开口承压环的磨削加工方法与流程
1.本发明涉及一种开口承压环的磨削加工方法,属于磨削加工技术领域。
背景技术:
2.目前在采用外圆磨床或内圆磨床对开口承压环零件进行加工时,由于零件对尺寸和形位公差要求较高,且零件已开口和已经热处理具有一定弹性,其装夹非常困难,严重地影响了生产效率和产品质量。因此现有的加工开口承压环零件的磨削加工方法不能满足生产的要求,需要对开口承压环的磨削加工方法进行改进。
技术实现要素:
3.本发明的目的在于,提供一种开口承压环的磨削加工方法,以解决开口承压环装夹困难、尺寸公差、形位公差难保证、生产效率低的技术问题,从而克服现有技术的不足。
4.为实现上述目的,本发明采用如下技术方案:一种开口承压环的磨削加工方法,该方法包括采用内圆磨床对开口承压环进行内圆磨削加工和采用外圆磨床对开口承压环进行外圆磨削加工及外锥面磨削加工;在进行内圆磨削加工和外圆磨削加工时,均采用工装夹具将多个开口承压环平行层叠构成待加工零件组进行加工;在进行外锥面磨削加工时,采用工装夹具将开口承压环夹紧后一个一个的进行加工。
5.前述开口承压环的磨削加工方法中,待加工零件组由六件开口承压环平行层叠构成,待加工零件组内各开口承压环的开口位置与相邻的开口承压环的开口位置相互错开90
°
后层叠在一起。
6.前述开口承压环的磨削加工方法中,内圆磨削加工所用工装夹具包括夹具体、定位套、和螺母;各开口承压环通过收紧引导套和推送工具装入定位套内孔形成待加工零件组。
7.前述开口承压环的磨削加工方法中,外圆磨削加工所用工装夹具包括长心轴、开口垫圈、和压紧螺母;各开口承压环通过收紧套筒套在长心轴外圆上形成待加工零件组;并通过开口垫圈和压紧螺母将待加工零件组压紧后取下收紧套筒再进行外圆磨削加工。
8.前述开口承压环的磨削加工方法中,待加工零件组外圆的磨削加工按以下工序进行加工:
①
.将待加工零件组平整的装在长心轴上;
②
.将开口垫圈、压紧螺母装到长心轴上并轻微预紧压紧螺母;
③
.将收紧套筒套在待加工零件组上,使开口承压环组中每个开口承压环的开口收紧,并与收紧套筒内孔均匀接触;
④
.将压紧螺母拧紧后取下收紧套筒;
⑤
.将待加工零件组连同磨外圆工装一起装夹在外圆磨床上,通过长心轴两端的中心孔进行装夹,完成待加工零件组外圆的粗磨和精磨。
9.前述开口承压环的磨削加工方法中,待加工零件组内圆的磨削加工按以下工序进行加工:
①
.将收紧引导套与定位套连接在一起;
②
.采用推送工具将六件开口承压环一件一件的通过收紧引导套平行送入定位套内形成待加工零件组;
③
.取下收紧引导套,将定位套与待加工零件组一起放入夹具体内,并将螺母旋到夹具体一端的螺纹上并轻微预紧;确保待加工零件组中每件开口承压环的开口位置正确后再将螺母拧紧;
④
.将装夹有待加工零件组的磨外圆工装的锥柄放在内圆磨床主轴孔内进行待加工零件组内圆的粗磨和精磨。
10.前述开口承压环的磨削加工方法中,开口承压环外锥面的磨削加工按以下工序进行加工:
①
.将一件开口承压环平整的装在短心轴上;
②
.将开口垫圈和螺母装到短心轴上并轻微预紧螺母;
③
.将锥环放在磨外锥工装及开口承压环处,使开口承压环收紧,并与锥环的内锥孔均匀接触;
④
.将压紧螺母拧紧并取下锥环;
⑤
.将开口承压环连同磨外锥工装一起装夹在外圆磨床上,通过短心轴两端的中心孔进行装夹进行开口承压环,外圆的外锥面加工,并使锥度大端外圆尺寸达到图纸要求尺寸;
⑥
.最后用油石倒圆角。
11.由于采用了上述技术方案,本发明与现有技术相比,本发明解决了零件的装夹问题,通过收紧工装夹具从端面进行夹紧,改变了夹紧力方向,使夹紧更牢固,形位公差更容易控制,同时质量稳定,从而有效提高了生产效率。
附图说明
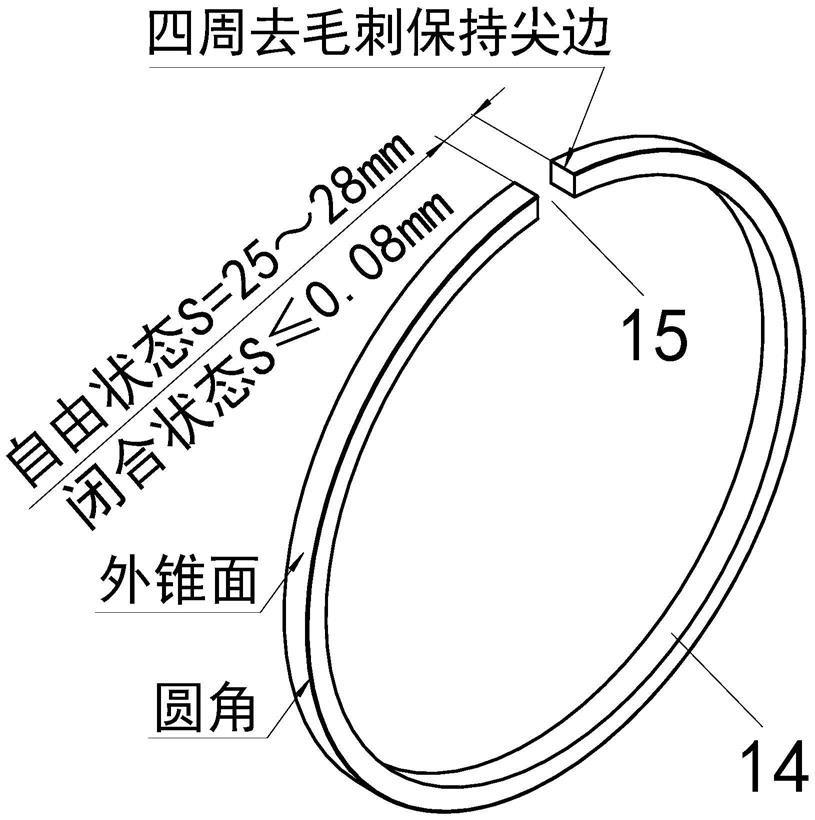
12.图1是本发明所要加工的开口承压环的零件图;图2是本发明的磨外圆工装的结构示意图;图3是本发明的磨外圆工装夹持待加工零件组时的示意图;图4是本发明的磨内孔工装的结构示意图;图5是本发明的磨内孔工装夹持待加工零件组时的示意图;图6是本发明的磨内孔工装通过收紧引导套和推送工具将开口承压环推入定位套中形成待加工零件组时的示意图;图7是本发明的磨外锥工装的结构示意图;图8是本发明的磨外锥工装夹持开口承压环时的示意图。
13.附图中的标记为:1-夹具体、2-定位套、3-收紧引导套、4-推送工具、5-螺母、6-扳手、7-收紧套筒、8-长心轴、9-开口垫圈、10-压紧螺母、11-锥环、12-短心轴、13-待加工零件组、14-开口承压环、15-开口、16-中心孔、17-锥柄。
具体实施方式
14.下面结合附图和实施例对本发明作进一步的详细说明。
15.本发明的一种开口承压环的磨削加工方法,该方法包括采用内圆磨床对开口承压环进行内圆磨削加工和采用外圆磨床对开口承压环进行外圆磨削加工及外锥面磨削加工;如图3和图5所示,内圆磨削加工和外圆磨削加工采用工装夹具将多个开口承压环14平行层叠构成待加工零件组13进行加工;如图7所示,外锥面磨削加工和倒角加工采用工装夹具将开口承压环14夹紧后一个一个的进行加工。如图2和图4所示,待加工零件组13由六件开口承压环14平行层叠构成,待加工零件组13内各开口承压环的开口15位置与相邻的开口承压环的开口15位置相互错开90
°
后层叠在一起。如图4所示,内圆磨削加工所用工装夹具包括夹具体1、定位套2、和螺母5;各开口承压环14通过收紧引导套3和推送工具4装入定位套2内孔形成待加工零件组13。如图2所示,外圆磨削加工所用工装夹具包括长心轴8、开口垫圈9和压紧螺母10;各开口承压环14通过收紧套筒7套在长心轴8外圆形成待加工零件组13;并通过开口垫圈9和压紧螺母10将待加工零件组13压紧后取下收紧套筒7再进行外圆磨削加工。
16.如图3所示,待加工零件组13外圆的磨削加工按以下工序进行加工:
①
.将待加工零件组13平整的装在长心轴8上;
②
.将开口垫圈9、压紧螺母10装到长心轴8上并轻微预紧压紧螺母10;
③
.将收紧套筒7套在待加工零件组13上,使待加工零件组13中每个开口承压环14的开口15收紧,并与收紧套筒7内孔均匀接触;
④
.将压紧螺母10拧紧后取下收紧套筒7;
⑤
.将待加工零件组13连同磨外圆工装一起装夹在外圆磨床上,通过长心轴8两端的中心孔16进行装夹,完成待加工零件组13外圆的粗磨和精磨。
17.如图6所示,待加工零件组13内圆的磨削加工按以下工序进行加工:
①
.将收紧引导套3与定位套2连接在一起;
②
.采用推送工具4将六件开口承压环14一件一件的通过收紧引导套3平行送入定位套2内形成待加工零件组13;
③
.取下收紧引导套3,将定位套2与待加工零件组13一起放入夹具体1内,并将螺母5旋到夹具体1一端的螺纹上并轻微预紧;确保待加工零件组13中每件开口承压环14的开口15位置正确后再将螺母5拧紧;
④
.将装夹有待加工零件组13的磨内圆工装的锥柄17放在内圆磨床主轴孔内进行待加工零件组13内圆的粗磨和精磨。
18.如图8所示,开口承压环14外锥面的磨削加工按以下工序进行加工:
①
.将一件开口承压环14平整的装在短心轴12上;
②
.将开口垫圈9和螺母5装到短心轴14上并轻微预紧压紧螺母10;
③
.将锥环11放在磨外锥工装及开口承压环14处,使开口承压环14收紧,并与锥环11的内锥孔均匀接触;
④
.将压紧螺母10拧紧并取下锥环11;
⑤
.将开口承压环14连同磨外锥工装一起装夹在外圆磨床上,通过短心轴12两端的中心孔16进行装夹进行开口承压环14,外圆的外锥面加工,并使锥度大端外圆尺寸达到
图纸要求尺寸;
⑥
.最后用油石倒圆角。
19.本发明所加工的开口承压环的零件图如图1所示,开口承压环14为开口承压环。
20.开口承压环14的形状为具有开口的圆环,开口承压环14自由状态开口距离s为25~28mm,开口承压环14闭合状态开口距离s为≤0.08mm。开口承压环14粗加工和热处理后的精加工采用磨削加工。开口承压环尺寸公差、形位公差、粗糙度要求较高,并具有开口15,有一定弹性,造成装夹不便。本发明通过磨内孔工装、磨外圆工装和磨外锥工装使夹紧力牢固的压在开口承压环的平面上,为后续磨削加工提供了保证。
21.磨外圆工装如图2所示,由收紧套筒7、长心轴8、开口垫圈9、压紧螺母10组成,装夹程序如下:将六件开口承压环14构成的待加工零件组13装在长心轴8上,开口承压环14上的开口15位置错开90
°
;将开口垫圈9、压紧螺母10装到长心轴8,并轻微预紧;将收紧套筒7套在磨外圆工装和待加工零件组13,使开口承压环14收紧,并与收紧套筒7内孔均匀接触;将压紧螺帽10拧紧,取下收紧套筒7;将待加工零件组13和磨外圆工装放在外圆磨床上,通过长心轴8两端的中心孔16装夹,进行待加工零件组13外圆的粗磨和精磨。
22.磨内圆工装如图4所示,由夹具体1、定位套2、螺母5、收紧引导套3、扳手6、推送工具4组成,装夹程序如下:如图6所示,将收紧引导套3与定位套2同心贴合在一起,收紧引导套3的内孔直径与定位套2的内孔直径相同,在收紧引导套3未与定位套2贴合的一端的端口为喇叭口,这样方便于通过推送工具4将开口承压环14通过收紧引导套3的引导推入到定位套2的孔中;通过推送工具4将六件开口承压环14一件一件地通过收紧引导套3推入定位套2内,使被推入的开口承压环14相互贴合在一起形成待加工零件组13,推入时,使相邻的各开口承压环14的开口位置错开90
°
;然后拿开收紧引导套3,将装有待加工零件组13的定位套2放入夹具体1内,并将螺母5装到夹具体1上,并轻微预紧,检查无误后通过扳手6将螺母5拧紧;将待加工零件组13和磨内圆工装的锥柄17放在内圆磨床主轴孔内进行待加工零件组13内孔的粗磨和精磨加工。
23.磨外锥工装如图7所示,由锥环11、短心轴12、开口垫圈9、螺母10组成,装夹程序如下:将一件开口承压环14平行装在短心轴12上;将开口垫圈9、螺母10装到短心轴12,并轻微预紧;将锥环11套在磨外锥工装及开口承压环14上,使开口承压环14收紧,并与锥环11的内锥孔均匀接触;将螺母10拧紧,这样即可使开口承压环14被开口垫圈9紧紧地压在短心轴12上,然后取下锥环11;将装夹好开口承压环14的磨外锥工装放通过短心轴12两端的中心孔16装夹在外
圆磨床上,这样即可进行对开口承压环14外圆的锥度磨削,并使锥度大端外圆满足图纸要求;最后用油石倒开口承压环14上的圆角即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1