一种氮化硼原位复合增强的金属增材一体化制造方法
1.本发明属于增材制造技术领域,具体涉及一种氮化硼原位复合增强的金属增材一体化制造方法。
背景技术:
2.增材制造是一门涉及到机械工程、电子工程、材料学、工业设计和计算机学等学科的综合技术,它的制造速度快,加工精度高,更加省材,在微小复杂工件的加工制作方面具有更大的优势,目前已经广泛应用于航空航天、生物医药、发动机等领域。金属增材制造技术作为整个增材制造体系中最前沿和最有潜力的技术之一,是增材制造技术发展的重要标志,也是未来重要的发展方向。在这之中金属选区熔化是一种集计算机辅助设计、数控技术、增材制造于一体的先进制造技术,可有效实现金属增材制造。其具有材料利用率高、缩短新产品的开发周期、降低新产品的开发成本、能制造具有极端复杂结构和成件综合力学性能优良等优点。金属增材制造制得的成型件相对传统铸造有着成本低、开发快、轻量化等优点。在传统的成形件中添加一些“增强剂”可显著增强成型件的机械强度,并可增添部分新的功用。较为常见的增强剂有碳纳米管等新型高强度材料。
3.六方氮化硼(hbn)是和石墨具有相似结构的层状材料,氮化硼纳米管(bnnts)结构类似于相应的一维碳纳米管,它具有高强度、高热导率、低密度和良好的电绝缘、中子吸收等性能。与碳纳米管相比,bnnts具有相似的力学强度和轻质特征,但其耐高温和抗氧化性能却优于碳纳米管;由于硼(b)和氮(n)之间的极性键,bn纳米材料与聚合物之间的界面结合力优于相应的碳纳米材料,更适合用作高分子材料的力学增强相;电绝缘和中子吸收性能也是bn纳米材料区别于碳纳米材料的重要特征。由于这些特殊的性质,氮化硼纳米材料已被报道用于轻质金属铝等中作为结构和功能增强添加剂,对合金件的机械强度、中子吸收特性有很大提升。
4.cn112430119a公开了基于光固化成型技术制备高孔隙率h-bn基陶瓷材料的方法,具体公开了包括以下步骤,步骤一,按体积分数称取hdda、thfa、udpa、pua、正辛醇、陶瓷原料混合后得到陶瓷浆料;步骤二,将陶瓷浆料放置在3d打印机平台上,经过刮刀后形成浆料膜,用紫外光固化处理得到单层的陶瓷坯体;步骤三,重复步骤二,获得需要的陶瓷坯体;步骤四,将陶瓷坯体取下并升温脱脂;步骤五,气压烧结,得到高孔隙率h-bn基陶瓷材料。该技术方案采用光固化配合3d打印成型技术,可制备出不同原料组成、不同形状的陶瓷坯体。hbn为直接添加,且并没有公开将六方氮化硼作为结构和功能增强添加剂用于金属合金材料。
5.cn111960811a公开了一种金刚石/立方氮化硼—陶瓷复合材料dlp成型方法,具体公开了包括将金刚石或立方氮化硼粉体、陶瓷粉体与烧结助剂混合均匀;将混合粉体加入到含光敏树脂的溶液中,加入金属盐溶解于该溶液中,从而配置成dlp浆料;进行dlp打印;将打印获得的样品进行排胶、还原、烧结,获得金刚石/立方氮化硼-陶瓷复合材料dlp打印样件。该技术方案通过直接在陶瓷粉末中加入立方氮化硼粉体,通过增材制造获得了立方
氮化硼材料,但并没有将氮化硼纳米结构的制备结合到金属增材制造的过程。
6.综上所述,现有技术仍缺乏一种将氮化硼纳米结构的制备结合到金属增材制造的过程中,以达到改善成形件机械强度、及增强构件中子吸收特性的方法。
技术实现要素:
7.针对现有技术的以上缺陷或改进需求,本发明提供了一种氮化硼原位复合增强的金属成形件及其增材制造方法,其目的在于在打印过程中实时原位制备的氮化硼纳米结构作为3d打印金属件的增强添加剂,改善成形件机械强度、及增强构件中子吸收特性,强化后的成形件有更强的力学性能和辐射吸收能力。
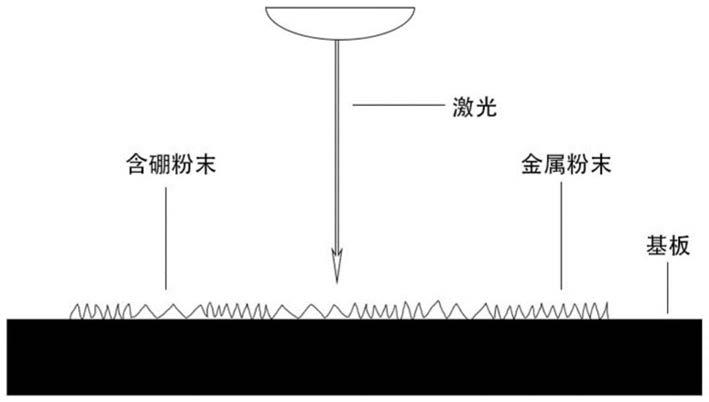
8.为实现上述目的,按照本发明的一个方面,提供了一种氮化硼原位复合增强的金属增材一体化制造方法,将金属粉末打印成型的过程中,在熔融的金属粉末表面催化含硼粉末与含氮原料原位反应生成氮化硼纳米结构阵列,打印金属件的同时在金属件中包埋氮化硼纳米结构阵列,获得一体化成型的氮化硼原位复合增强的金属成形件。
9.(1)将预先设定的成形件三维模型进行切片分层处理;
10.(2)将增材制造设备的打印工作空间内通入保护气,使腔内空气中氧含量降到0.1%以下,所述保护气中包含含氮气体;
11.(3)在打印工作空间的基板上铺送金属粉末,在金属粉末之上铺送含硼粉末,加热使金属粉末熔融,并催化含硼粉末与含氮气体原位反应生成氮化硼纳米结构阵列,氮化硼纳米结构包埋于熔融金属中,根据三维模型逐层成型后获得所述金属成形件。
12.作为优选,步骤(3)中将金属粉末熔融的热源为激光、等离子体束或电子束。
13.作为优选,步骤(2)中所述打印工作空间的压力为100-1000kpa。
14.作为优选,所述含硼粉末包括单质硼粉、氮化硼、硼酸、氧化硼和硼酸盐中的至少一种。
15.作为优选,所述金属粉末包括不锈钢铁基粉末、钛及钛合金粉末、铝粉末、镍基粉末和铬基粉末中的至少一种。
16.作为优选,所述金属粉末和所述含硼粉末的质量比为(9-1):(1-9)。
17.作为优选,所述含氮气体为氮气和氨气中的一种,优选的,所述保护气中还包括氩气或氢气。
18.作为优选,所述增材制造设备的送粉方式为提前扑粉或实时喷粉。
19.作为优选,所述氮化硼纳米结构为氮化硼纳米管、氮化硼纳米线和氮化硼纳米带中的一种或多种,氮化硼的成分为六方氮化硼或立方氮化硼。
20.本发明的有益效果有:
21.(1)本发明打印过程中实时原位制备的氮化硼纳米结构作为3d打印金属件的增强添加剂,改善成形件机械强度、及增强构件中子吸收特性,强化后的成形件有更强的力学性能和辐射吸收能力,实现3d打印金属件减重、机械增强、辐射吸收功能增强的目的,可应用于航天航空、结构材料增强和防辐射材料等领域中。
22.(2)本发明选用激光、电子束或等离子体熔化工艺得到强化的成形件,选取合适的金属粉末催化剂、含硼原料、含氮原料、保护气体、压力和热源功率,在金属粉末为催化剂的条件下,打印热源产生的高温使得含硼粉末和含氮原料发生反应,生成实时在结构件表面
生成氮化硼纳米结构阵列,重复这一过程可得到氮化硼纳米结构增强的金属成形件,最终获得高性能的成形件。
23.(3)本发明制备工艺科学合理,具有可操作性强,工艺简便,成本相对低廉,制备得到的氮化硼纳米结构原位复合增强的金属成形件品质高。
附图说明
24.图1是本发明制备方法示意图;
25.图2是实施例1得到的样品表面在1mm的sem图。
26.图3是实施例1得到的样品表面在100μm的sem图。
27.图4是实施例1得到的样品表面在40μm的sem图。
28.图5是实施例2得到的样品表面在1mm的sem图。
29.图6是实施例2得到的样品表面在300μm的sem图。
30.图7是实施例2得到的样品表面在100μm的sem图。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
32.实施例1
33.一种氮化硼原位复合增强的金属成形件,通过以下方法制备而成:
34.(1)准备工作:清除工作台面、铺粉刮刀及平移导轨上的粉尘,安装接料桶,用脱脂棉沾无水酒精将机床的激光窗口镜擦拭干净。准备好加工所需的金属粉末材料。将工作台面上升至最高位置,把基板固定在台面上,调节好基板与刮条的位置。关闭前仓门,打开hust 3dp软件中的“环境净化”按钮,通入氮气,待使腔内空气中氧含量降到0.1%以下。继续给工作腔通入氮气,施加2kpa的压力。使用软件读取预先准备的stl文件。
35.(2)参数设置:根据图形文件和预先准备的金属材料进行制作过程中的参数设置。本实施例采用的材料为316l不锈钢粉末,其参数设置如表1所示:
36.表1 实施例采用的参数设置
37.分层厚度(mm)0.05填充间距(mm)0.14填充速度(mm/s)600填充功率(w)100轮廓速度(mm/s)400轮廓功率(w)100光斑偏置(mm)0.1轮廓次数(次)1加工范围(mm)0-60路径规划带状x-y
38.(3)预加工:打开软件中的“扫描系统”、“激光器电源开关”和“红光指示”按钮,若有红光信号出现,则打开“出光使能”按钮,并打开设备上的激光器开关。点击“送粉1”按钮,输送316l粉末至基板上,手动控制铺粉辊将粉末刮平;再点击“送粉2”按钮将含硼粉末喷至316l粉末上,手动控制铺粉辊将粉末刮平,使316l和含硼粉末的质量比为1:1。点击“除尘风扇”按钮,点击“2d”按钮进行手动控制加工。依上述方法手动加工3-5层,观察基板表面加工
效果。若效果良好,则可以继续加工。
39.(4)加工:点击“3d”按钮,设备进行自动控制加工。在加工过程中要保持保护气体的通入,以保持工作腔内的氧含量低于要求。
40.(5)取出成形件:加工完毕后,设备自动停止运行。需待工作腔内温度降至50℃以下后再打开仓门,将基板升至最高点,清理腔内和成形件表面多余的粉末,最后取出基板,即可获得氮化硼原位复合增强的金属成形件。
41.实施例2
42.本实施例与实施例1不同之处在于316l和含硼粉末的质量比不同,具体为控制送粉量,使316l和含硼粉末的含量为9:1。
43.图2是实施例1得到的样品表面在1mm的sem图。
44.图3是实施例1得到的样品表面在100μm的sem图。
45.图4是实施例1得到的样品表面在40μm的sem图。
46.图5是实施例2得到的样品表面在1mm的sem图。
47.图6是实施例2得到的样品表面在300μm的sem图。
48.图7是实施例2得到的样品表面在100μm的sem图。
49.由实施例1和实施例2的sem图对比可知,在其它实验条件相同的情况下,含硼粉末量的不同会影响bnnts的生长程度。所以可以在样品不同区域进行不同程度的铺粉,使bnnts有不同程度的生长,从而使样品得到不同程度的强化。
50.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1