一种医用镁合金及其制备方法
1.本发明涉及生物医用金属材料技术领域,尤其涉及一种医用镁合金及其制备方法。
背景技术:
2.镁合金具有低密度、高比强度、生物相容性好的特点,尤其适用于作为骨科疾病修复的生物医疗器械。与钛合金(55gpa~110gpa)、不锈钢(210gpa)相比,镁合金的弹性模量为45gpa,与人体自然骨(3gpa~20gpa)相接近,能够极大程度避免应力屏蔽效应的发生。纯镁及其合金的标准电极电位较低,因此在人体体液环境内能够自发降解,在植入人体后能够免除二次手术取出,减轻了患者的痛苦与经济负担。但是镁合金的耐蚀性差,降解速度快,造成溶骨和植入后期的强度急剧下降,难于满足内固定的要求。
3.目前,研究者主要是通过合金化方法来提高镁合金的耐蚀性,如mg-zn-al、mg-zn-zr等,这些合金虽然能在一定程度上提高其耐蚀性能,然而此类合金多用于工业制造,其生物相容性、生物安全性和力学性能还有待深入研究,如al元素为神经毒素,严重危害人体健康。
4.此外,受制造水平与成本所限,目前临床上使用的骨植入医疗器械大多为批量化生产的标准型器械,采用传统铸造工艺制备而成。由于患者的体质与病患部位的伤情因人而异,标准型的医疗器械往往难以达到最佳治疗效果。传统铸造工艺也存在气孔、缩松等缺陷,严重影响加工零件的力学性能与使用寿命。
技术实现要素:
5.鉴于此,本技术提供一种医用镁合金及其制备方法,采用选区激光熔化法制备得到抗压强度可达377.73mpa,致密度为98.52%的化学式为mg-1%zn-x%gd(x为0.25~1)的医用镁合金,其比强度高,生物相容性好,晶粒组织细小,力学性能佳,能广泛应用于临床骨疾病的修复。
6.为达到上述发明目的,本发明实施例采用了如下的技术方案:
7.一种医用镁合金,所述医用镁合金的化学式为mg-1%zn-x%gd,其中,x为0.25~1。
8.相对于现有技术,本技术提供的医用镁合金具有以下优势:
9.本技术提供的医用镁合金通过添加ga元素,并限定其组分含量,形成新的晶相mg5gd稀土相,降低医用镁合金的腐蚀速率,提高其力学性能,满足临床骨疾病的的使用要求。
10.可选的,所述医用镁合金的化学式为mg-1%zn-0.5%gd。
11.进一步,本技术还提供一种医用镁合金的制备方法,至少包括以下步骤:
12.步骤一、按照上述的原料配比称取雾化球形mg粉、mg-5%zn粉与mg-15%gd粉采用机械混合,得粉末材料;
13.步骤二、通入惰性气体,当氧含量<7000ppm时,将所述粉末材料进行筛分,得预处理粉;
14.步骤三、将所述预处理粉采用选区激光熔化法制备得到所述医用镁合金,其中,所述选区激光熔化法的条件为:激光功率为60w~75w,扫描速度为200mm/s~400mm/s。
15.相对于现有技术,本技术提供的医用镁合金的制备方法具有以下优势:
16.本技术通过筛选特定粒径的粉末材料,并采用选区激光熔化法将所述粉末材料熔融后紧密的粘接在一起,可得到近乎全致密的加工实体,不仅有效果解决传统镁合金铸造工艺的气孔、缩松等缺陷问题,还有效实现对晶粒组织的细化,提高医用镁合金的力学性能。
17.晶粒组织细化,根据“hall-petch”公式[1]:
[0018][0019]
其中为σs镁合金屈服极限;σ0与α
hp
为材料系数;dg为镁合金平均晶粒尺寸。由此可知,对同一镁合金材料,其力学性能与晶粒尺寸成反比关系,当医用镁合金晶粒尺寸较细小时,力学性能更好。
[0020]
本技术采用特定参数的选区激光熔化法得到医用镁合金的α-mg基体的晶粒尺寸小于1μm,产生的mg5gd稀土相尺寸约100nm,其晶粒尺寸更加细小,从而可知,采用本技术提供的制备工艺能显著改善医用镁合金的力学性能。
[0021]
可选的,步骤三中,所述激光功率为70w,所述扫描速度为350mm/s。
[0022]
激光功率是影响医用镁合金力学性能的主要因素,当其激光功率过低,镁合金获取激光能量不足,内部出现较多孔隙导致力学性能下降;当激光功率过高,镁合金获取激光能量过多导致产生球化、飞溅的缺陷,同时加剧了mg元素的烧损,镁合金力学性能下降,因此本技术优选的激光功率条件使得制备得到的医用镁合金具有更佳的力学性能。
[0023]
可选的,步骤三中,扫描间距为40μm~45μm,铺粉层厚为40μm~60μm,层间旋转角为67
°
,光斑直径为70μm,风机循环频率为20hz~35hz。
[0024]
可选的,所述扫描间距为42μm,所述铺粉层厚为50μm,所述风机循环频率为25hz。
[0025]
优选的工艺参数使得制备的医用镁合金的晶粒尺寸细小,力学性能更佳,能广泛应用于临床骨疾病的修复。
[0026]
优选的风机循环频率参数使得设定,能使得烧损产生的烟尘吹入循环系统内,且基板表面mg-zn-gd合金粉末不被吹起,一定程度减小了烧损烟尘对镁合金成型质量的影响。
[0027]
可选的,步骤一中,所述机械混合的条件为:转速为10rpm~20rpm,时间为7.5h~8.5h。
[0028]
可选的,步骤二中,所述筛分采用的孔径为55μm~60μm。
[0029]
可选的,所述惰性气体为氩气或氮气。
[0030]
进一步可选的,所述惰性气体为氩气。
附图说明
[0031]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的
附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0032]
图1是本发明实施例提供的区激光熔化法的成型示意图;
[0033]
图2是本发明试验例1提供的医用镁合金72小时内的腐蚀速率变化趋势图;
[0034]
图3是本发明试验例2提供的sem照片;
[0035]
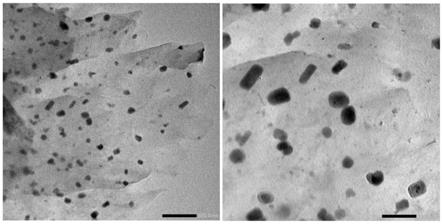
图4是本发明试验例2提供的tem照片;
[0036]
图5是本发明试验例4提供的粒径分布图。
具体实施方式
[0037]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0038]
实施例1
[0039]
本技术实施例提供一种医用镁合金,所述医用镁合金的化学式为mg-1%zn-0.25%gd。
[0040]
上述医用镁合金的制备方法,包括以下步骤:
[0041]
步骤一、按照上述的原料配比称取雾化球形mg粉、mg-5%zn粉与mg-15%gd粉于转速为10rpm的条件下机械混合8.5h,得粉末材料,其中雾化球形mg粉、mg-5%zn粉和mg-15%gd均购买于唐山威豪镁粉有限公司,mg粉的纯度为99.8wt%;
[0042]
步骤二、将所述粉末材料置于粉末筛分箱中,向其中通入氩气,当氧含量为7500ppm时,对其进行筛分,筛分的粒径为55μm,将粒径大于55μm的粉末与杂质筛除,得预处理粉;
[0043]
步骤三、参见图1,将所述预处理粉采用选区激光熔化法制备得到所述医用镁合金,其中,所述选区激光熔化法的条件为:激光功率为75w,扫描速度为200mm/s,扫描间距为40μm,铺粉层厚为40μm,层间旋转角为67
°
,光斑直径为70μm,风机循环频率为20hz。
[0044]
实施例2
[0045]
本技术实施例提供一种医用镁合金,所述医用镁合金的化学式为mg-1%zn-0.5%gd。
[0046]
上述医用镁合金的制备方法,包括以下步骤:
[0047]
步骤一、按照上述的原料配比称取雾化球形mg粉、mg-5%zn粉与mg-15%gd粉于转速为15rpm的条件下机械混合8h,得粉末材料,其中雾化球形mg粉、mg-5%zn粉和mg-15%gd均购买于唐山威豪镁粉有限公司,mg粉的纯度为99.8wt%;
[0048]
步骤二、将所述粉末材料置于粉末筛分箱中,向其中通入氩气,当氧含量为8000ppm时,对其进行筛分,筛分的粒径为60μm,将粒径大于60μm的粉末与杂质筛除,得预处理粉;
[0049]
步骤三、参见图1,将所述预处理粉采用选区激光熔化法制备得到所述医用镁合金,其中,所述选区激光熔化法的条件为:激光功率为70w,扫描速度为350mm/s,扫描间距为42μm,铺粉层厚为50μm,层间旋转角为67
°
,光斑直径为70μm,风机循环频率为25hz。
[0050]
实施例3
[0051]
本技术实施例提供一种医用镁合金,所述医用镁合金的化学式为mg-1%zn-1%gd。
[0052]
上述医用镁合金的制备方法,包括以下步骤:
[0053]
步骤一、按照上述的原料配比称取雾化球形mg粉、mg-5%zn粉与mg-15%gd粉于转速为20rpm的条件下机械混合7.5h,得粉末材料,其中雾化球形mg粉、mg-5%zn粉和mg-15%gd均购买于唐山威豪镁粉有限公司,mg粉的纯度为99.8wt%;
[0054]
步骤二、将所述粉末材料置于粉末筛分箱中,向其中通入氩气,当氧含量为8500ppm时,对其进行筛分,筛分的粒径为60μm,将粒径大于60μm的粉末与杂质筛除,得预处理粉;
[0055]
步骤三、参见图1,将所述预处理粉采用选区激光熔化法制备得到所述医用镁合金,其中,所述选区激光熔化法的条件为:激光功率为60w,扫描速度为400mm/s,扫描间距为45μm,铺粉层厚为60μm,层间旋转角为67
°
,光斑直径为70μm,风机循环频率为35hz。
[0056]
为了更好的说明本发明的技术方案,下面还通过对比例和本发明的实施例做进一步的对比。
[0057]
对比例1
[0058]
本对比例提供一种医用镁合金,所述医用镁合金的化学式为mg-1%z。
[0059]
上述医用镁合金的制备方法,包括以下步骤:
[0060]
步骤一、按照上述的原料配比称取雾化球形mg粉与mg-5%zn粉粉于转速为15rpm的条件下机械混合8h,得粉末材料,其中雾化球形mg粉和mg-5%zn粉均购买于唐山威豪镁粉有限公司,mg粉的纯度为99.8wt%;
[0061]
步骤二、将所述粉末材料置于粉末筛分箱中,向其中通入氩气,当氧含量为8000ppm时,对其进行筛分,筛分的粒径为60μm,将粒径大于60μm的粉末与杂质筛除,得预处理粉;
[0062]
步骤三、参见图1,将所述预处理粉采用选区激光熔化法制备得到所述医用镁合金,其中,所述选区激光熔化法的条件为:激光功率为70w,扫描速度为350mm/s,扫描间距为42μm,铺粉层厚为50μm,层间旋转角为67
°
,光斑直径为70μm,风机循环频率为25hz。
[0063]
对比例2
[0064]
本技术实施例提供一种医用镁合金,所述医用镁合金的化学式为mg-1%zn-2%gd。
[0065]
上述医用镁合金的制备方法如实施例2所述,不再赘述。
[0066]
为了更好的说明本发明实施例提供的医用镁合金的特性,下面将实施例1~3以及对比例1~2制备的镁合金进行性能检测。
[0067]
试验例1腐蚀速率
[0068]
将实施例1~3以及对比例1~2制备的镁合金置于1倍浓度的模拟体液中浸泡72h后,测量其在72h内的腐蚀速率变化趋势,结果如图2所示,其72h后的平均腐蚀速率结果如表1所示。
[0069]
表1
[0070] 平均失重速率/(mg/cm2/day)
实施例116.527实施例214.933实施例316.131对比例125.872对比例233.102
[0071]
从图2和表1中可以看出,与对比例1相比,添加了适量ga元素的实施例1~3的降解速率均有一定程度的提高,且实施例2的降解速率最慢为14.933mg/cm2/day,相较对比例1的减缓42.3%。
[0072]
从图2和表1中可以看出,与对比例2相比,稀土元素ga的添加量过多,导致产生的mg5gd稀土相增加,反而加速了对基体的腐蚀作用。
[0073]
试验例2微观结构
[0074]
将实施例2制备的镁合金进行sem和tem检测,检测结果分别如图3和图4所示。
[0075]
从图3和图4中可以看出,实施例2制备的医用镁合金的金相组织由α-mg基体与沿晶界析出的颗粒状稀土相mg5gd组成,α-mg基体的晶粒尺寸小于1μm,产生的mg5gd稀土相尺寸约100nm。由此可知,本技术制备的医用镁合金的晶粒组织细小,力学性能佳,无缩松等铸造缺陷。
[0076]
实施例1和实施例3分别达到与实施例2基本相同的技术效果,即具有相同的微观结构。
[0077]
试验例3力学性能
[0078]
对实施例2制备的镁合金进行力学性能和致密度检测,其抗压强度377.73mpa,其致密度为98.52%,由此可知本技术制备的医用镁合金力学性能佳,满足内固定的要求。
[0079]
上述抗压强度的检测方法为:
[0080]
gb/t 7314-2005《金属材料室温压缩试验方法》,slm成型尺寸为4mm
×
4mm
×
8mm的长方体试样,在压缩试验机下测量材料抗压强度,向压缩机配套软件中输入试样长宽尺寸,机器根据试样所能承受的最大压缩力自动计算其抗压强度。
[0081]
上述致密度测试方法:
[0082]
gb/t 1423-1996《贵金属及其合金密度的测试方法》,slm成型尺寸为10mm
×
10mm
×
10mm的立方体试样,测试试样的实际密度,取三次测量结果的平均值作为最终结果。其致密度计算公式如下:
[0083]
η=ρ
实际
/ρ
理论
[0084]
式中,ρ
实际
为实际测量的镁合金密度,ρ
理论
为mg-1%zn-0.5%gd合金的理论密度,取1.76g/cm3。
[0085]
实施例1和实施例3分别达到与实施例2基本相同的抗压强度和致密度。
[0086]
试验例4粒径分布
[0087]
将实施例2的步骤一得到的粉末材料进行粒径分布分析,其结果如图5所示,从图5中可以看出,所述粉末材料的粒径在15μm~53μm范围内。
[0088]
本技术通过采用特定的原料实现其粒径在15μm~53μm范围内,为采用选区激光熔化法制备医用镁合金提供基础。
[0089]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精
神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1