一种深海管道用厚壁直缝钢管及其加工方法与流程
本发明涉及海洋油气输送管道,特别涉及一种深海管道用厚壁直缝钢管及其加工方法。
背景技术:
1、海洋中蕴藏着巨大的油气资源,有着极为广阔的开发前景。随着国际能源需求的增长和陆上油气资源勘探难度的加大,海洋石油的开采逐渐从近海向深海发展,深水和超深水的油气资源的勘探开发已经成为世界油气开采的重点领域。海底管道与陆地管道有很大差异,海底管道除了考虑管道正常运行中承受的工作载荷外,还需考虑管道铺设过程中承受的拉伸屈曲应力和铺设完成后的残余应力,以及运行过程中环境载荷对管道的影响,如外水压力、风、海浪、暗流、地震等对管道造成的平移和振动,因此要求钢管具有优异的塑性变形能力,即较低的屈强比和较大的延伸率。由于海底管道的所处工作环境复杂,海底管道从铺设到服役均可能产生大的变形进而导致管道发生塑性变形,严重的甚至产生局部屈曲、褶皱等,此时管线的失效不再全由应力控制,而是部分或者全部由应变控制或者位移控制,其实从这时管道上的应力已经超过了其屈服强度。
2、随着能源开发逐渐从陆地走向海洋甚至深海,海底管线铺设深度及输送压力的不断提高,海洋油气输送用管材正趋向于高钢级、大管径、大壁厚方向发展。目前国内已有多家管线钢及钢管生产企业掌握了高强度、高韧性管线钢的生产技术,海底长输管线的管线钢使用等级也提高到了l485钢级。随着钢管材料强度上升,其塑性下降,加上管径的不断增大,在恶劣服役条件下管体的变形控制就成为一个突出问题。目前的管线钢材料都为典型的少珠光体或针状铁素体组织,这样的组织类型对应的管材性能具有很好的强度和韧性匹配,但是其塑性不足,均匀变形延伸率uel不大于5%,屈强比大都在0.85以上,有的甚至达到0.92。采用传统制造工艺生产的管线钢,不能满足深海管道使用要求。中国专利200880025476.3提及了一种扩管特性优良的扩管用油井管用钢管、低屈强比管线管及其在不进行需要大规模的热处理设备的水冷的情况下制造上述钢管的方法。中国专利201010251848.3提及了一种强度级别达到x70和x80高钢级大应变管线钢和钢管的制造方法,其中钢中含碳量为0.04%~0.08%,生产管径范围为760mm~1219mm、壁厚为16mm~32mm的x70和x80大应变和低应变时效敏感性直缝埋弧焊接钢管。中国专利201110160105.x和201110160120.4提及了一种基于应变设计的x70、x80及其以上钢级管线用钢及其制造方法,其中钢中含碳量为0.06%~0.10%,不添加v、b等元素,mo、cu、cr、ni总量较低。中国专利201110160120.4提及了一种基于应变设计的管线用钢x70及其制造方法,其中钢中含碳量为0.04%~0.07%,mn为1.00%~1.60%。上述产品可以满足陆上石油管道的使用要求,但均不能满足深海管道使用要求。
技术实现思路
1、针对上述问题,本发明的目的是提供一种深海管道用厚壁直缝钢管及其加工方法,本发明基于应变设计,具有低屈强比、高均匀塑性变形延伸率、高形变强化指数及管体纵向特殊性能,管道具有抗大变形的能力,应用本发明制造的l485厚壁直缝钢管可适用于基于应变控制的海底油气输送管道,大幅度提高管道服役的安全性,满足海洋油气输送管道建设需求。
2、本发明的技术方案在于:一种深海管道用厚壁直缝钢管,所述厚壁直缝钢管的化学元素成分按重量百分比为:c:0.03%~0.07%、mn:1.50%~1.75%、si:0.15%~0.35%、p:≤0.012%、s:≤0.004%、nb:0.04%~0.08%、v:≤0.03%、ti:0.008%~0.03%、al:0.01%~0.06%、n:≤0.01%、cu:≤0.30%、cr:≤0.35%、mo:0.06%~0.35%、ni:0.08%~0.40%、b:≤0.0005%、余量为fe和不可避免杂质。
3、由于管线钢的化学成分是影响管钢管力学性能的关键因素之一,本发明为了使所述深海管道用厚壁直缝钢管获得综合性能优异的管线钢,对所述钢的化学成分进行了限制,原因在于:
4、c:是影响低合金高强度管线钢力学性能的主要元素,通过固溶强化和析出强化对提高钢的强度有明显作用,但是提高c含量对钢的延性、韧性和焊接性有负面影响。降低c含量一方面有助于提高钢的韧性,另一方面可改善钢的焊接性能。当碳含量低于则强度低于0.03%时则强度低,当c含量低于0.11%时管线钢可具有良好的焊接性,对需更高韧性的管线钢则采用c小于0.07%的超低c含量设计。在本发明中将c限定在0.03%~0.07%的范围内。
5、mn:锰是固溶强化元素,在所述钢中推迟奥氏体向铁素体的转变,对细化铁素体,提高强度和韧性有利。当锰的含量低于1. 50%时,上述作用不显著,使强度和韧性偏低。当锰的含量高于1. 75%时,易在轧态特厚钢板中形成严重的带状偏析和带状珠光体组织。在本发明中将mn限定在1.50%~1.75%的范围内。
6、si:硅是炼钢脱氧的必要元素,也具有一定的固溶强化作用,所以添加0.15%以上,但添加超过0.35%时,现场焊接性变差。在本发明中将si限定在0.15%~0.35%的范围内。
7、p、s:钢中的杂质元素,如磷,硫等,会严重损害所述钢和焊接近缝区的低温韧性。因此,在本发明中将p、s含量应分别限定在≤0.012%和≤0.004%以下。
8、nb:微量铌的溶质拖曳作用和nb (c,n)对奥氏体晶界的钉扎作用,均抑制形变奥氏体的再结晶,结合tmcp,可以细化铁素体晶粒,但过高的铌,促进连铸坯产生表面裂纹。在本发明中将nb含量限定在0.04%~0.08%的范围内。
9、v:钒因其析出强化而利于提高强度。但是,添加小于0.01%,得不到上述效果,添加0.03%以上时,有可能降低现场焊接性。本发明中将v含量限定在≤0.03%以下。
10、ti:钛是用来固定钢中的氮元素,在适当条件下,钛/氮形成氮化钛,阻止钢坯在加热/轧制/焊接过程中晶粒长大,改善母材和焊接热影响区的韧性。钛低于0. 008%时,固氮效果差,超过0. 03%时,固氮效果达到饱和,过剩的钛会使钢的韧性恶化。在本发明中将ti含量应限定在0.008%~0.03%的范围内。
11、a1:铝是炼钢过程中一种重要的脱氧元素,即使在钢水中加入微量的铝,也可以有效减少钢中的夹杂物含量,并细化晶粒。但过多的铝,会促进连铸坯产生表面裂纹,降低连铸工艺性能。在本发明中将a1含量应限定在0.01%~0.06%。
12、n:氮能部分用于钢中,有固溶强化和提高淬透性的作用,与钢中其他元素化合,有沉淀硬化作用。在本发明中将n含量应限定在≤0.01%以下。
13、cr:铬是提高钢淬透性的元素,能够抑制多边形铁素体和珠光体的形成,促进低温组织贝氏体或马氏体的转变,提高钢的强度。但cr含量过高将影响钢的韧性,并引起回火脆性,本发明中在本发明中将cr含量应限定在≤0.35%以下。
14、mo:钼具有使淬火性提高、使强度提高的效果。另外,mo与nb共存,有效抑制在控制轧制时奥氏体的再结晶,将奥氏体组织微细化,具有提高低温韧性的效果。本发明中在本发明中将钼含量应限定在0.06%~0.35%的范围内。
15、cu、ni:铜、镍可通过固溶强化作用提高钢的强度,同时cu还可改善钢的耐蚀性,ni的加入主要是改善cu在钢中易引起的热脆性,且对韧性有益。在厚规格管线钢中还可补偿因厚度的增加而引起的强度下降。在本发明中将cu限定在≤0.30%以下,将ni限定在0.08%~0.40%的范围内。
16、b:硼具有提高淬火性、容易得到连续冷却相变组织的效果。并且,b具有提高mo的淬火性提高效果、同时与nb共存来协同地增加淬火性的效果。因此,根据需要进行添加。但是,小于0.0002%时,用于得到该效果是不充分的,添加超过0.003%时,发生板坯裂纹。因此,硼的加入量需限制一个非常窄的范围。在本发明中将b限定在≤0.0005%以下。
17、所述化学元素nb、v、ti的重量百分比之和≤0.12%。
18、nb、v、ti是其中最为重要的微合金元素。在钢中添加微量的nb、v、ti,可保证钢在碳当量较低的情况下,通过其碳、氮化物质点(尺寸小于5nm)的弥散析出及nb、v、ti的固溶,细化晶粒,极大地提高钢的强度、韧性,特别是低温韧性,使钢具有良好的可焊性、使用性。nb、v、ti是碳化物和氮化物的形成元素,这些元素在比较低的浓度下就能满足这种要求。nb、v、ti的重量百分比之和在≤0.12%以下时,对高温奥氏体晶粒的细化作用最强,不仅可获得优良的韧性,而且能够实现30kj/cm以上的大线能量焊接。在本发明中将化学元素nb、v、ti的重量百分比之和限定在≤0.12%以下,允许单个元素的含量进行微调。
19、所述厚壁直缝钢管的碳当量≤0.43%,冷裂纹敏感系数≤0.21。
20、管线钢中决定强度和可焊性的因素主要是含碳量。合金钢(主要是低合金钢)除碳以外各种合金元素对钢材的强度与可焊性也起着重要作用。当碳当量超过0.43%,冷裂纹敏感系数超过0.21时,管线钢材料的易于淬硬倾向不大,容易产生冷裂纹,焊前需要预热才能防止冷裂纹。在本发明中将碳当量和冷裂纹敏感系数分别≤0.43%和≤0.21以下。
21、所述厚壁直缝钢管的管体横向屈服强度为485mpa~605mpa,抗拉强度为570mpa~760mpa,管体纵向屈服强度为485mpa~585mpa,抗拉强度为570mpa~700mpa,管体纵向屈强比≤0.85,均匀塑性变形延伸率为8%~16%。
22、上述一种深海管道用厚壁直缝钢管的加工方法,包括以下步骤:
23、s1:厚壁直缝钢管的管线钢板材成分设计:
24、管线钢板材中化学元素成分按重量百分比:c:0.03%~0.07%、 mn:1.50%~1.75%、si:0.15%~0.35%、 p:≤0.012%、s:≤0.004%、 nb:0.o4%~0.08%、 v:≤0.03%、ti:0.o08%~0.03%、al:0.01%~0.06%、n:≤0.01%、cu:≤0.30%、cr:≤0.35%、mo:0.o6%~0.35%、ni:0.08%~0.40%、b:≤0.0005%、余量为fe和不可避免杂质元素;
25、s2:厚壁直缝钢管的管线钢板材性能控制:
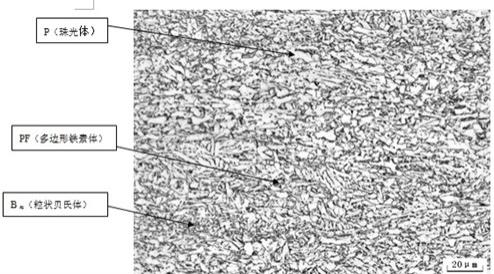
26、采用低于贝氏体转变开始温度的延迟加速冷却工艺,得到具有针状铁素体+贝氏体+块状铁素体的复合组织,所述管线钢板材性能具体为:纵向拉伸性能的屈服强度为420mpa~570mpa,抗拉强度为570mpa~720mpa,屈强比≤0.80,伸长率≥20%,均匀延伸率uel≥12%;横向拉伸性能的屈服强度为450mpa~600mpa,抗拉强度为570mpa~760mpa,屈强比≤0.85,伸长率≥28%; -20℃时钢板的横向夏比冲击功达到240j以上,-10℃时钢板的横向落锤dwtt剪切面积≥85%;
27、s3:厚壁直缝钢管的成型:
28、采用j-c-o制管工艺进行厚壁直缝钢管的制管成型,具体过程为:钢板经铣边和预弯后,利用jco成型机将预弯后的钢板的一半经多次步压制,压制成“j”形,再将钢板的另一半进行相同步进次数压制,压制成“c”形,最后在整个钢板的中间压制一次使其形成开口的“o”形;采用的压制次数为15~21次,步长为80~120mm,每次压下量在2.0~3.0mm;
29、s4:厚壁直缝钢管的焊接:
30、采用埋弧焊接工艺,焊丝采用mn-ni-ti-b合金系的细晶粒针状铁素体低氧含量的焊丝,焊剂采用碱度范围为1.8~2.7的高碱性烧结焊剂,对厚壁直缝钢管进行焊接;
31、s5:厚壁直缝钢管的全管体扩径:
32、采用机械扩径的方式对钢管进行全管体扩径,将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段扩径,直至完成全管体的扩径。
33、所述步骤s1:厚壁直缝钢管的管线钢板材成分设计中,nb、v、ti三种化学元素成分重量百分比之和≤0.12%,碳当量≤0.43%,冷裂纹敏感系数≤0.21。
34、所述步骤s2:厚壁直缝钢管的管线钢板材性能控制中,采用低于贝氏体转变开始温度的延迟加速冷却工艺,具体过程为:
35、s21:按照步骤s1中设计的厚壁直缝钢管的管线钢板材成分准备炼钢材料,进行冶炼、连铸成板坯,板坯加热温度为1160~1220℃,加热时间与均热时间累计不低于120min,板坯总在炉时间控制在250~480min;
36、s22:轧制板坯
37、轧制板坯过程分粗轧和精轧两阶段,粗轧阶段,即在奥氏体再结晶区轧制,开轧温度为1080~1180℃,终轧温度为980~1160℃,出炉温度为1160~1220℃;精轧阶段,即在奥氏体未再结晶区轧制,开轧温度为800~860℃,终轧温度为750~800℃;
38、s23:轧制后的板坯进入水冷系统,以12~18℃/s的降温速度冷却到250~350℃,再空冷到室温。
39、所述步骤s4:厚壁直缝钢管的焊接中,采用内焊三丝、外焊五丝的双面多丝埋弧自动焊工艺对厚壁直缝钢管进行焊接,具体参数为:内焊三丝工艺参数为:第一丝电流i=1050~1150a、电压31~35v,第二丝电流i=850~950a、电压35~39v,第三丝电流i=700~800a、电压38~42v,焊接速度v=110~130cm/min;内焊五丝工艺参数为:第一丝电流i=1150~1250a、电压30~34v,第二丝电流i=950~1050a、电压34~38v,第三丝电流i=750~850a、电压36~40v,第四丝电流i=650~750a、电压u=36~40v,第五丝电流i=550~650a、电压u=38~42v;焊接速度v=110~140cm/min。
40、所述步骤s5:厚壁直缝钢管的全管体扩径中,全管体机械扩径的分段扩径步段长度为0.6~1.0m,扩径率为0.6%~1.2%
41、本发明的有益效果在于:
42、1、本发明采用了较低的c含量(0.03%~0.07%)、碳当量(≤0.43%)和冷裂纹敏感系数(≤0.21),并将硫、磷含量控制在较低的范围(p≤0.012%,s≤0.004%),保证厚壁管线钢的具有较好的低温韧性和焊接性能;
43、2、本发明采用了适量的mn(1.50%~1.75%),并配合cu、ni、mo等合金元素和适量的nb, v, ti微合金元素,充分发挥其固溶强化、细晶强化和相变强化作用,保证厚壁管线钢具有较高的强韧性;
44、3、本发明采用增加了一定量的cr,并控制nb、v、ti微合金元素的添加总量为0.03%~0.12%,保证板材具有较低的屈强比和较高的均匀延伸率;
45、4、本发明采用严格的板坯加热制度,板坯加热温度为1160~1220℃,板坯总在炉时间控制在250~480min。板坯在轧制过程中经过开轧温度为1080~1180℃,终轧温度为980~1160℃的奥氏体再结晶区粗轧和开轧温度为800~860℃,终轧温度为750~800℃的奥氏体未再结晶区精轧,并以12~18℃/s的速度快速冷却到250~350℃,再空冷到室温,得到具有针状铁素体+贝氏体+块状铁素体的复合组织,使板材的强度、韧性和塑性得到合理的匹配;
46、5、本发明通过采用的压制次数为15~21次,步长为80~120mm,每次压下量在2.0~3.0mm的厚壁直缝钢管j-c-o制管工艺控制,采用mn-ni-ti-b合金系的细晶粒针状铁素体低氧含量的焊丝与碱度为1.8~2.7的高碱性烧结焊剂相匹配,采用内焊三丝、外焊五丝的双面多丝埋弧自动焊工艺对厚壁直缝钢管进行焊接,并采用分段扩径步段长度为0.6~1.0m,扩径率为0.6%~1.2%的机械扩径工艺完成对深海管道用厚壁直缝钢管的全管体扩径,改善钢管内应力的分布状态,提高钢管的尺寸精度;
47、6. 本发明厚壁直缝钢管的管体横向屈服强度为485mpa~605mpa,抗拉强度为570mpa~760mpa,管体纵向屈服强度为485mpa~585mpa,抗拉强度为570mpa~700mpa,管体纵向屈强比≤0.85,均匀塑性变形延伸率为8%~16%,管端及管体椭圆度≤4mm,具有较高的强度、良好的低温冲击韧性,具有较高的形变强化指数、较大的均匀延伸率、较低的屈强比以及具有无屈服平台的应力应变曲线特点,可适用于海底管道工况特点,满足海洋油气输送管道建设需求。
- 还没有人留言评论。精彩留言会获得点赞!