一种可实现高精度批量侧抛光纤的装置
1.本发明涉及的是一种可实现高精度批量侧抛光纤的装置,属于光纤器件微加工领域。
背景技术:
2.光纤侧抛是指在光纤上利用侧面抛磨的光纤微加工技术,从光纤的侧面,将其包层抛磨掉。当光纤包层被抛磨掉后,其对纤芯内光场的束缚能力会减弱,倏逝场可以透过剩余包层或是直接与侧抛面后的外界环境产生较强的相互作用,如反射、散射、吸收等。据此,可以在侧抛面镀膜以产生表面等离子体共振效应、制作传感器,或是将两根光纤的侧抛面相互贴合,制作耦合器等。
3.经过单面抛磨的光纤的横截面类似于大写英文字母d,因而经过侧抛加工的光纤也被称为d型光纤。d型光纤是很多光纤器件的前置器件,具有十分广阔的应用前景。所以,在保证加工精度的前提下,能实现批量制备d型光纤,对于推动基于d型光纤的器件的商业化应用,具有极其重要的意义。
4.目前用于侧抛光纤的方法,根据固定方法主要有两大类,一是固定光纤两端,将砂纸贴在滚轮上进行侧抛。另一类是固定光纤侧抛段,如嵌入槽内或是用环氧树脂固定进行侧抛。
5.第一类方法使用的滚轮,固定结构大多为悬臂梁结构,如专利202010426577.4。当滚轮转动时,不可避免会有抖动,因而侧抛面受滚轮压力的变化较大,容易折断,且侧抛深度需要经常测量,导致设备成本较高。另如专利202010917748.3就针对在线监测的需求进行了复杂的改进,添置的监测设备成本较高。此外,这种方法在面对批量侧抛时,也很难做到保证多根光纤具有相同的侧抛深度。
6.第二类方法使用槽或者环氧树脂固定光纤。使用环氧树脂固定的方法,需要将光纤浸入环氧树脂液中,待其凝固后从模具中整体取出,但这种方法较难控制光纤侧抛段是否处于同一水平位置,会影响到后续制备器件的性能,而且环氧树脂硬度较低,容易过度侧抛,导致抛磨量过大。另一种使用槽固定的方法,则在抛磨部件的结构上有所不同。如专利201920119607.x,其使用宽凹槽固定,并使用悬臂梁式的传动研磨带侧抛。相较于传统的槽固定侧抛法有较大改进,但宽槽不易保证光纤的稳定,固定胶凝固后,容易残余应力,当光纤经侧抛破坏圆柱形结构时,残余应力的释放会导致侧抛段光纤拗断。且传动研磨带较难严密固定砂纸,如砂纸拼接的接口处会有不平整的情况,从而会影响到侧抛的结果。而且这种方法也不适用于批量化的光纤侧抛,传动研磨带很难同时兼顾多个微型槽的光纤高度,导致光纤侧抛深度不一致。
技术实现要素:
7.针对现有技术存在的问题,本发明提供了一种可实现高精度批量侧抛光纤的装置,通过多层嵌套的限位结构,实现兼顾光纤侧抛过程中要求的保护、高精度、易装卸和批
量制备的功能,很好地解决了现有技术中存在的不足。
8.本发明提供了一种可实现高精度批量侧抛光纤的装置,装置包括研磨系统、限位系统和调节系统;研磨系统包括研磨台、电机、控制部件;限位系统包括v型槽块、v型槽块限位板、限位块;调节系统包括调平垫、基板和配重块;其中v型槽块、v型槽块限位板和调平垫依次嵌套后固定于基板底面,限位块粘于基板底面并紧贴v型槽块限位板的侧面,研磨台接触v型槽块有槽一面,配重块位于基板顶面。
9.v型槽块是经过高精度刻槽加工的长方体石英块,其v型槽组成包括两大类多段槽,第一类槽为一段深度均一槽,位于v型槽块与研磨台接触面的中心位置,第二类槽为多段深度渐变槽,位于第一类槽两侧并延伸至v型槽块边缘且槽最深处位于v型槽块边缘,深度随延伸加深。
10.v型槽块限位板是一种经过铣削抛磨加工出多组槽的扁平长方体金属板,其上包括多组槽组合,每个槽组合有三类槽,第一类槽为贯穿槽,开槽形状和面积略大于v型槽块有槽一面,第二类槽位于第一类槽两侧,为贯穿槽,开槽宽度小于第一类槽,长度小于第一类槽,第三类槽为非贯穿槽,宽度与第二类槽相同并延伸至基板边缘。
11.本发明与现有技术相比,具有如下优点:
12.1、v型槽块选用质地较硬的石英块,且由于v型槽块槽面面积远大于光纤侧向面积,因而可在光纤研磨面与v型槽块槽面重合时,限制对光纤的抛磨,起到限制光纤侧抛深度的作用,即可在高精度加工v型槽的情况下,实现高精度侧抛光纤。
13.2、使用的v型槽块限位板的限位槽有三种槽组成,巧妙的起到了固定和保护的作用,其中v型槽块限位板第一类槽起限制v型槽块作用,v型槽块限位板第二类槽起避空尾纤作用,v型槽块限位板第三类槽起保护尾纤作用。
14.3、光纤固定部分使用v型槽块装载方案,使得光纤侧抛深度固定,不需要中途反复测量侧抛深度,省去观测模块,节省设备费用,并提高系统的稳定性。
15.4、光纤批量制备时,平面研磨结构相较于滚轮研磨结构,可控性较高,避免因光纤侧抛深度不一,影响到后续流程。
16.5、装置的限位结构和调平结构可实现v型槽块姿态的自适应调整,将对设备高精度的依赖转移到v型槽块的加工上,有利于减少设备的维护成本,并提高系统的长期工作稳定性。
附图说明
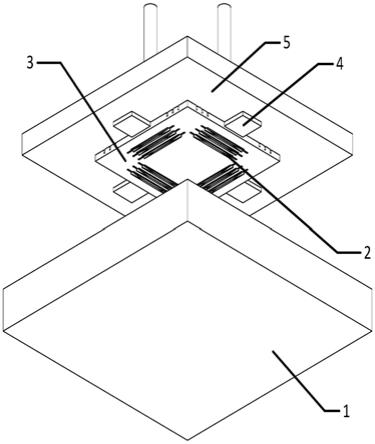
17.图1为可实现高精度批量侧抛光纤的装置的示意图,图中仅展示可见部分,其中包括研磨台、电机和控制部件的封装组合体1,v型槽块2,v型槽块限位板3,限位块4和基板5。
18.图2为v型槽块2的分解示意图,其中包括v型槽块槽面2-1,v型槽块第一类槽2-2,v型槽块第二类槽2-3。
19.图3为v型槽块限位板3的顶面示意图,其中包括v型槽块限位板第一类槽3-1,v型槽块限位板第二类槽3-2,v型槽块限位板第三类槽3-3和v型槽块限位板3。
20.图4为v型槽块限位板3的底面示意图,其中包括v型槽块限位板第一类槽3-1,v型槽块限位板第二类槽3-2和v型槽块限位板3。
21.图5为装载v型槽块2和调平垫6的v型槽块限位板2的示意图,其中包括v型槽块限
位板第一类槽3-1,v型槽块限位板第二类槽3-2,v型槽块限位板第三类槽3-3和v型槽块限位板3,槽面向下的v型槽块2和置于v型槽块2上的调平垫6。
22.图6为嵌套v型槽块2、调平垫6、v型槽块限位板3、限位块4和基板5的整体示意图,其中包括v型槽块2,v型槽块限位板3,限位块4和基板5。
23.图7为放置配重的基板顶面示意图,其中包括基板5-1,配重块固定杆5-2和配重块7。
具体实施方式
24.为详尽本发明之技术内容、结构特征、所达成目的及功效,以下将结合说明书附图进行详细说明。
25.可实现高精度批量侧抛光纤的装置的整体结构如图1所示,其包括研磨台、电机和控制部件的封装组合体1、v型槽块2、v型槽块限位板3、限位块4和基板5,另包括被遮挡的调平垫6和配重块7。
26.装置研磨系统包括研磨台、电机和控制部件,可实现研磨台的自传及绕v型槽块限位板中心位置的公转。具体装配方法由于不涉及本发明的核心部分,不做赘述。
27.v型槽块2的具体结构如图2所示,v型槽块第一类槽2-2起放置剥除涂覆层的光纤的作用,其槽底线与槽面2-1平行,即光纤放入槽内并紧贴槽壁时,槽内光纤的中轴与槽底线和槽面都平行,可实现光纤侧面的同时抛磨。v型槽块第二类槽2-3起过渡和保护的作用,其槽底线为渐变加深,使非抛磨区光纤不会被侧抛。
28.v型槽块限位板3的顶面如图3所示,底面如图4所示,安装v型槽块2和调平垫6后的结构示意如图5所示。v型槽块限位板第一类槽3-1和3-1为贯穿槽,起限位v型槽块2的作用,使其在抛磨过程中,不会相对v型槽块限位板3发生明显位移,影响侧抛结果。v型槽块限位板第二类槽3-2和3-2也为贯穿槽,但宽度较窄,起避空v型槽块2两侧延伸出的尾纤作用。v型槽块限位板第三类槽3-3为非贯穿槽,起保护尾纤的作用,其和v型槽块限位板第二类槽交界3-2处有“台阶”,可抬起光纤,避免光纤在v型槽块限位板第二类槽3-2处接触抛磨结构,并使光纤放置于v型槽块限位板第三类槽3-3中,避免接触抛磨结构,影响器件性能和机械强度。
29.如图5的所示,在v型槽块限位板3中放入v型槽块2时,将v型槽块限位板3顶面向上,v型槽块2槽面向下,竖直放入,尾纤由v型槽块限位板第二类槽3-2放入v型槽块限位板第三类槽3-3中。再将调平垫6放于v型槽块2上,整体位于v型槽块限位板第一类槽3-1内。
30.如图6所示,基板5以接触v型槽块限位板3的面为底面。v型槽块限位板3通过粘贴于基板5底面的限位块4夹持其四边固定。在v型槽块2、v型槽块限位板3、调平垫(位于v型槽块2和基板5之间,被遮挡)、限位块4和基板5部分相互嵌套限位固定后,如图1所示,可整体置于研磨台1上,通过其固定装置进行固定,并在基板顶部放置配重块加快光纤侧抛速度。
31.以下结合实施例对本发明一种可实现高精度批量侧抛光纤的装置做进一步描述:
32.实施例:基于可实现高精度批量侧抛光纤的装置的工艺方法,其包括如下步骤:
33.s11、如图1所示,在光纤上剥去略多于v型槽块第一类槽2-2长度的涂覆层,将裸纤放置于v型槽块第一类槽2-2内,带涂覆层光纤沿v型槽块第二类槽2-3中自由垂落;
34.s12、在v型槽块第二类槽2-3里少量点胶,不得溢出槽面,分多次点入,直至胶布满
v型槽块第二类槽2-3且胶面略低于v型槽块槽面2-1,并通过毛细作用填充光纤和v型槽块第一类槽2-2的空隙,等待固化,得到带纤v型槽块;
35.s13、根据需要侧抛光纤的数量,重复s11和s12;
36.s21、如图5所示,将嵌有光纤的v型槽块2,以槽面向下的姿态,从v型槽块限位板3顶面竖直向下放入v型槽块限位板的第一类槽3-1中,并将v型槽块2两侧延伸出的光纤放于v型槽块限位板第二类槽3-2和v型槽块限位板第二类槽3-3中,重复操作至放完s11-s13制备的带纤v型槽块;
37.s22、在每一个放有v型槽块2的v型槽块限位板第一类槽3-1中,放入大小合适的调平垫6;
38.s23、如图6所示,将装载完v型槽块2的v型槽块限位板3置于基板5底面中心位置,其顶面接触基板底面;
39.s24、将4块限位块4的一面贴胶,四个限位块4的侧面紧贴v型槽块限位板3的不同侧面,粘于基板5底面,使限位块4夹紧v型槽块限位板3;
40.s31、如图1所示,将嵌套完的整体,即v型槽块2、v型槽块限位板3、限位块4和基板5,以基板5底面向下的姿态,置于研磨台1上,并根据研磨台设计的固定方式,限位固定;
41.s32、开始抛磨,并根据抛磨阶段的不同,如图7所示,适当在基板顶面5-1的配重块固定杆5-2上增添配重块7;并换用不同粗糙度的研磨垫,每次更换研磨垫时,需清洁光纤侧抛面;至光纤侧抛至v型槽块面时,完成光纤的侧抛。
42.在说明书和附图中,已经公开了本发明的典型实施方式。本发明不限于这些实例性实施方式。具体术语仅作为通用性和说明性意义,并非为了限制本发明受保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1