一种轴类零件激光熔覆修复方法与流程
1.本发明涉及轴类零件表面裂纹修复领域,尤其涉及一种轴类零件激光熔覆修复方法。
背景技术:
2.随着轨道交通的高速发展,轨道车辆的运营维护要求和技术水平在日益提高。牵引电机是轨道交通的一个重要部件,在运行过程中,由于重载、交变、复杂应力等因素,导致牵引电机转轴发生失效。直接将有裂纹的电机轴进行报废会造成资源的浪费,不符合我国绿色发展、绿色制造的要求。
3.激光熔覆再制造技术是牵引电机轴的一种有效修复技术手段,能够在不影响基体性质的前提下显著改善修复层材料表面的耐磨、耐蚀、耐热及抗氧化等性能,赋予修复层比基体材料更优的性能。同时激光熔覆修复技术是一种经济效益很高的新技术,可以有效降低修复成本。因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视。
4.然而,在激光熔覆修复过程中会产生一些亟待解决的问题。在宏观上,激光熔覆后的表面会产生不平整、裂纹、气孔等缺陷,修复层的形状与零件原表面不匹配。在微观上,由于熔覆层与零件母材热膨胀系数不同、熔覆过程中搭接率等因素造成位错和空穴,熔覆层会产生较大的残余应力,造成修复件在使用过程中再次产生裂纹,影响了修复零件的使用寿命。此外,目前的激光熔覆修复需要多种工艺,零件需要多次装夹,不但降低了修复效率,还会造成因装夹不当导致修复质量下降的问题。
5.现有轴类零件去残余应力激光熔覆修复方案多通过对激光熔覆区域进行热处理消除熔覆层残余应力,或者对熔覆区域进行机械加工以将熔覆层残余拉应力转变为残余压应力。
6.1)中车青岛四方机车提出一种轨道车辆车轴激光熔覆修复方案(cn112899678 a):将车轴缺陷位置车削去除后,对待修复区域进行激光熔覆处理。激光熔覆完成后,使用耐高温石棉套对修复区域进行局部淬火+回火处理,改善熔覆区域组织状态,消除残余拉应力。热处理完成后,对车轴进行粗加工,随后采用激光冲击强化技术,在修复层表面引入压应力,有效改善车轴疲劳性能。最后对车轴进行精加工,去除粗加工预留余量。车轴修复需要经历机加工-激光熔覆-热处理-机加工-激光冲击-机加工,整个过程十分繁琐,需要对车轴进行多次装夹,修复效率低,修复成本高,不利于零件快速高效修复。
7.中车青岛四方机车另一种轨道车辆车轴激光熔覆修复方案(cn112853346 a):将车轴缺陷位置车削去除后,通过超声波冲击技术处理待修复车轴基材表面,在待修复层表面形成畸变能与压应力,解决了激光熔覆过程中基材热损伤层的组织粗化及残余拉应力的问题,提升再制造车轴疲劳性能。同时,超声波冲击过程可有效清理待修复层表面油污、灰尘等污染。超声波冲击完成后,完成对待修复车轴的激光熔覆处理。使用超声冲击技术对待修复表面冲击后,会在冲击表面产生一定厚度的破碎层,且存在大量的孔洞缺陷;并且该方案未对激光熔覆处理后续处理工艺流程进行说明。
8.2)中船海洋动力部件有限公司提出一种大规格轴类件表面激光熔覆层除应力方案(cn112663045 a):通过真空吸盘固定轴类件并旋转,激光熔覆完成后,通过滚筒挤压轴表面激光熔覆层,将熔覆层残余拉应变为压应力,提高熔覆层致密性,提高熔覆层表面质量。该方案缺点是设备结构较为复杂,除应力装置参数误差难以把控,若进给量小则去除残余应力效果以及轴表面平整度不够;若进给量过大则滚筒挤压有可能导致轴原有结构发生变形。
9.3)南昌大学提出一种超声滚压强化轴类零件表面激光熔覆层的方案(cn109338358 a):首先对待修复轴外圆进行车削粗加工,去除一定量外圆表层,随后进行激光熔覆处理。处理完成后,对熔覆层进行车削精加工,去除粗糙表面,精加工需要考虑留有一定余量。随后对熔覆层进行超声滚压强化处理,完成修复过程。经过超声滚压处理后的熔覆层表层组织细小,硬度高,且形成残余压应力,疲劳性能好。超声滚压处理过程会导致直径尺寸的减少,考虑到轴类件尺寸误差以及装置的加工误差,容易出现轴表面最终尺寸不均匀以及轴表面变形。
10.以上现有技术方案,在整个加工过程中均需要多次更换加工方式,因此或者需要通过反复拆装实现,过程十分繁琐,不利于轴快速修复,且拆装过程中易于对轴表面产生损伤;或者需要在设备上集成多个加工模块,设备成本高,参数较难控制。
11.因此,发明一种能够去除修复过程中产生的残余应力,同时修复效率高、修复质量好的轴类零件激光熔覆修复技术,实现牵引动力电机轴的绿色再制造,助力我国早日实现碳达峰和碳中和,具有很高的研究价值和应用前景。
技术实现要素:
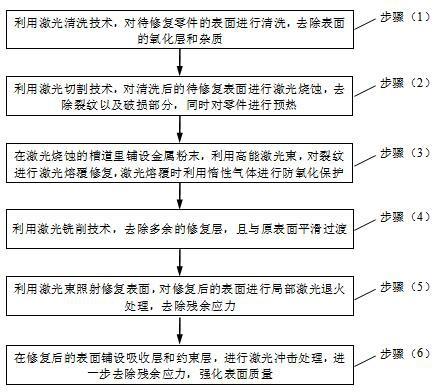
12.为解决上述技术问题,本发明采用的技术方案如下:提出一种轴类零件激光熔覆修复方法,包括前处理步骤,所述前处理步骤包括清洗和切割,所述清洗是去除待修复零件表面的氧化层和杂质,所述切割是去除待修复零件的裂纹和周围破损部分,形成切割后的槽道,在经过前处理步骤后,还包括如下步骤:激光熔覆:在所述槽道里铺设金属粉末,利用高能激光束,对裂纹进行激光熔覆修复,形成修复表面;激光退火:利用激光照射修复表面,对修复后的表面进行局部激光退火处理,去除残余应力;激光冲击:对修复后的表面进行激光冲击处理,进一步去除残余应力,强化修复表面质量。
13.进一步地,在经过步骤激光熔覆后形成的修复表面包括了有效熔覆层和多余熔覆层。
14.进一步地,在激光退火步骤前,还包括了步骤铣削,所述铣削是对将多余熔覆层进行铣削加工将其去除,使得铣削后的修复表面和原表面平滑过渡。
15.进一步地,所述清洗、切割和铣削均采用激光清洗、激光切割和激光铣削,具体是将待修复零件装夹至激光熔覆设备上后,依次通过激光清洗、激光切割、激光熔覆、激光铣削、激光退火、激光冲击等处理再将待修复零件从激光熔覆设备上卸装完成整个激光熔覆修复过程。
16.进一步地,所述激光清洗具体是将待修复零件装夹在激光熔覆设备的工作台上,将待修复裂纹朝上放置,设置待修复零件轴向进给原点,调节激光器的功率为1000-1500w,其产生的高能激光束照射在有裂纹的工件表面将待修复处的氧化层和杂质去除,在激光清洗时辅以惰性气体,将产生的粉尘吹扫,同时防止氧化。
17.进一步地,所述激光切割具体是将激光清洗后的待修复零件回到轴向进给原点,调整激光器的功率为1000-10000w,切除裂纹及其周围破损的母材,形成宽度为0.5-1mm,深度为0.1-0.5mm的激光切割槽道。
18.进一步地,所述激光熔覆具体是在所述槽道里铺设与待修复零件母材相匹配的金属粉末,将激光器功率调节到2000-4000w,激光扫描速度为5mm/s,搭接率为50%,激光器产生的高能激光束照射铺在激光切割槽道内的金属粉末并使之熔化形成熔池,熔化后的金属粉末待修复零件表面经过冶金结合产生有效熔覆层,在有效熔覆层上还覆盖多余熔覆层,激光熔覆过程中氮气作为保护器。
19.进一步地,所述激光退火具体是对铣削后修复表面及其附近的工件母材进行局部去应力退火,调节激光器的功率为500-1000w,光斑直径为1.5-3.5mm,待修复零件轴向移动速度为100-150mm/s,让高能激光束均匀快速照射修复表面及其附近的工件母材,使其温度上升到500-650℃,然后进行自然冷却。
20.进一步地,所述激光冲击具体是在经过激光退火后的待修复表面上覆盖吸收层和约束层,采用的吸收层为黑漆,约束层为均匀的流水,调节激光器的脉冲能量为30-40j,功率密度为3.5-7.5gw/cm2,光斑直径为4-6mm,令高能脉冲激光束可穿过约束层,能量被吸收层吸收并迅速汽化,产生大量稠密的高温、高压等离子体,所述高温、高压等离子体受到约束层的约束开始急剧升温膨胀,然后爆炸形成高强度冲击波作用于待修复表面上。
21.进一步地,所述激激光铣削具体是调整激光器4的功率为300-500w,脉宽为0.5-1ms,脉冲频率为70-100hz,能量密度为1-5
×
106j/cm2,待修复零件轴向进给速度为2-5mm/s,利用高能激光束将激光熔覆后形成的多余熔覆层铣削去除,使得铣削后的修复表面和原表面平滑过渡。
22.本发明具有以下优点:1、采用激光熔覆、激光退火和激光冲击技术,由于采用局部退火,热影响区小,不影响零件其他部分的使用寿命;激光冲击结束后,在熔覆层表面形成残余压应力,与激光熔覆时产生的热应力相互抵消,降低修复层的整体残余应力。此外,残余压应力的存在,可引起裂纹的闭合效应,从而有效降低疲劳裂纹扩展的驱动力,提高金属材料的抗疲劳、耐磨损和抗腐蚀能,延长疲劳裂纹扩展寿命。
23.2、激光熔覆的前处理和后处理以及去除残余应力处理均采用激光技术,零件只需装夹一次,因此修复效率高,成本低,易于操作,可实现轨道交通牵引动力电机轴的快速再制造修复。
附图说明
24.图1:修复步骤流程图;图2:激光清洗步骤说明示意图;图3:激光切割步骤说明示意图;
图4:激光熔覆步骤说明示意图;图5:激光铣削步骤说明示意图;图6:激光退火步骤说明示意图;图7:激光冲击步骤说明示意图。
具体实施方式
25.为了本领域普通技术人员能充分实施本发明内容,下面结合附图以及具体实施例来进一步阐述本发明内容。
26.如图1所示,整个修复过程分为如下几个步骤,前处理步骤包括清洗和切割,所述清洗是去除待修复零件表面的氧化层和杂质,所述切割是去除待修复零件的裂纹和周围破损部分,形成切割后的槽道,在经过前处理步骤后,还包括如下步骤:激光熔覆:在所述槽道里铺设金属粉末,利用高能激光束,对裂纹进行激光熔覆修复,形成修复表面;激光退火:利用激光照射修复表面,对修复后的表面进行局部激光退火处理,去除残余应力;激光冲击:对修复后的表面进行激光冲击处理,进一步去除残余应力,强化修复表面质量。
27.采用激光熔覆、激光退火和激光冲击技术,由于采用局部退火,热影响区小,不影响零件其他部分的使用寿命;激光冲击结束后,在熔覆层表面形成残余压应力,与激光熔覆时产生的热应力相互抵消,降低修复层的整体残余应力。此外,残余压应力的存在,可引起裂纹的闭合效应,从而有效降低疲劳裂纹扩展的驱动力,提高金属材料的抗疲劳、耐磨损和抗腐蚀能,延长疲劳裂纹扩展寿命。
28.在激光退火步骤前,还包括了步骤铣削,所述铣削是对将多余熔覆层进行铣削加工将其去除,使得铣削后的修复表面和原表面平滑过渡。
29.为了减少零件装夹次数,提高加工修复效率,所述清洗、切割和铣削均采用激光清洗、激光切割和激光铣削,具体是将待修复零件装夹至激光熔覆设备上后,依次通过激光清洗、激光切割、激光熔覆、激光铣削、激光退火、激光冲击等处理再将待修复零件从激光熔覆设备上卸装完成整个激光熔覆修复过程。激光熔覆的前处理和后处理以及去除残余应力处理均采用激光技术,零件只需装夹一次,因此修复效率高,成本低,易于操作,可实现轨道交通牵引动力电机轴的快速再制造修复。
30.下面通过将通过附图说明各个具体步骤中的具体实施方式以及工艺参数。
31.如图2所示,首先将待修复轴1装夹在激光熔覆设备的工作台上,将待修复裂纹5朝上放置,并且设置好轴的原点。利用激光清洗技术去除表面的氧化层和杂质,采用的激光器4为yag固体激光器,调节激光器4的功率为1000-1500w,其产生的高能激光束3照射在有裂纹5的工件表面,能量被工件表面的污染层吸收,产生等离子体和冲击波轰击工件表面,可将待修复处的氧化层和杂质去除,露出激光清洗后的工件母材表面2。在激光清洗时辅以惰性气体,将产生的粉尘吹扫,同时防止激光清洗后的工件母材表面2氧化。采用的惰性气体为氮气。由激光熔覆设备的工作台带动轴1沿着轴向方向6和旋转方向7进给,直至裂纹5附近的所有杂质被去除。
32.如图3所示,将激光清洗后的轴1回到原点,调整激光器4的功率为1000-10000w,利用激光切割技术,切除裂纹5及其周围破损的母材,形成宽度为0.5-1mm,深度为0.1-0.5mm的激光切割槽道8。激光切割时,产生的热量亦可将轴1的裂纹5处进行预热,为下一步的激光熔覆做准备。
33.如图4所示,将激光切除裂纹后的轴1回到原点,利用激光熔覆技术进行修复。采用中心同轴送粉器,在激光切割槽道8里铺设金属粉末9,同轴送粉器的送分量为15-150g/min。为了与轴1的母材18crnimo7-6相匹配,采用的粉末为1cr15ni4mo3。将激光器4的功率调节到2000-4000w,激光扫描速度为5mm/s,搭接率为50%。激光器4产生的高能激光束3照射铺在激光切割槽道8内的金属粉末9并使之熔化形成熔池。熔化后的金属粉末在轴1的裂纹5处经过冶金结合产生有效熔覆层10-2。为了保证完全修复裂纹,激光熔覆时会产生多余熔覆层10-1。激光熔覆过程中同样采用惰性气体氮气作为保护器,防止熔覆层10氧化,保护气的流量为10l/min。
34.如图5所示,激光熔覆完成后将轴1回到原点,利用激光铣削技术,将激光熔覆过程中产生的多余熔覆层10-1铣掉,保证激光铣削后的熔覆层10-3的表面与轴1的原始表面平滑过渡。激光铣削时调整激光器4的功率为300-500w,脉宽为0.5-1ms,脉冲频率为70-100hz,能量密度为1-5
×
106j/cm2,铣削进给速度为2-5mm/s。
35.如图6所示,轴1回到原点,利用激光退火技术,对激光铣削后的熔覆层10-3及其附近的工件母材进行局部去应力退火,消减残余应力,防止修复件在使用中开裂,延长使用寿命。调节激光器4的功率为500-1000w,光斑直径为1.5-3.5mm,轴1的移动速度为100-150mm/s,让高能激光束3均匀快速照射熔覆层10-3表面及其附近的工件母材,使其温度上升到500-650℃,然后进行自然冷却。由于采用局部退火,热影响区小,不影响轴1其他部分的使用寿命。
36.如图7所示,轴1回到原点,利用激光冲击技术,对局部退火后的熔覆层表面10-4进行激光冲击处理。激光冲击处理前需要在待处理表面镀上吸收层11和约束层12。采用的吸收层11为黑漆,约束层12位均匀的流水。调节激光器4的脉冲能量为30-40j,功率密度为3.5-7.5gw/cm2,光斑直径为4-6mm。当激光冲击处理时,高能脉冲激光束3可穿过约束层12,能量被吸收层11吸收并迅速汽化,产生大量稠密的高温、高压等离子体,这些等离子体继续吸收激光能量,由于受到约束层12的约束开始急剧升温膨胀,然后爆炸形成高强度冲击波作用于熔覆层表面10-4。当冲击波的峰值压力超过材料的动态屈服强度时,材料发生塑性变形并在表层产生垂直于熔覆层10-4表面的压应力。当激光冲击结束后,在熔覆层表面10-4形成残余压应力,与激光熔覆时产生的热应力相互抵消,降低轴1修复层的整体残余应力。此外,残余压应力的存在,可引起裂纹的闭合效应,从而有效降低疲劳裂纹扩展的驱动力,提高金属材料的抗疲劳、耐磨损和抗腐蚀能,延长疲劳裂纹扩展寿命。
37.上述所有步骤中,轴1均在激光熔覆设备的工作台的带动下,沿着轴向方向6和旋转方向7进给,直至裂纹5处的所有工序完成。
38.显然,以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1