一种适合热镀锌钢管使用的锌铝合金生产方法与流程
1.本发明涉及一种适合热镀锌钢管使用的锌铝合金生产方法。
背景技术:
2.热镀是将钢、不锈钢、铸铁等金属浸入熔融液态金属或合金中获得镀层的一种工艺技术,热镀纯锌产品具有优良的耐蚀性能,成本也相对较低,热镀锌产品对钢铁的减蚀延寿、节能节材起着不可估量和不可替代的作用。因为锌在大气暴露环境下具有良好的耐蚀性能,而且锌的标准电极电位负于铁,在水和潮湿的空气中镀锌层具有牺牲阳极保护钢基的作用,从而可以大大的延长钢材的使用寿命。
3.无论哪一种热浸镀锌专用锌合金,都应具有下列使用功能:1、具有可获得比常规热浸镀锌更为平滑、均匀的镀锌层,同时保持镀锌层的光泽、消除灰暗色泽、消除色差,使钢铁工件表面光亮、平滑、色泽均匀。2、能合理控制镀锌层厚度、减薄镀锌层,可以抑制钢材中含有的硅对镀锌层的影响,达到按要求控制锌层厚度的目的。3、可以提高镀锌层的附着能力,达到gb/t13592、gb2694等标准的要求。由于锌合金具有可以抑制钢材中含有的硅的作用,使得镀锌层组织更紧密,粘附力更好,镀锌层更加美观,因而能较好的提高镀锌层质量。4、合金的添加抑制了锌的氧化和zn-fe反应,延长了镜面时间,保持锌层亮光持久,提高镀锌层耐蚀能力,因而延长存贮过程中镀锌层变暗的时间。5、合金可以提高锌液的流动性,易于生产操作及提高热浸镀锌质量。6、能减少锌的氧化,控制反应,减少漂走层的成长与脱落,从而大幅度减少了锌灰、渣的生成,因此锌耗大幅降低。7、能够较好的阻止锌液对锌锅的腐蚀,从而延长了锌锅的使用寿命。8、添加合金有一定的降低锌液温度作用,从而节省大量能源,还减少了锌的蒸发及有害气体和粉尘的产生,改善工人操作环境,降低了工人的劳动强度。9、能有效的提高锌液对被镀工作的浸润性,减少漏镀。
4.文件检索:(1)《上海机床》《锌铝合金性能和应用》1994-01-01;(2)《上海有色金属》《铸造锌铝合金的研究进展及其应用》2004-01-01;(3)《一种锌铝合金制备工艺》cn98124025.9)等论文专利,由上述检索文献可知,锌铝合金技术主要研究为成份设计及应用方面。
技术实现要素:
5.本发明的目的在于提供一种适合热镀锌钢管使用的锌铝合金生产方法,能够解决锌铝合金熔炼和精炼问题、铸造成型时成分偏析、提高生产效率等方面的工作,从而达到产业化,以降低用户成本,替代同类合金产品。同时,本发明有助于解决镀锌钢管表面镀层颜色发暗,镀锌钢管表面镀层厚度不均匀等问题。
6.本发明采用的技术方案是:一种适合热镀锌钢管使用的锌铝合金生产方法,操作步骤如下:1、锌铝合金的化学成分质量百分含量为:al% 0.3-0.4、杂质百分含量%小于:pb《0.005、fe《0.005、cd《0.002、sn《0.002、cu《0.002,余量%为zn;熔锌工艺流程:原料准备、中频炉熔锌和中频炉熔铝、精炼除渣、出炉浇注、脱模、打磨包装;2.熔炼设备,使用中频炉熔
炼设备实现熔锌生产;3、炉衬材料及炉衬烧结工艺,采用改造后的振打平锤,该平锤板头钻有4-5个φ10mm圆孔,在振打平锤工作面焊接有4个打结爪:均由φ10mm、长40mm的圆钢制成;4.烘炉烧结工艺优化,确定烘炉温度曲线:0-220℃,升温用时0.5小时;然后保持温度220℃ 2小时;220-440℃,升温用时0.5小时,然后保持温度440℃ 2小时;440-660℃,升温用时0.5小时,保持温度660℃ 2小时;660-880℃,升温用时0.5小时,然后保持温度880℃ 2小时;5.锌铝合金生产精炼操作:在中频炉底部安装透气砖即可实现在锌铝合金熔炼后期进行吹氩气或氮气进行除渣作业;6.铝偏析问题的处理:利用中频炉强电磁搅拌作用,将锌铝混合均匀再进行浇注锌铝合金锭,将铝液温度进一步提升到1050℃,就可以解决偏析问题。
7.本发明主要研究如何在保证镀锌质量的前提下,确定钢管镀锌使用的锌锌合金成分。在成分确定时,尽量少加或不加较昂贵的合金。通过查阅资料,锌液中加入少量铝可使镀层表面较纯锌层更亮。由于锌液中的al被选择性氧化而使表面形成一层连续的al2o3膜,锌液表面不易氧化而较纯锌浴更光滑,从而获得更为光亮的镀层。同时由于镀层中也含有铝,在镀层的表面也会形成了一层al2o3保护膜,对锌层提供了一个物理屏障而阻止了锌被空气氧化,有利于保持锌的金属光泽。锌液中铝超过0.005%后,镀层的光亮性随铝含量增加稳步提高,并在锌浴中铝为0.02%左右达到最高值,但铝超过0.02%后镀层光亮性不再提高甚至会缓慢下降。在465℃镀锌时,铝含量低于0.134%只有底渣,超过0.134%底渣将逐步转化为面渣,有利于除渣作业。因此,锌液中铝含量达到0.134%以上,不仅可以保持锌金属镀层光泽,而且,有利于去除在镀锌过程中产生各类锌渣。尤其是由于锌金属液中随着铝含量的增加,锌液的流动性明显改善,容易获得既薄又均匀的镀层,有利于降低工厂成本。本方法适用于同类型锌铝合金企业,本发明锌铝合金是以锌为基础加入铝等其他元素组成的合金。锌铝合金熔点低,流动性好,具有优良的耐蚀性能、美丽的外观、有利于后续加工、成本也相对较低等优点,可以在工业、民用领域得到广泛的应用。
附图说明
8.图1为本发明所用的振打平锤的立体结构示意图。
具体实施方式
9.一种适合热镀锌钢管使用的锌铝合金生产方法,操作步骤如下:1、锌铝合金的化学成分质量百分含量为:al% 0.3-0.4、杂质百分含量%小于:pb《0.005、fe《0.005、cd《0.002、sn《0.002、cu《0.002,余量%为zn;熔锌工艺流程:原料准备、中频炉熔锌和中频炉熔铝、精炼除渣、出炉浇注、脱模、打磨包装;2.熔炼设备,使用中频炉熔炼设备实现熔锌生产,中频炉是一种将工频50hz交流电转变为中频(300hz以上至1000hz)的电源装置,把三相工频交流电,整流后变成直流电,再把直流电变为可调节的中频交流电,供给由电容和感应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流,利用电磁感应原理加热金属,使金属熔化成液体。
10.3、炉衬材料及炉衬烧结工艺,从企业较为成熟的熔铝的炉衬材料选型分析,熔铝的炉衬材料烧结层烧结温度约1000℃,锌液比重大,计划在熔锌时选用与熔铝的相同型号
的炉衬材料作为试验首选方案。熔锌时容易产生“穿炉”的设备事故,本发明将振打平锤进行改进,如图1所示,改进改造后的振打平锤板头3钻有4-5个φ10mm圆孔1,在振打平锤工作面焊接有4个打结爪2:均由φ10mm、长40mm的圆钢制成,炉衬在打结过程中,耐火炉料颗粒偏析的状况得到了显著改善等,烧结后炉衬微裂纹减少了70%以上,避免了炉衬因微裂纹引起的锌液钻缝造成感应线圈击穿的停炉停产的设备事故,炉衬平均使用寿命从在2020年由140炉提升至最高达到了1050炉。
11.4.烘炉烧结工艺优化:炉衬打结后,烘炉烧结工艺将最终决定炉衬的使用寿命,本发明通过工业实验确定烘炉温度曲线:0-220℃,升温用时0.5小时;然后保持温度220℃ 2小时;220-440℃,升温用时0.5小时,然后保持温度440℃ 2小时;440-660℃,升温用时0.5小时,保持温度660℃ 2小时;660-880℃,升温用时0.5小时,然后保持温度880℃ 2小时。
12.5.锌铝合金生产精炼操作:由于热镀的锌层薄,最薄可达到5g/
㎡
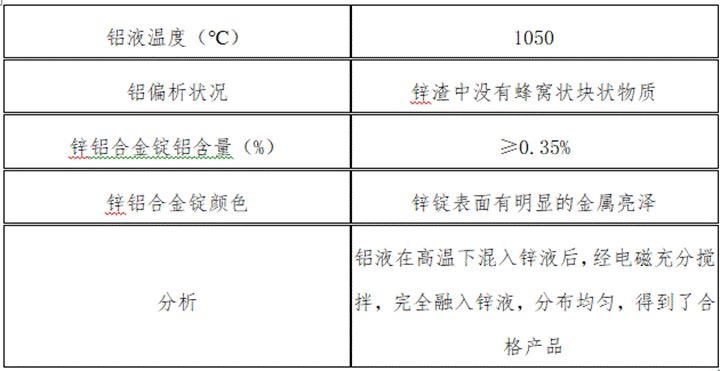
,对锌铝合金内杂质含量要求严格,各有害元素如fe等通常要求≤0.005%。为了去除上述渣相净化锌液,必须对锌液做除去有害杂质的精炼处理。在锌铝合金熔炼后期进行吹氩气或氮气进行除渣。精炼吹惰性气体除渣正常情况下是在中频炉底部安装透气砖等设备即可实现往中频炉内吹惰性气体;6.铝偏析问题的处理:利用中频炉强电磁搅拌作用,将锌铝混合均匀再进行浇注锌铝合金锭。由于铝熔点为660℃,在锌铝合金中含量<0.5%,因此,将铝液温度进一步提升到1050℃,就可以解决偏析问题。见下表:
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1