3所示,能够看出基体与薄膜结合良好。由图4中ti/pb-mos2复合物层三维白光表面形貌图表明,薄膜的表面平整,粗糙度sa低至0.005~0.007μm。如图5所示ti/pb-mos2复合物层xrd图谱,可以看出,图谱呈现典型的非晶胞特征,仅出现少量结晶相衍射峰;由于ti和pb的掺入,使原本mos2的(100)和(110)峰消失,(002)峰降低,薄膜呈现非晶态。表明沉积过程中ti和pb的存在,使mos2重新排列并形成有利于基础晶体生长的成核点位,进而使原本薄膜松散柱状结构变为紧凑无特征结构。薄膜硬度提高至7.5~8.0gpa。
56.(7)石墨烯层制备:将多层石墨烯粉末和乙醇混合制得石墨烯酒精溶液,超声处理3~5min使石墨烯酒精溶液分散均匀;将销子凹槽用密封材料覆盖后,将转动关节销子浸入石墨烯酒精溶液,浸入石墨烯酒精溶液的时间为3~5s;再将转动关节销子取出后去除密封材料,此处密封材料为胶带,静置待酒精挥发后密封保存;本步骤中多层石墨烯粉末的厚度为3~8nm,片层直径为10~50μm,石墨烯层数为6~10层,比表面积为50~150m2/g;转动关节销子表面的石墨烯层覆盖面积高于90%;多层石墨烯粉末的纯度大于90wt%,酒精溶液中乙醇的质量分数为97wt%,wt%为质量百分比。
57.(8)密封圈处理:使用密封材料将密封圈与销子的接触面覆盖,将密封圈浸入石墨烯酒精溶液,浸入石墨烯酒精溶液的时间为3~5s;再将密封圈取出后去除密封材料,静置待酒精挥发。此处密封材料为胶带。
58.(9)装配:将密封圈装配至转动关节销子的凹槽内,制得所述应用于航天器机构上的转动关节销子。
59.如图6ti/pb-mos
2-graphene固体润滑薄膜摩擦系数测试图所示,graphene即石墨烯,经摩擦磨损实验结果可见,在25~400℃下,薄膜摩擦系数可保持在0.06以下,最低可达0.02,具有良好的润滑效果。克服了转动关节由于间隙和摩擦引起的非线性特征明显的问题,同时也解决了传统润滑方式适用温度的限制,并减缓了薄膜的氧化,延长了其使用寿命。
60.本发明转动关节销子的制备方法的实施例中部分技术内容可优选为:
61.步骤(4)蚀刻处理中,氩气流量为15sccm;蚀刻处理的偏压为450v,ti靶电流为0.1a;轰击蚀刻处理时间为10min,夹具转动的转速为0.4转每秒。步骤(5)过渡层溅射中,氩气流量为15sccm;溅射处理的偏压为80v;ti靶材电流为2.5a;溅射时间为10min,夹具转动的转速为0.35转每秒。步骤(6)面层溅射中,氩气流量为15sccm;溅射处理的偏压为40v,mos2靶材电流为0.7a,ti靶材电流为0.1a,pb靶材电流为0.1a,溅射时间为130min,夹具转动的转速为0.38转每秒。
62.本发明转动关节销子的制备方法的实施例中部分技术内容可优选为:
63.步骤(4)蚀刻处理中,氩气流量为20sccm;蚀刻处理的偏压为500v,ti靶电流为
0.3a;轰击蚀刻处理时间为20min,夹具转动的转速为0.8转每秒。步骤(5)过渡层溅射中,氩气流量为18sccm;溅射处理的偏压为100v;ti靶材电流为3.5a;溅射时间为15min,夹具转动的转速为0.75转每秒。步骤(6)面层溅射中,氩气流量为18sccm;溅射处理的偏压为60v,mos2靶材电流为0.9a,ti靶材电流为0.3a,pb靶材电流为0.3a,溅射时间为120min,夹具转动的转速为0.70转每秒。
64.本发明转动关节销子的制备方法的实施例中部分技术内容可优选为:
65.步骤(4)蚀刻处理中,氩气流量为16sccm;蚀刻处理的偏压为485v,ti靶电流为0.12a;轰击蚀刻处理时间为18min,夹具转动的转速为0.45转每秒。步骤(5)过渡层溅射中,氩气流量为17sccm;溅射处理的偏压为85v;ti靶材电流为3.2a;溅射时间为11min,夹具转动的转速为0.70转每秒。步骤(6)面层溅射中,氩气流量为16.5sccm;溅射处理的偏压为55v,mos2靶材电流为0.75a,ti靶材电流为0.25a,pb靶材电流为0.13a,溅射时间为128min,夹具转动的转速为0.45转每秒。
66.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1