掩模板的制作方法及掩模板与流程
1.本技术涉及显示领域,具体涉及一种掩模板的制作方法及掩模板。
背景技术:
2.有机电致发光(organic light emitting display,oled)器件具有自发光、全固态、驱动电压低、发光效率高、响应时间短、清晰度与对比度高、近180
°
视角、使用温度范围宽,可实现柔性显示与大面积全彩显示等诸多优点,被业界公认为是最有发展潜力的显示装置。目前大尺寸oled要做到高量产必须使用连续式镀膜设备,大尺寸基板为了提高基板利用率,需对大尺寸基板进行不同尺寸产品组合的混切搭配,即混切基板技术(mutilmoudel group,mmg),来提高面板利用率;同时不同的产品组合在制作的过程中电致发光(electro-luminescence,el)蒸镀段和封装段需要使用到混切的金属掩模板。
3.然而,在制作大尺寸的混切金属掩模板时,由于掩模条的厚度薄,应用于大尺寸混切金属掩模板的掩模条具有较长,在焊接过程中,掩模条的下垂量大,导致制作精度难以控制,进而导致大尺寸的混切金属掩模板制作难度大。
技术实现要素:
4.本技术实施例提供一种掩模板的制作方法及掩模板,可以解决大尺寸的掩模板的掩模条的下垂量大的技术问题。
5.本技术实施例提供一种掩模板的制作方法,包括:
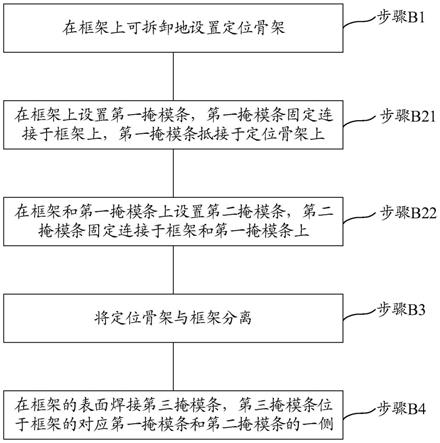
6.在框架上可拆卸地设置定位骨架;
7.在所述框架上设置第一掩模条,并使得所述第一掩模条抵接于所述定位骨架上;
8.在所述框架和所述第一掩模条上设置第二掩模条,所述第二掩模条固定连接于所述框架和所述第一掩模条上;
9.将所述定位骨架与所述框架分离。
10.可选的,在本技术的一些实施例中,所述在框架上可拆卸地设置定位骨架的步骤中,所述框架设有定位槽,所述定位骨架卡设于所述定位槽中。
11.可选的,在本技术的一些实施例中,所述第一掩模条包括第一子掩模条,所述将第一掩模条固定连接于所述框架上的步骤包括:
12.将所述第一子掩模条移动至所述框架上,所述第一子掩模条具有抵接于所述框架上的两个第一抵接部以及抵接于所述定位骨架上的第二抵接部,所述第二抵接部位于两个所述第一抵接部之间;
13.将所述第一子掩模条的其中一个所述第一抵接部焊接于所述框架上,将所述第一子掩模条的第二抵接部焊接于所述定位骨架上。
14.可选的,在本技术的一些实施例中,所述将所述第一子掩模条移动至所述框架上的步骤包括:先将所述第一子掩模条张紧,然后使第一子掩模条架设于所述框架上。
15.可选的,在本技术的一些实施例中,所述第一掩模条还包括第二子掩模条,所述将
第一掩模条固定连接于所述框架上的步骤还包括:
16.将所述第二子掩模条移动至所述框架上,所述第二子掩模条具有抵接于所述框架上的两个第三抵接部以及抵接于所述定位骨架上的第四抵接部,所述第四抵接部位于两个所述第三抵接部之间;
17.将所述第二子掩模条的两个所述第三抵接部焊接于所述框架上。
18.可选的,在本技术的一些实施例中,所述将所述第二子掩模条移动至所述框架上的步骤包括:先将所述第二子掩模条张紧,然后使第二子掩模条架设于所述框架上。
19.可选的,在本技术的一些实施例中,所述将第二掩模条固定连接于所述框架和所述第一掩模条上的步骤包括:
20.将所述第二掩模条移动至所述框架上,所述第二掩模条具有抵接于所述框架上的两个第五抵接部、抵接于所述第一子掩模条上且位于对应的所述第一抵接部和所述第二抵接部之间的第六抵接部以及抵接于所述第二子掩模条上且位于两个所述第三抵接部之间的第七抵接部,所述第六抵接部和所述第七抵接部位于两个所述第五抵接部之间;
21.将所述第二掩模条的两个所述第五抵接部焊接于所述框架上,将所述第二掩模条的所述第六抵接部焊接于所述第一子掩模条上,将所述第二掩模条的所述第七抵接部焊接于所述第二子掩模条上。
22.可选的,在本技术的一些实施例中,在所述将所述定位骨架与所述框架分离的步骤之前,所述掩模板的制作方法还包括:
23.对所述第一子掩模条进行切割处理,仅保留所述第一子掩模条的所述第一抵接部和所述六抵接部之间的部分。
24.可选的,在本技术的一些实施例中,所述掩模板的制作方法还包括:
25.在所述框架的表面焊接第三掩模条,所述第三掩模条位于所述框架的对应所述第一掩模条和所述第二掩模条的一侧。
26.本技术实施例还提供一种掩模板,采用如上所述的掩模板的制作方法制得。
27.本技术实施例采用一种掩模板的制作方法及掩模板,先将定位骨架暂时固定在框架上,然后将第一掩模条固定连接于框架上,第一掩模条抵接于定位骨架上,即定位骨架用于支撑第一掩模条,可以防止第一掩模条过度下垂;随后在框架和第一掩模条上设置第二掩模条,第二掩模条固定连接于框架和第一掩模条上;最后将定位骨架从框架上拆下,从而制得掩模板。
附图说明
28.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.图1是本技术实施例提供的掩模板的制作方法的流程示意图;
30.图2是本技术实施例提供的在框架上可拆卸地设置定位骨架的结构示意图;
31.图3是沿图2中a-a方向的剖视结构示意图;
32.图4是本技术实施例提供的将第一子掩模条焊接于框架和定位骨架上的结构示意
图;
33.图5是本技术实施例提供的将第二子掩模条焊接于框架和定位骨架上的结构示意图;
34.图6是本技术实施例提供的第一子掩模条上设有第一切割线的结构示意图;
35.图7是本技术实施例提供的沿第一切割线对第一子掩模条进行切割处理后的结构示意图;
36.图8是本技术实施例提供的将定位骨架与框架分离的结构示意图;
37.图9是本技术实施例提供的将定位骨架与框架分离之后的结构示意图;
38.图10是本技术实施例提供的将第三掩模条焊接于框架的表面的结构示意图。
具体实施方式
39.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。此外,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。在本技术中,在未作相反说明的情况下,使用的方位词如“上”和“下”通常是指装置实际使用或工作状态下的上和下,具体为附图中的图面方向;而“内”和“外”则是针对装置的轮廓而言的。
40.本技术实施例提供一种掩模板的制作方法及掩模板。以下分别进行详细说明。需说明的是,以下实施例的描述顺序不作为对实施例优选顺序的限定。
41.请参阅图1,本技术实施例提供一种掩模板的制作方法,包括:
42.步骤b1、如图2和图3所示,在框架200上可拆卸地设置定位骨架100;
43.步骤b21、如图4和图5所示,在框架200上设置第一掩模条300,第一掩模条300固定连接于框架200上,第一掩模条300抵接于定位骨架100上;
44.步骤b22、如图6所示,在框架200和第一掩模条300上设置第二掩模条400,第二掩模条400固定连接于框架200和第一掩模条300上;
45.步骤b3、如图7至图9所示,将定位骨架100与框架200分离。
46.本技术实施例的掩模板的制作方法中,先将定位骨架100暂时固定在框架200上,然后将第一掩模条300固定连接于框架200上,第一掩模条300抵接于定位骨架100上,即定位骨架100用于支撑第一掩模条300,可以防止第一掩模条300过度下垂,有利于保证掩模板的制作精度;随后在框架200和第一掩模条300上设置第二掩模条400,第二掩模条400固定连接于框架200和第一掩模条300上;最后将定位骨架100从框架200上拆下,从而制得掩模板。
47.具体的,如图3所示,在上述步骤b1中,框架200设有定位槽250,定位骨架100卡设于定位槽250中,通过将定位骨架100卡设于定位槽250中,从而将定位骨架100暂时固定于框架200上。
48.可选的,本技术实施例中,框架200可以为矩形,框架200具体可以包括第一连接部210、第二连接部220、第三连接部230和第四连接部240,第一连接部210、第二连接部220、第三连接部230和第四连接部240依次垂直连接形成矩形边框,其中,第一连接部210的长度等
于第三连接部230的长度,第二连接部220的长度等于第四连接部240的长度,第一连接部210的长度大于第二连接部220的长度。在此实施例中,定位骨架100平行于第二连接部220。
49.可以理解的是,根据实际情况的选择和具体需求,框架200的具体形状可以做适当调整,在此不做唯一限定。
50.具体的,本技术实施例中,第一连接部210和第三连接部230均设有定位槽250,定位骨架100卡设于第一连接部210和第三连接部230的定位槽250中。此结构下,当将第一掩模条300固定连接于框架200上时,定位骨架100可以支撑第一掩模条300悬空的部分,防止第一掩模条300悬空的部分下垂。
51.具体的,如图4和图5所示,第一掩模条300包括第一子掩模条310,步骤b21包括:
52.步骤b211、将第一子掩模条310移动至框架200上,第一子掩模条310具有抵接于框架200上的两个第一抵接部311以及抵接于定位骨架100上的第二抵接部312,第二抵接部312位于两个第一抵接部311之间;
53.步骤b212、将第一子掩模条310的其中一个第一抵接部311焊接于框架200(第三连接部230)上,将第一子掩模条310的第二抵接部312焊接于定位骨架100上,从而防止第一子掩模条310下垂的情况的发生。在此实施例中,第一子掩模条310平行于第一连接部210,焊接的方式可以但不限于为激光焊接。
54.具体的,如图4和图5所示,步骤b211包括:先将第一子掩模条310张紧,然后使第一子掩模条310架设于框架200上。此设置下,通过将第一子掩模条310张紧可以进一步防止第一子掩模条310下垂。在此实施例中,可以但不限于采用张网机700张紧和移动第一子掩模条310。
55.具体的,如图4和图5所示,步骤b21还包括:
56.步骤b213、采用激光切割的方式或者其他方式沿第一切割线313对第一子掩模条310进行切割处理,仅保留第一子掩模条310的焊接于框架200上的第一抵接部311和第二抵接部312之间的部分。此设置下,通过将第一子掩模条310不需要的部分除去,可以减小掩模板半成品的重量和体积,以便于进行下一步加工。
57.本技术实施例中,所制得的掩模板包括四个第一子掩模条310,通过重复上述步骤b211~步骤b213,可以制作四个第一子掩模条310,而根据实际情况的选择和具体需求设置,可以调整重复上述步骤b211~步骤b213的次数,以调整第一子掩模条310的数量,在此不做唯一限定。
58.具体的,如图4和图5所示,第一掩模条300还包括第二子掩模条320,步骤b21还包括:
59.步骤b214、将第二子掩模条320移动至框架200上,第二子掩模条320具有抵接于框架200上的两个第三抵接部321以及抵接于定位骨架100上的第四抵接部322,第四抵接部322位于两个第三抵接部321之间;
60.步骤b215、将第二子掩模条320的两个第三抵接部321焊接于框架200(第一连接部210和第三连接部230)上。此设置下,由于第二子掩模条320的第四抵接部322抵接于定位骨架100上,定位骨架100可以起到支撑第二子掩模条320的作用,防止第二子掩模条320下垂的情况发生。在此实施例中,第二子掩模条320平行于第一连接部210,焊接的方式可以但不限于为激光焊接。
61.具体的,如图4和图5所示,步骤b214包括:先将第二子掩模条320张紧,然后使第二子掩模条320架设于框架200上。此设置下,通过将第二子掩模条320张紧可以进一步防止第二子掩模条320下垂。在此实施例中,可以但不限于采用张网机700张紧和移动第二子掩模条320。
62.具体的,如图4和图5所示,步骤b21还包括:
63.步骤b216、采用激光切割的方式或者其他方式对第二子掩模条320进行切割处理,仅保留第二子掩模条320的两个第三抵接部321之间的部分。此设置下,通过将第二子掩模条320不需要的部分除去,可以减小掩模板半成品的重量和体积,以便于进行下一步加工。
64.本技术实施例中,所制得的掩模板包括一个第二子掩模条320,通过上述步骤b214~步骤b216,可以制得一个第二子掩模条320,而根据实际情况的选择和具体需求设置,可以重复步骤b214~步骤b216,以便于制得更多第二子掩模条320,在此不做唯一限定。
65.具体的,如图6所示,步骤b22包括:
66.步骤b221、将第二掩模条400移动至框架200上,第二掩模条400具有抵接于框架200上的两个第五抵接部410、抵接于第一子掩模条310上且位于对应的第一抵接部311和第二抵接部312之间的第六抵接部420以及抵接于第二子掩模条320上且位于两个第三抵接部321之间的第七抵接部430,第六抵接部420和第七抵接部430位于两个第五抵接部410之间;
67.步骤b222、将第二掩模条400的两个第五抵接部410焊接于框架200上,将第二掩模条400的第六抵接部420焊接于第一子掩模条310上,将第二掩模条400的第七抵接部430焊接于第二子掩模条320上。此设置下,通过将第二掩模条400同时焊接于框架200、第一子掩模条310和第二子掩模条320上,可以提高所制得的掩模板的机械强度,避免掩模板的掩模条下垂或者框架200变形的情况发生,有效提高掩模板的可靠性。在此实施例中,第二掩模条400平行于第二连接部220,焊接的方式可以但不限于为激光焊接。
68.具体的,如图6所示,步骤b221包括:先将第二掩模条400张紧,然后使第二掩模条400架设于框架200上。此设置下,通过将第二掩模条400张紧可以进一步防止第二掩模条400下垂。在此实施例中,可以但不限于采用张网机700张紧和移动第二掩模条400。
69.具体的,如图6所示,步骤b22还包括:
70.步骤b223、采用激光切割的方式或者其他方式对第二掩模条400进行切割处理,仅保留第二掩模条400的两个第五抵接部410之间的部分。此设置下,通过将第二掩模条400不需要的部分除去,可以减小掩模板半成品的重量和体积,以便于进行下一步加工。
71.具体的,如图6和图7所示,在步骤b3之前,掩模板的制作方法还包括:
72.步骤b23、采用激光切割的方式或者其他方式沿第二切割线314对第一子掩模条310进行切割处理,仅保留第一子掩模条310的第一抵接部311和六抵接部之间的部分,从而使得焊接于框架200和第二掩模条400的第一子掩模条310与定位骨架100断开连接,以便于后续将定位骨架100从框架200上分离。
73.本技术实施例中,如图8所示,步骤b3具体操作可以为:由于焊接于框架200和第二掩模条400的第一子掩模条310与定位骨架100断开连接,此时定位骨架100可移动,沿定位骨架100的延伸方向朝一侧移动定位骨架100,使得定位骨架100的一端脱离对应的定位槽250;随后旋转定位骨架100,使得定位骨架100的脱离对应的定位槽250的一端位于框胶的下方;最后,沿定位骨架100的延伸方向朝斜下方移动定位骨架100,使得定位骨架100完全
脱离框架200。
74.本技术实施例中,第一子掩模条310、第二子掩模条320和第二掩模条400将框架200划分为多个掩模口600,且其中至少两个掩模口600的面积不同,以便于提高面板利用率。
75.具体的,请参阅图1,掩模板的制作方法还包括:
76.步骤b4、如图9和图10所示,在框架200的表面焊接第三掩模条500,第三掩模条500位于框架200的对应第一掩模条300和第二掩模条400的一侧。此设置下,可以增强所制得的掩模板的机械强度,防止掩模板变形。在此实施例中,焊接的方式可以但不限于为激光焊接。
77.可选的,本技术实施例中,框架200的材料可以但不限于为不锈钢,不锈钢具有较强的机械强度,可以避免框架200变形,且易于焊接掩模条。
78.可选的,本技术实施例中,框架200的厚度可以为30毫米~60毫米,此厚度范围下,可以避免框架200过重的情况发生,也可以防止框架200过薄而导致强度下降。在本技术实施例中,框架200的厚度可以为30毫米、40毫米、45毫米、50毫米或者60毫米,根据实际情况的选择和具体需求设置,框架200的厚度可以做适当调整,在此不做唯一限定。
79.可选的,本技术实施例中,第一掩模条300(第一子掩模条310和第二子掩模条320)、第二掩模条400和第三掩模条500的材料可以为因瓦合金,因瓦合金的膨胀系数接近于零,采用因瓦合金来制作掩模板,有利于提高掩模板的制作精度。
80.可选的,本技术实施例中,第一掩模条300(第一子掩模条310和第二子掩模条320)、第二掩模条400和第三掩模条500的厚度可以为50微米~200微米,此厚度范围下,可以既保证第一掩模条300(第一子掩模条310和第二子掩模条320)、第二掩模条400和第三掩模条500的机械强度,防止第一掩模条300(第一子掩模条310和第二子掩模条320)、第二掩模条400和第三掩模条500过度下垂,又能降低成本。在本技术实施例中,第一掩模条300(第一子掩模条310和第二子掩模条320)、第二掩模条400和第三掩模条500的厚度可以为50微米、75微米、100微米、125微米、150微米、175微米或200微米。
81.本技术实施例还提供一种掩模板,采用如上所述的掩模板的制作方法制得,由于本技术实施例的掩模板包含上述所有技术方案,因此本技术实施例的掩模板具有上述所有技术方案的有益效果,在此不做赘述。
82.以上对本技术实施例所提供的一种掩模板的制作方法及掩模板进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1