一种多孔镍钛合金及其制备方法和应用、多孔镍钛合金构件
1.本公开涉及合金领域,尤其涉及一种多孔镍钛合金及其制备方法和应用、多孔镍钛合金构件。
背景技术:
2.多孔镍钛合金作为一种形状记忆合金,不仅具有形状记忆效应和超弹性的特性,而且弹性模量较低,可以作为骨科植入体,减少因模量差异较大而引起的应力遮挡效应。多孔镍钛合金还具有比重小、能量吸收性能好的优点。
3.现有技术中,多孔镍钛合金的制备主要通过在ni元素粉末、ti元素粉末中加入造孔剂进行粉末烧结而成。粉末烧结的方法由于烧结过程中会产生大量的ti2ni或ni3ti等中间化合物,造成镍钛合金力学性能严重恶化,而造孔剂的加入也会引入杂质,造成镍钛合金力学性能的进一步降低。同时,粉末烧结的方法也难以制备具有复杂几何结构的多孔镍钛合金。
技术实现要素:
4.本发明的目的在于提供一种多孔镍钛合金及其制备方法和应用、多孔镍钛合金构件,以解决制备的多孔镍钛合金力学性能变差的技术问题。
5.为了达到上述目的,本发明采用如下技术方案:
6.本发明实施例提供了一种多孔镍钛合金,其特征在于,所述多孔镍钛合金采用如下方法制备:
7.在惰性气体条件下,使用激光选区熔化方法将镍钛预合金粉末制备所述多孔镍钛合金,所述激光选区熔化方法采用第一激光能量密度;
8.所述第一激光能量密度为第二激光能量密度的至少3倍,
9.其中,所述第二激光能量密度为制备相对密度大于或等于99%的本发明实施例采用增材制造中的激光选区熔化技术,可以在不引入造孔剂的前提下、在惰性气体条件中进行镍钛合金的成孔,可以避免由造孔剂引入的性能恶化以及氧化对镍钛合金力学性能的影响。而增材制造的另一优势就是可以制备几何结构复杂的多孔镍钛合金构件,而传统方法制备的多孔镍钛合金一般比较简单。
10.本发明实施例采用的激光选区熔化方法制备多孔镍钛合金,通过将激光能量密度提高至第二激光能量密度的至少3倍,从而可以在镍钛合金中引入气孔,进而可以得到多孔镍钛合金。这与传统的认知不同,通常公众认为激光增材制造材料内部的孔洞缺陷会严重恶化材料性能,是需要避免的缺陷。而本发明实施例克服了上述技术偏见,首次提出利用激光增材制造工艺通过提高激光选区熔化方法的激光能量密度,获得的多孔镍钛合金具备良好的力学性能,尤其是拉伸性能。
11.本发明还提供了一种多孔镍钛合金的制备方法,用于上述的镍钛合金的制备,所述制备方法包括:
12.用于上述的多孔镍钛合金的制备,所述制备方法包括:
13.在惰性气体条件下,使用激光选区熔化方法将镍钛预合金粉末制备所述多孔镍钛合金,所述激光选区熔化方法采用第一激光能量密度。
14.相对于现有技术,本发明所述的多孔镍钛合金的制备方法具有以下优势:
15.本发明所述的多孔镍钛合金的制备方法与上述多孔镍钛合金所具有的优势相同,在此不再赘述。
16.本发明还提供了一种多孔镍钛合金在形状记忆材料中的应用,或,多孔镍钛合金的制备方法制得的多孔镍钛合金在形状记忆材料中的应用。
17.相对于现有技术,本发明所述的多孔镍钛合金在形状记忆材料中的应用,或,多孔镍钛合金的制备方法制得的多孔镍钛合金在形状记忆材料中的应用具有以下优势:
18.本发明所述的多孔镍钛合金在形状记忆材料中的应用与上述多孔镍钛合金所具有的优势相同,在此不再赘述。
19.本发明还提供了一种多孔镍钛合金构件,采用上述的多孔镍钛合金制造而得,或,采用上述的多孔镍钛合金的制备方法制造而得。
20.相对于现有技术,本发明所述的多孔镍钛合金构件具有以下优势:
21.本发明所述的多孔镍钛合金构件与上述多孔镍钛合金所具有的优势相同,在此不再赘述。
附图说明
22.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
23.图1是本公开的致密镍钛合金金相照片示意图。
24.图2是本公开的实施例1的多孔镍钛合金金相示意图。
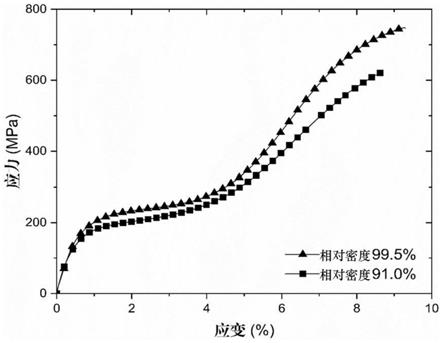
25.图3是本公开的致密镍钛合金与实施例1的多孔镍钛合金拉伸曲线示意图。
26.图4是本公开的实施例2的多孔镍钛合金金相示意图。
27.图5是本公开的致密镍钛合金与实施例2的多孔镍钛合金拉伸曲线示意图。
28.图6是本公开的实施例3的多孔镍钛合金金相示意图。
29.图7是本公开的实施例4的多孔镍钛合金金相示意图。
具体实施方式
30.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
31.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开。
32.激光选区熔化技术,也可以叫做选区激光熔化技术(selective laser melting,缩写为slm,或laser powder bed fusion,缩写为lpbf)是一种基于激光和粉末床的增材制造技术。
33.激光能量密度,用于表征激光选区熔化成形过程中激光能量的高低。是依据激光选区熔化工艺参数包括激光功率、激光扫描速度、激光扫描间距(即相平行的两道激光扫描路径之间的距离)、铺粉层厚等计算得到的数值,具体如下:激光能量密度=激光功率
÷
(扫描速度
×
扫描间距
×
粉末层厚)。
34.多孔镍钛合金因为综合了形状记忆合金具有的形状记忆效应和超弹性等特点,并且镍钛合金本身具有较低模量等特性(30-90gpa),可以缓解钛合金(弹性模量高于110gpa)等骨科植入物因模量差异较大而引起的应力遮挡效应。制备多孔镍钛合金可以进一步降低其弹性模量,作为植入体可以进一步缓解应力遮挡效应。
35.目前的制备多孔镍钛合金的工艺,采用粉末烧结的工艺,过程中会产生大量的中间化合物和/或由造孔剂引入的杂质均能严重恶化多孔镍钛合金的力学性能。同时无法避免氧的影响,以及制备的多孔镍钛合金构件结构简单的缺陷。
36.针对上述问题,本发明实施例提供了多孔镍钛合金,其特征在于,所述多孔镍钛合金采用如下方法制备:
37.在惰性气体条件下,使用激光选区熔化方法将镍钛预合金粉末制备所述多孔镍钛合金,所述激光选区熔化方法采用第一激光能量密度;所述第一激光能量密度为第二激光能量密度的至少3倍,其中,所述第二激光能量密度为制备相对密度大于或等于99%的致密镍钛合金所需的激光能量密度。
38.激光选区熔化方法加工镍钛合金材料时,本发明实施例以激光能量密度为衡量指标。为了获得对密度较高(相对密度》99%)的致密镍钛合金材料,材料的相对密度一般随着激光能量密度的升高而升高,存在一个特定的能量范围使该材料密度最高,这一激光能量密度作为本发明实施例的一个基准,通过提高第一激光能量密度至第二激光能量密度的至少3倍,通过改变传统认知,获得本发明所需的力学优良的多孔镍钛合金材料。可以理解的是,由制备致密镍钛合金第二激光能量密度作为基准是基于所述激光选区熔化方法制备多孔镍钛合金使用同样的设备,同样的镍钛预合金,同样的制造条件之下,这里具体的设备型号不做限定。在一些实施方式中,致密镍钛合金采用如下方法制备:在惰性气体条件下,使用激光选区熔化方法采用所述第二激光能量密度将镍钛预合金粉末制成致密镍钛合金。
39.本发明实施例制备多孔镍钛合金的第一激光能量密度在相对于制备致密镍钛合金的第二激光能量密度提高至3倍及以上,例如可以通过提高激光功率、降低扫描速度或者减小扫描间距的方法,提高激光选区熔化能量密度。通过在高能量密度条件下,熔池过深,在凝固过程中,熔池内部的气体来不及逸出,进而形成匙孔,在存在大量匙孔的前提下,本发明制备出了多孔的镍钛合金,而且多孔的镍钛合金具备良好的力学性能。这与传统认知的增材制造过程中产生气孔缺陷导致严重恶化材料的力学性能相悖。
40.考虑到制备致密镍钛合金(相对密度》99%)的第二激光能量密度作为本发明的第一激光能量密度的基准,制备致密镍钛合金的激光选区熔化方法的参数为激光功率为50-300w,和/或,激光扫描速度为100-5000mm/s,和/或,激光扫描间距为10-150μm,和/或,粉末层厚30-60μm,可选地为30μm。
41.考虑到镍钛合金对氧的敏感性,为了避免超高能量密度对镍钛合金力学性能造成不利影响,在增材制造过程中需要严格控制成形仓中的氧含量。在激光选区熔化设备的仓室内需要尽可能地减少氧含量,当惰性气体条件为氧含量小于或等于5ppm时,才能在多孔
镍钛合金的成型过程中避免氧化对多孔镍钛合金力学性能的恶化。
42.为了实现在激光选区熔化设备的仓室的氧含量最低,本发明实施例采用抽真空、充惰性气体的方式减少氧的含量。而通过重复上述过程(抽真空、充惰性气体)至少4次来降低仓室内的氧含量。这里的惰性气体可以为氩气等。具体地,首先对成形仓抽真空至小于-900mbar,然后充入高纯氩气(纯度》99.999%),并使仓内氩气压力大于20mbar。重复此过程4次及以上,使得激光开启前,仓内氧含量小于或等于5ppm。
43.在某些实施方式中,上述的镍钛预合金粉末中,镍含量的原子分数49.0%-51.0%,示例性地,可选地为49%-50%,50.1%-51.0%等。采用上述原子比的镍钛预合金粉末有利于获得力学性能良好的多孔镍钛合金。
44.在某些实施方式中,上述的多孔镍钛合金的孔隙率可以达到5%-12%,也即相对密度为88%-95%,可选地孔隙率为5%-10%,在上述具有孔隙率的多孔镍钛合金中,还具备良好的拉伸性能,请参阅图3和图5中,相对密度为91%以及95%的多孔镍钛合金均具有良好的拉伸性能。
45.本发明实施例还提供了一种多孔镍钛合金的制备方法,用于上述的多孔镍钛合金的制备,所述制备方法包括:
46.在惰性气体条件下,使用激光选区熔化方法将镍钛预合金粉末制备所述多孔镍钛合金,所述激光选区熔化方法采用第一激光能量密度。
47.与现有技术相比,本发明实施例提供的多孔镍钛合金的制备方法的有益效果与上述实施例提供的多孔镍钛合金的有益效果相同,在此不做赘述。
48.本发明还提供了一种多孔镍钛合金在形状记忆材料中的应用,或,多孔镍钛合金的制备方法制得的多孔镍钛合金在形状记忆材料中的应用。
49.可以理解的是,形状记忆材料不限于多孔镍钛合金,本发明所述的多孔镍钛合金的制备方法也适用于其他合金体系例如au-cd、ag-cd、cu-zn、cu-zn-al、cu-zn-sn、cu-zn-si、cu-sn、cu-zn-ga、in-ti、au-cu-zn、nial、fe-pt、ti-ni-pd、ti-nb、u-nb和fe-mn-si等,也在本发明保护范围之内。
50.本发明还提供了一种多孔镍钛合金构件,采用上述的多孔镍钛合金制造而得,或,采用上述的多孔镍钛合金的制备方法制造而得。
51.相对于现有技术,本发明所述的多孔镍钛合金构件具有以下优势:
52.本发明所述的多孔镍钛合金构件与上述多孔镍钛合金所具有的优势相同,在此不再赘述。
53.下面给出几种多孔镍钛合金的示例,并对其中一些进行拉伸性能的测定和相对密度测定。其中,对比例和实施例的镍钛合金均制备不小于10mm
×
10mm
×
10mm的立方体,通过排水法测试立方体的密度。
54.对比例1
55.(1)选取镍含量为50.6at.%(原子分数)的镍钛二元预合金粉末;
56.(2)将镍钛预合金粉末放入激光选区熔化设备的仓室内,然后通过“抽真空-充氩气”的方式准备成形仓的气氛。首先对成形仓抽真空至-910mbar,然后充入高纯氩气(纯度》99.999%),并使仓内氩气压力为25mbar。重复此过程6次,使得激光开启前,仓内氧含量为《1ppm。
57.(3)制备相对密度99.5%的致密镍钛合金的工艺参数为:激光功率200w,激光扫描速度1300mm/s,激光扫描间距80μm,铺粉层厚为30μm,对应的激光能量密度为64j/mm3。
58.实施例1
59.(1)选取镍含量为50.6at.%(原子分数)的镍钛二元预合金粉末;
60.(2)将镍钛预合金粉末放入激光选区熔化设备的仓室内,然后通过“抽真空-充氩气”的方式准备成形仓的气氛。首先对成形仓抽真空至-910mbar,然后充入高纯氩气(纯度》99.999%),并使仓内氩气压力为25mbar。重复此过程6次,使得激光开启前,仓内氧含量为《1ppm。
61.(3)制备多孔镍钛合金的工艺参数为:激光功率200w,激光扫描速度400mm/s,激光扫描间距80μm,铺粉层厚为30μm,对应的激光能量密度为208j/mm3。测得的相对密度为91.0%,即孔隙率为9.0%。
62.实施例2
63.(1)选取镍含量为50.6at.%(原子分数)的镍钛二元预合金粉末;
64.(2)将镍钛预合金粉末放入激光选区熔化设备的仓室内,然后通过“抽真空-充氩气”的方式准备成形仓的气氛。首先对成形仓抽真空至-910mbar,然后充入高纯氩气(纯度》99.999%),并使仓内氩气压力为25mbar。重复此过程4次,使得激光开启前,仓内氧含量为5ppm。
65.(3)制备多孔镍钛合金的工艺参数为:激光功率185w,激光扫描速度700mm/s,激光扫描间距40μm,铺粉层厚为30μm,对应的激光能量密度为220j/mm3。测得的相对密度为95.0%,即孔隙率为5.0%。
66.实施例3
67.(1)选取镍含量为50.8at.%(原子分数)的镍钛二元预合金粉末;
68.(2)将镍钛预合金粉末放入激光选区熔化设备的仓室内,然后通过“抽真空-充氩气”的方式准备成形仓的气氛。首先对成形仓抽真空至-910mbar,然后充入高纯氩气(纯度》99.999%),并使仓内氩气压力为20mbar。重复此过程6次,使得激光开启前,仓内氧含量为《1ppm。
69.(3)制备多孔镍钛合金的工艺参数为:激光功率140w,激光扫描速度200mm/s,激光扫描间距80μm,铺粉层厚为30μm,对应的激光能量密度为292j/mm3。测得的相对密度为90.6%,即孔隙率为9.4%。
70.实施例4
71.(1)选取镍含量为50.8at.%(原子分数)的镍钛二元预合金粉末;
72.(2)将镍钛预合金粉末放入激光选区熔化设备的仓室内,然后通过“抽真空-充氩气”的方式准备成形仓的气氛。首先对成形仓抽真空至-910mbar,然后充入高纯氩气(纯度》99.999%),并使仓内氩气压力为20mbar。重复此过程6次,使得激光开启前,仓内氧含量为《1ppm。
73.(3)制备多孔镍钛合金的工艺参数为:激光功率180w,激光扫描速度200mm/s,激光扫描间距80μm,铺粉层厚为30μm,对应的激光能量密度为375j/mm3。测得的相对密度为90.0%,即孔隙率为10.0%。
74.请参阅图2、图4、图6、图7所示,实施例1-实施例4的多孔镍钛合金金相照片显示,
形成的多孔均布于整个合金材料相中,由于孔是均匀分布的,因此其拉伸性能也并不会因为有大量的孔隙而产生恶化。这一点从图3和图5的拉伸性能测试曲线的对比也可看出,本发明实施例的多孔镍钛合金具有优良的力学性能。相对于对比例1制备致密镍钛合金的激光能量密度,实施例1-实施例4的激光能量密度均至少是其的3倍,由图1的对比例的合金金相照片显示其并未产生孔隙,而实施例1-实施例4的合金金相照片则均布满了孔隙。
75.因此,本发明实施例通过提高激光能量密度,进而在镍钛合金内部形成孔隙的工艺方法,无需使用造孔剂,环保、安全,且最终得到的多孔镍钛合金力学优良,颠覆了传统激光增材制造中的孔隙会恶化材料力学性能的认知。
76.在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
77.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
78.本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1