一种高温合金激光快速成形系统及成形方法与流程
1.本发明总体上属于高温合金成形技术领域,具体涉及一种高温合金激光快速成形系统及成形方法。
背景技术:
2.单晶高温合金具有良好的高温强度、抗氧化和抗腐蚀性能、抗疲劳和抗蠕变性能、断裂性能和组织稳定性,被广泛应用于航空发动机和工业燃气轮机叶片等领域。
3.目前单晶高温合金主要采用铸造方法制备,通过前预置籽晶或者添加选晶器,在铸造过程中采取强制冷却的手段,建立特定的温度梯度,合金以单一晶核为结晶核心凝固,最终获得单晶。但实际中生产的单晶高温合金材料组织多为枝晶形态,并且常伴随着凝固缺陷的形成,例如杂晶、雀斑链、疏松等缺陷,使得单晶叶片的成品率较低,极大的増加了单晶涡轮叶片的生产成本。
4.先进高性能航空发动机要求涡轮部件用高温合金材料能承受较高的工作温度和工作应力。由于轮盘、轮缘和叶片等部位的工作温度和应力状态不同,具有单一材料和组织的涡轮叶盘难以完全满足高推比航空发动机的需求。涡轮叶片工作温度较高,采用单晶或定向组织的叶片,满足涡轮叶片对高温蠕变性能和低疲劳裂纹扩展速率的需求;涡轮盘盘芯的工作温度相对较低,但需承受极大的工作载荷,采用粉末高温合金为盘芯,满足拉伸强度和低周疲劳性能要求。定向高温合金+粉末高温合金的双合金整体涡轮叶盘是先进航空发动机涡轮的理想材料组合之一。
5.目前双合金整体涡轮叶盘的制备工艺主要采用:盘和叶片分别制备,再通过线性摩擦焊、扩散焊接等方法将两者连接。上述方法工艺流程较多,工艺控制难度大,且连接工艺一般需要大型设备等。
6.激光增材制造技术是通过逐层堆积的方式,直接由cad模型制造成零件的先进制造技术。在制备单晶合金制备方面,激光增材制造技术相比于其他传统的铸造和锻造技术,具有如下优点:
7.(1)借助快速成形技术的优势,依靠计算机模型设计技术,理论上可直接制备和复杂空心结构的先进涡轮叶片,极大地缩短了涡轮叶片的生产周期。
8.(2)增材制造过程保持较高的温度梯度和凝固速度,有利于减少成分偏析,微孔数量和一次枝晶间距,改善合金综合力学性能。
9.(3)不需要专用模具和夹具、工序少、加工周期短、材料利用率高;且具有较好的结构适应性,结构限制较小;具有较强的材料适应性,可制造出两种以上材料组合的功能梯度结构。
10.然而,激光增材制造制备单晶目前仍存在以下障碍:激光增材制造涉及快速凝固和冷却过程,成形过程中将形成极大的热应力,而单晶高温合金具有极高的热裂纹敏感性,在较大的热应力作用下,极易产生液化裂纹,导致开裂。随激光增材制造的进行,已成形区域将产生较大的热积累,严重影响增材制造过程中的热流,导致合金的单晶组织向等轴晶
组织转变。在等轴状组织的基体上,通过增材制造形成定向组织难度较大。增材制造过程中具有较大的热应力,导致在较大热应力条件下,极易在合金内部产生液化裂纹。
技术实现要素:
11.针对以上问题,本发明提供了一种高温合金激光快速成形系统及成形方法,在成形过程中,采用电磁感应加热方法,使激光直接沉积成形区域处于高温状态,并使已成形的区域随同成形基材逐渐浸入液态金属容器中,快速导出成形过程中热量,形成沿成形方向的定向热流。
12.本发明在一个方面,提供了一种高温合金激光快速成形系统,该系统采用激光直接沉积设备在高温合金的成形基材上进行沉积,该系统还包括感应加热设备及液态金属容器,液态金属容器中具有液态金属,其中所述成形基材的非成形端位于所述液态金属容器内并且可上下移动,在所述成形基材的成形端外围设置有感应加热设备,成形时由上部的感应加热设备与下部的液态金属使得成形基材具有上下的温度梯度,并且已成形的区域随同成形基材逐渐浸入液态金属容器中。
13.有利或可选地,所述激光直接沉积设备包括激光器、反射镜和送粉器。
14.有利或可选地,成型空间处于惰性气氛环境中。
15.有利或可选地,所述液态金属容器下端固定在数控机床上。
16.有利或可选地,所述液态金属容器为与高温合金不发生强烈化学反应的液态金属容器体系。
17.本发明还提供一种高温合金激光快速成形方法,该方法利用上述的成形系统,并包括以下步骤:
18.s1、三维cad模型建模并将模型信息导入激光直接沉积系统中;
19.s2、将高温合金粉末装入激光直接沉积系统的送粉器中,并以高纯氩气为载粉气和保护气;
20.s3、将成形基材的非成形端放置在液态金属容器中;
21.s4、利用感应加热设备加热拟成形区域;
22.s5、满足沉积条件后启动激光直接沉积设备进行分片沉积得到一个沉积层;
23.s6、将成形基材向下降低一个沉积层厚度之后,若零件制备完成则结束,否则返回s5继续进行分片沉积。
24.有利或可选地,s1中,在高度方向上对三维cad模型进行分层切片处理,并对每层切片进行扫描路径填充,然后将切片信息和扫描路径信息导入激光直接沉积系统中。
25.有利或可选地,s2中,高温合金粉末的平均粒径约为45-150μm。
26.有利或可选地,s3中的液态金属为ga-in-sn合金或其他与所制备合金不发生反应的液体金属体系。
27.有利或可选地,s4中,所述感应加热装置中线圈与制备的构件随形,且线圈与构件表面距离为5-10mm。
28.有利或可选地,s5中,待拟成形区域加热到合适的温度,启动激光直接沉积设备,使激光和粉末同轴输出,并按照扫描路径移动。
29.特别是当高温合金为镍基单晶高温合金时,镍基单晶高温合金粉末的平均粒径约
为45-150μm,载粉气流流速:10-30l/min,保护气流速:5-10l/min。所述镍基单晶高温合金基材的《001》晶向与激光熔化沉积的成形方向平行。所述感应加热装置中线圈与制备的构件随形,且线圈距构件表面距离为5-10mm。所述感应加热需将成形位置加热到800-1000℃。送粉速率为5-15g/min,所述沉积层厚度为0.2-1mm,所述激光功率为:500-1500w,所述激光扫描速度为:400-2000mm/min。
30.特别是对于粉末高温合金与定向高温合金双合金结构的激光直接沉积,高温合金原材料粉末的平均粒径约为45-150μm,载粉气流流速:10-30l/min,保护气流速:5-10l/min。液态金属为ga-in-sn合金或其他与所制备合金不发生反应的液体金属体系。感应加热装置中线圈与制备的构件随形,且线圈与构件表面距离为5-10mm,感应加热装置需能将成形位置加热到800-1000℃。激光直接沉积系统中仅激光通道打开,粉末通道关闭,高能激光束扫描的区域的面积需完全覆盖待成形区域。激光功率为500-1000w,扫描速度为:500-1500mm/min,扫描次数为1-3次。送粉速率为5-15g/min,沉积层厚度为0.2-1mm,激光功率为:500-1500w,激光扫描速度为:400-2000mm/min。
31.有益效果:
32.(1)采用激光直接沉积成形技术,借助快速成形技术优势,可大幅度缩短单晶合金的制备周期,且具备复杂结构的成形潜力;
33.(2)成形区域采用电磁感应加热技术,可使成形区域温度保持在800℃以上,有效缓释了增材制造过程中的热应力,能避免具有高热裂纹敏感性镍基单晶高温合金的液化裂纹,避免激光直接沉积过程中产生裂纹等冶金缺陷;
34.(3)成形过程中,保持部分基材和已成形区域浸入液体金属中,利用液态金属容器高的导热性和高比热容等特性,快速导出成形区的热量,使单晶合金成形过程保持在一个相对固定的温度梯度,保证单晶的组织稳定性和连续外延生长。
35.已经讨论的特征、功能和优点可在各种示例中独立实现,或者可以在其他示例中进行组合。可参照以下描述和附图看出示例的其他细节。
附图说明
36.当结合附图阅读时,通过参考以下对本发明示例的详细描述,将最好地理解例示性示例以及优选的使用模式、其他目的及其描述,其中:
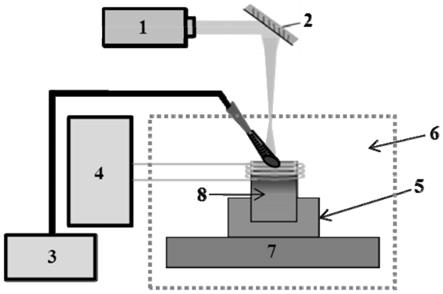
37.图1为本发明镍基单晶合金激光快速成形系统示意图。
具体实施方式
38.将参照附图更充分地描述所公开的示例,在附图中示出了所公开示例中的一些(但并非全部)。事实上,可描述许多不同的示例并且这些示例不应该被解释为限于本文中阐述的示例。相反,描述这些示例,使得本公开将是彻底和完全的,并且将把本公开的范围充分传达给本领域的技术人员。
39.以下结合实例对本发明做进一步阐述,但本发明并不局限于具体实施例。
40.实施例一:一种ic10单晶高温合金涡轮叶片制备方法:
41.(1)在图1中,标号1表示激光器,标号2表示反射镜,标号3表示送粉器,标号4表示感应加热设备,标号5表示液态金属容器,标号6表示惰性气氛环境,标号7表示数控机床,标
号8表示成形基材。
42.(2)建立待制备的涡轮叶片三维cad模型,然后在高度方向上对其进行分层切片处理,并对每层切片进行扫描路径填充,然后将切片信息和扫描路径信息导入激光直接沉积系统中。
43.(3)将粒度为45-150μm的ic10镍基单晶高温合金粉末装入激光直接沉积系统的送粉器3中,以高纯氩气为送粉气流,设置载粉气流为:8l/min,混合粉末的送粉速率为8g/min,以氩气为保护气,保护气流量为:20l/min。
44.(4)将成形用dd5单晶高温合金基板的底部浸入熔点为30℃的ga-in-sn液态金属容器5中,并使dd5合金的《001》晶向与成形方向平行。
45.(5)采用感应加热装置4,感应线圈与待加工叶片随形,且线圈位置与叶片表面距离约为8mm,加热待成形区域,使待成形区域的温度加热至900℃。
46.(6)激光和粉末同轴输出,激光焦点在成形基面处,设置激光功率为:800w,激光扫描速度为:1200mm/min。并按照步骤(2)设置的扫描路径移动,在激光的作用下,ic10粉末在成形基板上熔化形成熔池,并随着粉末和激光移开,熔池凝固,激光扫描完整个切片层后,得到厚度约为0.5mm的沉积层。
47.(7)成形基板向下降低0.5mm,重复步骤(6)获得另一沉积层。成形过程中保持感应线圈和液体金属5的位置相对固定。
48.(8)重复步骤(7),直到零件制备完成。
49.实施例二:一种fgh96合金上制备ic10定向高温合金的方法:
50.(1)在图1中,标号1表示激光器,标号2表示反射镜,标号3表示送粉器,标号4表示感应加热设备,标号5表示液态金属容器,标号6表示惰性气氛环境,标号7表示数控机床,标号8表示成形基材。
51.(2)建立待制备零件的三维cad模型,然后在高度方向上对其进行分层切片处理,并对每层切片进行扫描路径填充,然后将切片信息和扫描路径信息导入激光直接沉积系统中。
52.(3)将粒度为45-150μm的ic10镍基单晶高温合金粉末装入激光直接沉积系统的送粉器3中,以高纯氩气为送粉气流,设置载粉气流为:8l/min,混合粉末的送粉速率为8g/min,以氩气为保护气,保护气流量为:20l/min。
53.(4)将成形用粉末高温合金基板的底部浸入熔点为30℃的ga-in-sn液态金属容器5中。
54.(5)采用感应加热装置4,加热成形基材8,使待成形区域的温度加热至900℃。
55.(6)采用激光扫描待成形区域,激光扫描待区域比待成形区域的边缘靠外1-2mm。激光功率:1000w,扫描速度:600mm/min,采用相同激光工艺扫描2次。
56.(7)激光和粉末同轴输出,激光焦点在成形基面处,设置激光功率为:800w,激光扫描速度为:1200mm/min。并按照步骤(2)设置的扫描路径移动,在激光的作用下,ic10粉末在成形基板上熔化形成熔池,并随着粉末和激光移开,熔池凝固,激光扫描完整个切片层后,得到厚度约为0.5mm的沉积层。
57.(8)成形基板向下降低0.5mm,重复步骤(7)获得另一沉积层。成形过程中保持感应线圈和液体金属5的位置相对固定。
58.(9)重复步骤(8),直到零件制备完成。
59.本文中公开的系统、装置和方法的不同示例包括各种部件、特征和功能。应当理解,本文中公开的系统、装置和方法的各种示例可包括任何组合方式或任何子组合方式的本文中公开的系统、装置和方法的其他示例中的任一个的部件、特征和功能中的任一个,并且所有这些可能性旨在落入本发明的范围内。
60.已出于例示和描述的目的展示了对不同有利布置的描述,但是该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的有利示例可描述与其他有利示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1