SLM成型金属件表面处理方法与流程
slm成型金属件表面处理方法
技术领域
1.本发明属于金属件表面处理技术领域,具体地涉及一种slm成型金属件表面处理方法。
背景技术:
2.选择性激光熔化(selectivelasermelting,slm)是金属材料增材制造中的一种主要技术途径。该技术选用激光作为能量源,按照三维cad切片模型中规划好的路径在金属粉末床层进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。
3.采用选择性激光熔化slm技术成型的零件无法完全致密,表面质量也较差,需对其进一步的处理。现有的slm成型金属件表面处理采用申请号为“201610063596.9”的发明专利“一种slm成型钛种植体表面处理方法”中的技术,其依次采用喷砂、酸洗、碱处理、钙化处理得到表面粗糙度ra在2~5μm之间的金属件。但是,随着科技的发展,在一些领域对其粗糙度的要求越来越高,如何制备表面粗糙度更低的产品是大势所趋。
技术实现要素:
4.为了解决现有slm成型金属件表面处理工艺存在表面粗糙度达不到某些领域要求的问题,本发明提供一种slm成型金属件表面处理方法,其可提高金属件表面的粗糙度。
5.本发明通过以下技术方案实现:
6.本发明第一方面提供一种slm成型金属件表面处理方法,包括以下步骤:
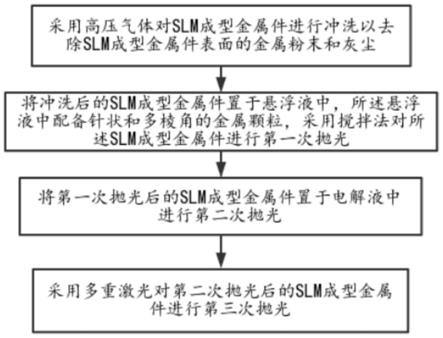
7.采用高压气体对slm成型金属件进行冲洗以去除slm成型金属件表面的金属粉末和灰尘;
8.将冲洗后的slm成型金属件置于悬浮液中,所述悬浮液中配备针状和多棱角的金属颗粒,采用搅拌法对所述slm成型金属件进行第一次抛光;
9.将第一次抛光后的slm成型金属件置于电解液中进行第二次抛光;
10.采用多重激光对第二次抛光后的slm成型金属件进行第三次抛光。
11.本方案采用三联法对金属件进行抛光处理,即依次采用悬浮液抛光、电解液抛光和多重激光抛光的方式,提高slm成型金属件表面的粗糙度,至少可使slm成型金属件表面的粗糙度小于1.6μm。
12.在一种可能的设计中,所述第一次抛光的方法包括:
13.将纳米级金属颗粒置于水溶液中,配置浓度在60g/dm3至68g/dm3的悬浊液;
14.采用搅拌法使悬浊液流过slm成型金属件,持续时间1-2小时,搅拌速度为16~35r/s。
15.在一种可能的设计中,所述金属颗粒为纳米三氧化二铝、亲水性气相二氧化硅中的至少一种。
16.在一种可能的设计中,所述第二次抛光的方法为:
17.将slm成型金属件置于硝酸钙和磷酸氢二铵的电解液中,电解时间控制在3-4分钟,电解时电流密度为2.1-2.3a/cm2,频率为600至800hz。
18.在一种可能的设计中,所述第三次抛光的方法为:
19.控制不同的激光功率分别对slm成型金属件边缘区域和非边缘区域进行抛光,其中,边缘区域是指与不同面交接处的距离小于等于1.5至2.2mm的区域,边缘区域的激光功率小于非边缘区域的激光功率。
20.在一种可能的设计中,对所述非边缘区域进行抛光时,激光器控制激光头的相关参数如下:
21.激光重复频率为50hz、激光波长为1064nm、激光功率为35-45w、光束入射角30
°‑
70
°
,抛光过程中激光器相对于抛光表面的运动速度0.1-2mm/s。
22.在一种可能的设计中,对所述边缘区域进行抛光时,激光器控制激光头的相关参数如下:
23.激光重复频率为50hz、激光波长为1064nm、激光功率为20-28w、光束入射角30
°‑
70
°
,抛光过程中激光器相对于抛光表面的运动速度0.1-2mm/s。
24.本发明与现有技术相比,至少具有以下优点和有益效果:
25.1、本发明采用三联法对金属件进行抛光处理,即依次采用悬浮液抛光、电解液抛光和多重激光抛光的方式,提高slm成型金属件表面的粗糙度,至少可使slm成型金属件表面的粗糙度小于1.6μm。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
27.图1是本发明的工艺流程图。
具体实施方式
28.下面结合附图及具体实施例来对本发明作进一步阐述。在此需要说明的是,对于这些实施例方式的说明虽然是用于帮助理解本发明,但并不构成对本发明的限定。本文公开的特定结构和功能细节仅用于描述本发明的示例实施例。然而,可用很多备选的形式来体现本发明,并且不应当理解为本发明限制在本文阐述的实施例中。
29.应当理解,对于本文中可能出现的术语“和/或”,其仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况;对于本文中可能出现的术语“/和”,其是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况;另外,对于本文中可能出现的字符“/”,一般表示前后关联对象是一种“或”关系。
30.应当理解,在下面的描述中提供了特定的细节,以便于对示例实施例的完全理解。然而,本领域普通技术人员应当理解可以在没有这些特定细节的情况下实现示例实施例。例如可以在框图中示出系统,以避免用不必要的细节来使得示例不清楚。在其他实例中,可
以不以非必要的细节来示出众所周知的过程、结构和技术,以避免使得示例不清楚。
31.如图1所示,本发明第一方面公开了一种slm成型金属件表面处理方法,包括以下步骤s01至步骤s04。
32.步骤s01、采用高压气体对slm成型金属件进行冲洗以去除slm成型金属件表面的金属粉末和灰尘。
33.在该步骤中,采用高压清洗机进行清洗,高压气体可以采用氮气,其稳定性强,易得且成本低。高压清洗机通过动力装置使压缩的氮气来冲洗slm成型金属件表面,可快速且经济的将slm成型金属件表面的金属粉末和灰尘剥离。
34.步骤s02、将冲洗后的slm成型金属件置于悬浮液中,所述悬浮液中配备针状和多棱角的金属颗粒,采用搅拌法对所述slm成型金属件进行第一次抛光。
35.在该步骤中,采用悬浮液中配置针状和多棱角的金属颗粒,并采用搅拌法对多曲面、多通道、多凹槽、多死角的slm成型金属件进行内外表面的第一次抛光,金属颗粒可采用纳米三氧化二铝、亲水性气相二氧化硅等。采用搅拌法可避免金属颗粒沉降,提高抛光的均匀性。具体的,将纳米三氧化二铝或亲水性气相二氧化硅置于水溶液中,控制浓度在60g/dm3至68g/dm3之间,持续搅拌1-2小时,搅拌速度控制在16~35r/s。
36.纳米三氧化二铝、亲水性气相二氧化硅的金属颗粒的粒径为纳米级,在搅拌中可与slm成型金属件内外表面的摩擦达到抛光效果。
37.在该步骤中,金属颗粒采用针状和多棱角的混合结构,在加速研磨速度的同时,也可提高抛光质量。金属颗粒的粒径根据想要达到的表面粗糙度进行选择。
38.搅拌过程中,悬浊液中的金属颗粒与slm成型金属件之间的相对摩擦则可达到抛光作用,在这个过程中,搅拌速度和时长是一个关键参数,将时长控制在1-2小时且速度控制在16~35r/s,既可保证研磨精度,也可避免过度研磨对slm成型金属件内外表面的的二次破坏。
39.整个搅拌过程中,采用超声波装置进行高频振荡,使金属颗粒可均匀的分散在水中。
40.第二次抛光完成后,将slm成型金属件取出,置于去离子水中进行超声清洗后干燥。
41.步骤s03、将第一次抛光后的slm成型金属件置于电解液中进行第二次抛光。
42.在该步骤中,采用电解液对多曲面、多通道、多凹槽、多死角的slm成型金属件进行内外表面进行二次抛光。电解液采用硝酸钙和磷酸氢二铵,其中,控制钙、磷的摩尔比1.67。电解时间控制在3-4分钟,电解时电流密度为2.1-2.3a/cm2,频率为600至800hz。
43.同样的,在第二次抛光完成后,将slm成型金属件取出,置于去离子水中进行超声清洗后干燥。
44.步骤s04、采用多重激光对第二次抛光后的slm成型金属件进行第三次抛光。
45.在该步骤中,对slm成型金属件进行加热,具体的,可采用高频感应加热的方式。加热完成后,将slm成型金属件置于激光头下0.1mm以内进行抛光,具体的,多重激光方式为:控制不同的激光功率分别对slm成型金属件边缘区域和非边缘区域进行抛光,其中,边缘区域是指与不同面交接处的距离小于等于1.5至2.2mm的区域,边缘区域的激光功率小于非边缘区域的激光功率。
46.针对非边缘区域,激光器控制激光头的相关参数如下:激光重复频率为50hz、激光波长为1064nm、激光功率为35-45w、光束入射角30
°‑
70
°
,抛光过程中激光器相对于抛光表面的运动速度0.1-2mm/s。脉冲宽度根据粗糙度的要求具体制定。
47.针对边缘区域:激光器控制激光头的相关参数如下:激光重复频率为50hz、激光波长为1064nm、激光功率为20-28w、光束入射角30
°‑
70
°
,抛光过程中激光器相对于抛光表面的运动速度0.1-2mm/s。脉冲宽度根据粗糙度的要求具体制定。
48.本步骤中,通过对slm成型金属件边缘区域和非边缘区域采用不同的抛光参数,可大大提高slm成型金属件的抛光质量。
49.本方案的方法采用三联抛光的工艺方法,先经悬浊液抛光、电解液抛光后再经激光抛光,在提高slm成型金属件抛光的粗糙度时,也可减小激光抛光次数,减小抛光成本。
50.实施例
51.钛合金粉末作为3d打印材料已经有很长一段时间了,本实施例slm成型金属件以钛合金为例进行举例,其表面处理方法具体为:
52.采用高压氮气清洗机进行清洗以去除slm成型金属件表面的金属粉末和灰尘。
53.配置悬浊液,悬浊液为水和针状和多棱角的纳米三氧化二铝,悬浊液浓度为60g/dm3,持续搅拌1.5小时,搅拌速度为18r/s,搅拌过程中,采用超声波装置进行高频振荡,使金属颗粒可均匀的分散在水中。
54.将slm成型金属件取出,置于去离子水中进行超声清洗后干燥。
55.将干燥后的slm成型金属件置于硝酸钙和磷酸氢二铵的电解液中,电解液中的钙、磷的摩尔比1.67。电解3分钟,电解时电流密度为2.1a/cm2,频率为800hz。
56.将slm成型金属件取出,置于去离子水中进行超声清洗后干燥。
57.将干燥后的slm成型金属件置于激光器的激光头下,调整激光头与slm成型金属件的距离为0.1mm,在激光器内设置激光头的运动轨迹。具体的,先对slm成型金属件进行成像,根据成像结果对其进行边缘识别,此处的边缘为不同面的交界处,图像识别可采用现有的神经网络模型;再对图像中的slm成型金属件区域进行区域划分,划分为边缘区域和非边缘区域。
58.针对边缘区域和非边缘区域,控制参数如下进行精细抛光:
59.针对非边缘区域,激光器控制激光头的相关参数如下:激光重复频率为50hz、激光波长为1064nm、激光功率为40w、光束入射角45
°
,抛光过程中激光器相对于抛光表面的运动速度0.8mm/s,脉冲宽度为2.5ns。
60.针对边缘区域:激光器控制激光头的相关参数如下:激光重复频率为50hz、激光波长为1064nm、激光功率为25w、光束入射角45
°
,抛光过程中激光器相对于抛光表面的运动速度0.8mm/s,脉冲宽度为2.5ns。
61.采用上述实施例的方法步骤,得到的slm成型金属件表面的粗糙度可达小于1μm。
62.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1