一种刀粒磨周边装置的制作方法
1.本发明涉及自动化加工技术领域,尤其涉及一种刀粒磨周边装置。
背景技术:
2.目前市场上存在的刀粒周边磨床主要有两种形式,第一种是拉钉式,将拉钉穿过刀片的中心锁紧孔,然后通过拉爪拉紧拉钉,固定住被磨刀片,然后;另一种方式是将刀片的上下面夹住,然后进行磨削,这两种方式都有可旋转的b,c两个旋转轴,带动刀片进行旋转和倾斜,将刀片周边的平面,圆弧面,负倒棱等磨削出来,作为刀片下一加工工序的基准。拉钉式周边磨床主要缺点是:使用范围受限。由于有些刀片没有中心孔,有些刀片的孔不在中心,有些刀片本身太小,中心孔也很小,拉钉无法穿过,刀片太大了又难以夹紧,所有被加工的刀片类型是不全面的。
3.用夹头顶住刀片上下面的方式有如下缺点:
4.1,设计过于复杂。因为零部件集成程度不高,使得周边磨的动力部分和传动部分设计的十分复杂,而周边磨本身要求精度又很高,所以对制造要求很高,这造成了制造和维护都非常的复杂。
5.2,设备体积过大。市面上的周边磨床体型相对于其他工序的机床来说都非常的大,其主要原因就是刀片夹持装置过大造成的,这会导致运输困难,占用有限的场地资源,体积过大,无论是操作和维护都存在一定的困难,另外也会大幅提高设备成本。
6.3,设备价格过高。设备价格高有多方面的因素,比如设备体型大,所需的原材料零配件都得提高很多,导致价格上升;设计复杂,比如动力头部分使用涡轮蜗杆传动或者多齿轮传动,无论设计,制造还是装配都有一定的难度,顶尖压头使用自制液压缸压紧,设计复杂,使用液压夹紧匹配的子系统更多,且容易漏油,不易维护等都导致了成本的提升;最后,周边磨床的技术多年来主要掌握在国外企业的手中,也导致了高昂的设备价格。
7.4,该类机床的主要技术均掌握在国外设备厂商手中。这使得我国无论是刀具生产企业,还是刀具类设备生产企业都非常被动,即使能够生产此类设备也没有摆脱国外厂商的技术影响,且因为价格高昂,大量刀具生产厂家无法找到此类合适的设备给刀片磨周边,导致我国仍有大量的手动工具磨床通过一个面一个面的方式来磨刀片的周边,采用这种方式磨削的刀粒其产品质量始终无法提升。
8.因此,现有技术存在缺陷,需要改进。
技术实现要素:
9.本发明的目的是克服现有技术的不足,提供一种刀粒磨周边装置。
10.本发明的技术方案如下:提供一种刀粒磨周边装置,包括:基座、设置于所述基座上的定位模块、设置于所述基座一侧的旋转b轴模块、设置于所述基座另一侧的顶尖模块、以及设置于所述基座底部的旋转c轴模块,所述顶尖模块的前端的设置位置与旋转b轴模块的旋转轴对应,所述旋转c轴模块驱动基座进行旋转,所述定位模块包括:设置于所述基座
上的上下调节模块、设置于所述上下调节模块上的前后调节模块、铰接于所述前后调节模块上的定位气缸、设置于所述定位气缸输出端上的摆动杆、设置于所述摆动杆上的定位块、以及设置于所述前后调节模块上的悬臂,所述摆动杆铰接于悬臂上,定位块设置于顶尖模块以及旋转b轴模块之间。
11.进一步地,所述顶尖模块包括:顶尖杠杆模块、设置于所述顶尖杠杆模块的输出端上的顶尖输出轴模块、以及设置于所述顶尖输出轴模块一端上的顶紧杆,所述顶紧杆的中心轴与旋转b轴模块的旋转轴共线,所述顶尖输出轴模块包括:与所述顶尖杠杆模块连接的顶尖轴套、以及与所述顶尖轴套转动连接的顶尖轴,所述顶紧杆与顶尖轴连接。
12.进一步地,所述顶尖杠杆模块包括:设置于所述基座上的安装支座、铰接于所述安装支座上的顶尖气缸、设置于所述顶尖气缸的输出端上的接头铰链、以及铰接于所述接头铰链上的摆动杠杆,所述摆动杠杆上设置有摆动中心轴,所述摆动中心轴铰接于基座上,所述摆动杠杆的一端铰接于接头铰链上,所述摆动杠杆的另一端设置有顶尖卡口,所述顶尖轴套对应顶尖卡口设置有入力杆,所述入力杆嵌入顶尖卡口。
13.进一步地,所述旋转b轴模块包括:设置于所述基座上的直驱电机、与所述直驱电机的输出端连接的基准杆安装座、设置于所述基准杆安装座上的旋转基准杆、设置于所述直驱电机后端的中心孔定位气缸、与所述中心孔定位气缸的输出端连接的中心孔定位推杆、以及设置于所述旋转基准杆内的中心孔定位杆,所述中心孔定位推杆穿过直驱电机并与中心孔定位杆接触,所述中心孔定位气缸驱动中心孔定位推杆将中心孔定位杆推出旋转基准杆的端面,所述中心孔定位杆与旋转基准杆之间设置有弹簧,所述中心孔定位杆与旋转基准杆同轴线。
14.进一步地,所述前后调节模块上设置有第一百分表,所述上下调节模块上设置有第二百分表。
15.进一步地,所述摆动杆上方设置有定位缓冲块。
16.进一步地,所述定位块上设置有v型槽。
17.进一步地,所述基座上设置有测量模块,所述测量模块包括:设置于所述基座上的安装调节座、设置于所述安装调节座上的接触式数字传感器、以及设置于所述接触式数字传感器的输出端上的测针,所述接触式数字传感器与安装调节座刚性连接。
18.进一步地,所述基座上设置有修砂轮模块,所述修砂轮模块包括:设置于所述基座上的油石条安装座、以及嵌入于所述油石条安装座内的油石条,所述油石条安装座内对应油石条设置有若干夹紧块。
19.进一步地,所述基座的上部为u型箱体结构,所述旋转b轴模块以及顶尖模块分别设置于u型箱体结构的两端。
20.采用上述方案,本发明通过定位模块对刀粒以竖直方式进行支撑定位,再通过顶尖模块以及旋转b轴模块从两侧对刀粒进行夹紧,同时定位模块避位,便于砂轮接近并对刀粒的周边进行磨削加工,以此为刀粒提供稳定有效的夹紧定位,满足刀粒周边磨削加工的需求,简化设备复杂性,降低生产成本。
附图说明
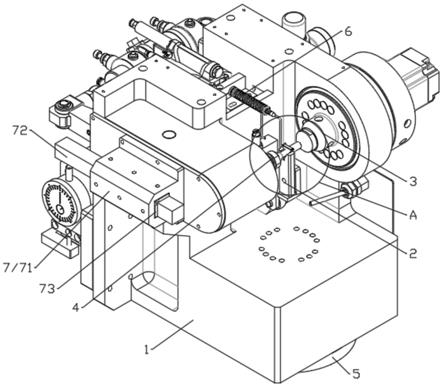
21.图1为本发明的结构示意图。
22.图2为图1中a处局部放大示意图。
23.图3为定位模块的结构示意图。
24.图4为顶尖输出轴模块的结构示意图。
25.图5为顶尖杠杆模块的结构示意图。
26.图6为旋转b轴模块的结构示意图。
27.图7为测量模块的结构示意图。
具体实施方式
28.以下结合附图和具体实施例,对本发明进行详细说明。
29.请参阅图1至图3,本发明提供一种刀粒磨周边装置,包括:基座1、设置于所述基座1上的定位模块2、设置于所述基座1一侧的旋转b轴模块3、设置于所述基座1另一侧的顶尖模块4、以及设置于所述基座1底部的旋转c轴模块5。所述顶尖模块4的前端的设置位置与旋转b轴模块3的旋转轴对应。所述旋转c轴模块5驱动基座1进行旋转。所述定位模块2包括:设置于所述基座1上的上下调节模块21、设置于所述上下调节模块21上的前后调节模块22、铰接于所述前后调节模块22上的定位气缸23、设置于所述定位气缸23输出端上的摆动杆24、设置于所述摆动杆24上的定位块25、以及设置于所述前后调节模块21上的悬臂26。所述摆动杆24铰接于悬臂26上。定位块25设置于顶尖模块4以及旋转b轴模块3之间。
30.调机时,将待加工的刀粒放置于定位块25上,启动顶尖模块4,将刀粒顶紧于顶尖模块4的前端以及旋转b轴模块3前端之间,然后定位气缸23回缩,使得摆动杆24绕铰接点向下转动,从而使得定位块25起到避空刀片旋转的作用,通过启动旋转b轴模块3,从而驱使刀粒进行旋转,通过测量模块6测量刀片毛坯圆周面反馈数据来调节前后调节模块22以及上下调节模块21,将定位块25移动至刀粒内切圆的圆心与旋转b轴模块3的轴线重合的位置,此时定位块的位置调节完毕。工作时,将待加工的刀粒放置于定位块25上,启动顶尖模块4,将刀粒顶紧于顶尖模块4的前端以及旋转b轴模块3前端之间,对刀粒进行压紧固定。然后定位气缸23回缩,使得摆动杆24绕铰接点向下转动,从而使得定位块25起到避空砂轮的作用,以便于砂轮靠近并对刀粒进行磨削。在磨削时,通过启动旋转b轴模块3,从而驱使刀粒进行旋转,以便于对刀粒的周边进行磨削加工。通过启动旋转c轴模块5,以对刀粒进行倾角,从而对应刀粒的后角或负倒棱。
31.本发明通过定位模块2对刀粒以竖直方式进行支撑定位,再通过顶尖模块4以及旋转b轴模块3从两侧对刀粒进行夹紧,同时定位模块2避位,便于砂轮接近并对刀粒的周边进行磨削加工,以此为刀粒提供稳定有效的夹紧定位,满足刀粒周边磨削加工的需求,简化设备复杂性,降低生产成本。
32.请参阅图2、图4及图5,所述顶尖模块4包括:顶尖杠杆模块41、设置于所述顶尖杠杆模块41的输出端上的顶尖输出轴模块42、以及设置于所述顶尖输出轴模块42一端上的顶紧杆43。所述旋转b轴模块3上设置有旋转基准杆31。所述旋转b轴模块3驱动旋转基准杆31旋转,所述顶紧杆43的中心轴与旋转基准杆31的中心轴共线。所述顶尖输出轴模块42包括:与所述顶尖杠杆模块41连接的顶尖轴套421、以及与所述顶尖轴套421转动连接的顶尖轴422。所述顶紧杆43与顶尖轴422连接。通过顶尖杠杆模块41驱动顶尖输出轴模块42移动,从而将刀粒夹紧于顶紧杆43与旋转基准杆31之间。启动旋转b轴模块3时,旋转基准杆31在旋
转b轴模块3的驱动下进行转动,同时带动刀粒,顶紧杆43以及顶尖轴422进行旋转,而顶尖轴套421不随着顶紧杆43进行旋转,以此满足压紧于旋转的需求,便于对刀粒的周边进行磨削。
33.请参阅图5,所述顶尖杠杆模块41包括:设置于所述基座1上的安装支座411、铰接于所述安装支座411上的顶尖气缸412、设置于所述顶尖气缸412的输出端上的接头铰链413、以及铰接于所述接头铰链413上的摆动杠杆414。所述摆动杠杆414上设置有摆动中心轴415,所述摆动中心轴415铰接于基座1上。所述摆动杠杆414的一端铰接于接头铰链413上,所述摆动杠杆414的另一端设置有顶尖卡口416。所述顶尖轴套421对应顶尖卡口416设置有入力杆423,所述入力杆423嵌入顶尖卡口416。通过设置顶尖杠杆模块41,从而降低顶尖模块4的制造难度,大幅减小顶尖模块4的体积,以便于使用更小的周边磨砂轮;同时可以通过杠杆机构增大输出力,从而加大夹持力,保证刀粒夹紧的稳定性;通过杠杆机构可实现力的输出方向的改变,以便于将顶尖杠杆模块设置在装置后部,减少干涉,并且减少整体体积;另外,杠杆机构方便维护修理,减低维检成本,保证装置本身的可靠性。
34.请参阅图6,所述旋转b轴模块3包括:设置于所述基座1上的直驱电机31、与所述直驱电机31的输出端连接的基准杆安装座32、设置于所述基准杆安装座32上的旋转基准杆33、设置于所述直驱电机31后端的中心孔定位气缸34、与所述中心孔定位气缸34的输出端连接的中心孔定位推杆35、以及设置于所述旋转基准杆33内的中心孔定位杆36。所述中心孔定位推杆35穿过直驱电机31并与中心孔定位杆36接触。所述中心孔定位气缸34驱动中心孔定位推杆35将中心孔定位杆36推出旋转基准杆33的端面。所述中心孔定位杆36与旋转基准杆33之间设置有弹簧37。所述中心孔定位杆36与旋转基准杆33同轴线。在进行夹紧定位时,中心孔定位杆32插入刀粒的内孔中,使得刀粒处于旋转b轴模块3的旋转中心,以此保证刀粒内孔圆心与刀粒内切圆圆心的同心度。采用直驱电机31作为旋转b轴模块3的动力单元,以此进一步提升旋转b轴模块3的旋转精度,且进一步对结构进行简化,满足加工的需求。
35.请参阅图7,所述基座1上设置有测量模块6,所述测量模块6包括:设置于所述基座1上的安装调节座61、设置于所述安装调节座61上的接触式数字传感器62、以及设置于所述接触式数字传感器62的输出端上的测针63。所述接触式数字传感器62与安装调节座61刚性性连接。接触式数字传感器62分为传感器部分和气缸部分,采用整体式接触式数字传感器62密封性好,结构简单,体积小,方便安装维护。测量模块6用于测量刀粒的尺寸,然后计算出刀粒的理论中心位置,并将其进行补偿,用来修正定位块25进行定位时因刀粒毛坯尺寸变化带来的偏差。同时,可以通过测量模块6进行成品检测,检测刀粒磨削后的尺寸,判断加工后的刀粒是否为合格品,是否需要复磨。
36.调机时,将待加工的刀粒放置于定位块25上,启动顶尖模块4,将刀粒顶紧于顶紧杆43的前端以及旋转b轴模块3前端的旋转基准杆31之间,然后定位气缸23回缩,使得摆动杆24绕铰接点向下转动,从而使得定位块25起到避空刀片旋转的作用,通过启动旋转b轴模块3,从而驱使刀粒进行旋转,通过测量模块7寻找周边,通过测量反馈数据调节,手动调节前后调节模块22以及上下调节模块21,将定位块25移动至刀粒内切圆的圆心与旋转b轴模块3的轴线重合的位置,此时定位块的位置调节完毕。工作时,将待加工的刀粒放置于定位块25上,启动顶尖模块4,将刀粒顶紧于顶紧杆43的前端以及旋转b轴模块3前端的旋转基准
杆31之间,对刀粒进行压紧固定。
37.所述前后调节模块22上设置有第一百分表221。所述上下调节模块21上设置有第二百分表211。当前后调节模块22以及上下调节模块21对定位块25上刀粒的位置进行调节时,可以通过第一百分表221以及第二百分表211观察前后调节模块22以及上下调节模块21的移动距离,从而对移动精度进行控制。
38.所述摆动杆24上方设置有定位缓冲块27。定位缓冲块27在摆动杆24运动的上极限位置提供缓冲,同时限定摆动杆24的移动范围,从而保证摆动杆24每次定位时都保持在同一高度位置,提高定位精度。
39.定位块25上设置有v型槽251。通过v型槽251容纳、承托刀粒,以便于对刀粒进行定位,方便顶尖模块4将刀粒夹紧于旋转b轴模块3上,满足刀粒的定位夹紧的需求。
40.在一些实施例中,所述基座1上设置有修砂轮模块7。所述修砂轮模块7包括:设置于所述基座1上的油石条安装座71、以及嵌入于所述油石条安装座71内的油石条72。所述油石条安装座71内对应油石条72设置有若干夹紧块73。修砂轮模块7用于修整砂轮,使得砂轮可以直接在装置上进行修整,不需要对砂轮进行拆卸,提高装置的便利性。
41.所述基座1的上部为u型箱体结构,所述旋转b轴模块3以及顶尖模块4分别设置于u型箱体结构的两端。通过将采用u型箱体结构,以便于容纳旋转b轴模块3以及顶尖模块4,使得整体结构更加紧凑,节省占用的空间,以便于装置的小型化。
42.综上所述,本发明通过定位模块对刀粒以竖直方式进行支撑定位,再通过顶尖模块以及旋转b轴模块从两侧对刀粒进行夹紧,同时定位模块避位,便于砂轮接近并对刀粒的周边进行磨削加工,以此为刀粒提供稳定有效的夹紧定位,满足刀粒周边磨削加工的需求,简化设备复杂性,降低生产成本。
43.以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1