一种复杂形状硬质合金的成型方法与流程
1.本发明涉及冶金领域,具体涉及一种复杂形状硬质合金的成型方法。
背景技术:
2.在工业制造业中,硬质合金具有高强度、高硬度、高耐磨性等系列优点,广泛用于各种零件的制备,现有技术中,复杂形状的硬质合金一般采用的是先压制成块状合金,在将其通过铣削的方式制成需要的形状,这样不仅效率低,而且过程较复杂,不易控制产品的尺寸。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种复杂形状硬质合金的成型方法,通过对控制粉体材料的装料高度,直接一次性压制成型,免于后期加工并实现连续自动压制。此方式比通过传统的压制再铣削,避免了产品预烧及修型,提升了生产效率同时大大节省了成本,而且可以精确控制压制后的合金尺寸。
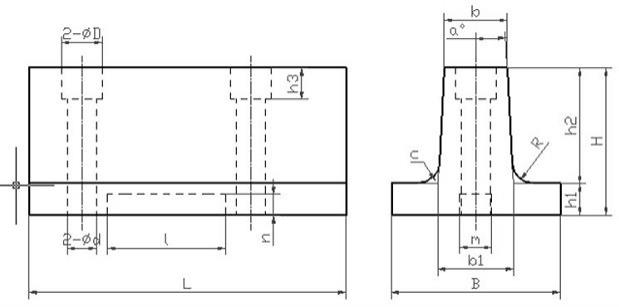
4.本发明是通过以下技术方案实现的:一种复杂形状硬质合金的成型方法,包括以下步骤:通过一上(上冲头)三下(下冲头)两芯杆的方式,将该产品的外形及内孔通过压制一次成型;(1)成型:根据需要制备的合金的合金高度h,h分为上下两部分,h1为上部分高度,h2为下部分高度,h=h1+h2,b
1 表示合金顶部与合金底部相交的宽度,b表示合金顶部宽度,角度a表示合金的角度/2,d表示合金通孔的直径,h3表示合金沉孔的高度,b
合金
表示合金的宽度,b
毛坯
表示毛坯的宽度, d
毛坯
表示毛坯的通孔直径,l表示合金的长度, l表示合金底部腰孔的长度,m分别表示合金底部腰孔的宽度,n表示金底部腰孔的深度,h4为h1尺寸的装料高度,h
5 为h2尺寸的装料高度,k为收缩系数;根据质量相等定理可知:ρ
毛坯
*v
毛坯
=ρ
合金
*v
合金 ;
ꢀꢀꢀꢀ
(一)根据三角函数关系推出b
1 =b+2*h2*tana;(二)合金上部分和下部分的连接处为c处,近似为一段90
°
r弧,r为半径,则c处面积 vc=r
²‑
1/4*πr
²
;(三)k为合金收缩系数,k=d
毛坯 /d
合金
= d
毛坯
/d = b
毛坯
/b
合金
;h4为h1尺寸的装料高度;h
5 为h2尺寸的装料高度;将公式(一)展开为:上部:ρ
毛坯
*{(b*k+b1*k)*h2*k*l*k/2-2*[π*d
²
/4*k
²
*(h
2-h3)*k+π*d
²
/4*k
²
*(h5+h3*k)]+h5*b*k*l*k+2*vc*k
²
*l*k}=ρ
合金*
[(b+b1)*h2*l/2-2*[π*d
²
/4*(h
2-h3)+π*d
²
/4*h3]+2*vc*l (五)下部:ρ
毛坯
*[h4*l*k*b*k-1/4*π*d
²
*k
²
*h4*2-(l-m)*k*m*k*n*k-1/4*m
²
*k
²
*π*n*k]=ρ
合金
*(h1*l*b-1/4*π*d
²
*h1*2-(l-m)*m*n-1/4*m
²
*π*n) 进一步整理得:
上部:h5={{ρ
合金*
[(b+b1)*h2*l/2-2*[π*d
²
/4*(h
2-h3)+π*d
²
/4*h3]+2*vc*l}/ ρ
毛坯-(b*k+b1*k)*h2*k*l*k/2-π*d
²
/2*k
²
*(h
2-h3)*k-π*d
²
/2*k
²
*h3*k-2*vc*k
²
*l*k}/(π*d
²
/2*k
²
+b*k*l*k)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(七)下部:h4=[ρ
合金
*(h1*l*b-1/4*π*d
²
*h1*2-(l-m)*m*n-1/4*m
²
*π*n) /ρ
毛坯-h4*l*k*b*k+(l-m)*k*m*k*n*k+1/4*m
²
*k
²
*π*n*k]/(1/2*π*d
²
*k
²
)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(八)其中,ρ
毛坯
、ρ
合金
分别为毛坯、合金的密度,k为合金系数;计算得到装料高度:h=h4+h5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(九);(2)通过自动送料装置将固定重量的粉料均匀的放置于凹模内并刮平;(3)压制动作,确保上冲头进入模体后下压到达h
4-h1*k位置,下冲头1相对模体移动质h
5-h2*k位置;(4)完成退模动作,完成压制过程。
[0005]
优选地,所述的粉料的目数为80-120目,粉末目数直接影响装料高度进而影响压制后的合金尺寸。
[0006]
有益效果:本发明的方法,通过这种压制一次成型的方式,替代原本通过压制方块然后机加工外形内孔的方式,大大提升了工作效率的同时也显著节省了用料,并且实现了连续自动压制,降低了劳动成本。
附图说明
[0007]
图1复杂形状的硬质合金示意图;图2模具装配图。
具体实施方式
[0008]
下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
[0009]
预制备合金尺寸为:h:55mm、b
合金
:66mm、h1:13mm、h2:42mm、b:23mm、α:3
°
、l:110mm、d
合金
:13.9mm、d:10mm、h3:10mm、l:35mm、m:10mm、n:7mm。采用粉末目数为:100-120目,总重量:3.12kg。
[0010]
实施例1一种复杂形状硬质合金的成型方法,包括以下步骤:通过一上(上冲头)三下(下冲头)两芯杆的方式,将该产品的外形及内孔通过压制一次成型;成型:根据需要制备的合金的合金高度h,h分为上下两部分,h1为上部分高度,h2为下部分高度,h=h1+h2,b
1 表示合金顶部与合金底部相交的宽度,b表示合金顶部宽度,角度a表示合金的角度/2,d表示合金通孔的直径,h3表示合金沉孔的高度,b
合金
表示合金的宽度,b
毛坯
表示毛坯的宽度, d
毛坯
表示毛坯的通孔直径,l表示合金的长度, l表示合金底部腰孔的长度,m分别表示合金底部腰孔的宽度,n表示金底部腰孔的深度,h4为h1尺寸的装料高度,h
5 为h2尺寸的装料高度,k为收缩系数;
根据质量相等定理可知:ρ
毛坯
*v
毛坯
=ρ
合金
*v
合金 ;
ꢀꢀꢀꢀ
(一)根据三角函数关系推出b
1 =b+2*h2*tana;(二)合金上部分和下部分的连接处为c处,近似为一段90
°
r弧,r为半径,则c处面积 vc=r
²‑
1/4*πr
²
;(三)k为合金收缩系数,k=d
毛坯 /d
合金
= d
毛坯
/d = b
毛坯
/b
合金
;h4为h1尺寸的装料高度;h
5 为h2尺寸的装料高度;将公式(一)展开为:上部:ρ
毛坯
*{(b*k+b1*k)*h2*k*l*k/2-2*[π*d
²
/4*k
²
*(h
2-h3)*k+π*d
²
/4*k
²
*(h5+h3*k)]+h5*b*k*l*k+2*vc*k
²
*l*k}=ρ
合金*
[(b+b1)*h2*l/2-2*[π*d
²
/4*(h
2-h3)+π*d
²
/4*h3]+2*vc*l (五)下部:ρ
毛坯
*[h4*l*k*b*k-1/4*π*d
²
*k
²
*h4*2-(l-m)*k*m*k*n*k-1/4*m
²
*k
²
*π*n*k]=ρ
合金
*(h1*l*b-1/4*π*d
²
*h1*2-(l-m)*m*n-1/4*m
²
*π*n)进一步整理得:上部:h5={{ρ
合金*
[(b+b1)*h2*l/2-2*[π*d
²
/4*(h
2-h3)+π*d
²
/4*h3]+2*vc*l}/ ρ
毛坯-(b*k+b1*k)*h2*k*l*k/2-π*d
²
/2*k
²
*(h
2-h3)*k-π*d
²
/2*k
²
*h3*k-2*vc*k
²
*l*k}/(π*d
²
/2*k
²
+b*k*l*k)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(七)下部:h4=[ρ
合金
*(h1*l*b-1/4*π*d
²
*h1*2-(l-m)*m*n-1/4*m
²
*π*n) /ρ
毛坯-h4*l*k*b*k+(l-m)*k*m*k*n*k+1/4*m
²
*k
²
*π*n*k]/(1/2*π*d
²
*k
²
)
ꢀꢀꢀꢀꢀꢀꢀ
(八)其中,ρ
毛坯
、ρ
合金
分别为毛坯、合金的密度,k为合金系数;计算得到装料高度:h=h4+h5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(九);(2)通过自动送料装置将固定重量的粉料均匀的放置于凹模内并刮平;(3)压制动作,确保上冲头进入模体后下压到达h
4-h1*k位置,下冲头1相对模体移动质h
5-h2*k位置;(4)完成退模动作,完成压制过程。
[0011]
计算可以得到,k为1.275,h4为37.26mm,h5为122.09mm。
[0012]
制得的合金的实际尺寸为:h:54.8-55.35mm、b:65.9-66.3mm、h1:12.7-13mm、h2:41.95-42.35mm、b:22.8-23.2mm、α:3.3
°
、l:109.8-110.6mm、d:13.7-14mm、d:9.95-10.02mm、h3:9.8-10.2mm、l:35.1-35.4mm、m:10-10.15mm、n:6.8-7.05mm。满足客户使用要求。
[0013]
该一次性压制成型的方式,仅仅需要15分钟/件。
[0014]
对比例1制备需要的合金,现有技术中的加工方式为:压制115 mm x70 mm x55 mm的方块,煅烧后用铣床去铣削。需要投入6.56kg粉料。煅烧时间1天,铣削时间0.5天。比较费时费力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1