一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料、制备方法、及其应用
1.本发明涉及材料保护领域,特别是一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料、制备方法、及其应用。
背景技术:
2.在航空、航天、兵器和装备制造等高新技术产业中普遍存在高温宽温域、特殊介质及高速等极端工况,相关零部件的润滑和耐磨问题成为影响整个设备系统使用寿命的关键因素。目前,主要的解决方法是在不影响零部件自身性能的前提下,通过相关技术在其表面制备一种具有润滑功能的新型涂层材料,以隔绝基体材料在实际工况下的直接接触并实现宽温域范围的连续润滑,从而提高整个设备使用寿命。
3.近年来,以ni基合金作为基础相,ag、mo、caf2等作为润滑相,cr2o3、wc-co等作为增强相,采用等离子喷涂制备的润滑涂层的到了广泛应用。但就目前应用现状来看,主要存在以下问题:(1)大气等离子喷涂制备的涂层中,润滑剂在温度变化过程中的润滑作用不连续会使材料发生粘着磨损;(2)采用传统工艺制备的涂层本身组织致密性、物相分布均匀性及涂层与基体间结合较差,且等离子喷涂过程中熔融粉末不可避免发生氧化,引入的氧化物夹杂于沉积粒子界面之间而降低粒子间结合以导致涂层的承载能力劣化,很大程度上限制了自润滑涂层的质量和使用寿命。(3)多种固体润滑材料难以结合使用。目前,常用的mos2和石墨等润滑剂虽然具有优异的润滑减摩作用,但其在高温下(>588℃)易被氧化而失效;另一些碱金属氟化物等固体润滑剂虽然会在高温下发生软化(588-1888℃)而显示出良好的润滑性能,但其在低温下的摩擦系数却都很高。
4.因此,在材料保护领域十分有必要开发一种喷涂材料,以实现金属基涂层从常温到高温宽温域范围内连续润滑效果,并解决大气氛围下直接等离子喷涂产生金属氧化物等问题。
技术实现要素:
5.本发明主要目的在于,提供一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料、制备方法、及其应用,以解决相关零部件的自润滑涂层从常温到高温宽温域范围内润滑效果不连续以及等离子喷涂过程中熔融金属合金粒子的氧化问题。
6.本发明是通过如下技术方案实现的:
7.本发明实施例的第一方面公开了一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料,所述喷涂材料为ni-al基复合粉末中均匀分布有金刚石颗粒的复合粉末,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。
8.优选地,所述喷涂材料以ni粉、al粉与金刚石颗粒为原料,通过机械合金化制备得到;其中,所述ni-al基复合粉末的粒径在28~75μm范围内。
9.优选地,所述金刚石颗粒在所述喷涂材料中的质量分数为1.5wt%~7.5wt%;所述al粉在所述ni-al基复合粉末中的质量分数为13.3%-68wt%,所述ni粉在所述ni-al基复合粉末中的质量分数为48wt%-86.7wt%;其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为8~78wt%。
10.优选地,所述ni粉为树枝状或球形形貌,粒径为18-188μm;所述al粉为球形形貌,粒径为25-188μm。
11.本发明实施例的第二方面公开了一种宽温域自润滑涂层的制备方法,用于制备实施例第一方面所公开的自润滑涂层,步骤包括:
12.第一步,配置喷涂材料;其中,所述喷涂材料为ni-al基复合粉末中均匀分布有金刚石颗粒的复合粉末,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内;
13.第二步,在喷涂前对目标基材表面进行预处理;
14.第三步,利用所述喷涂材料向所述目标基材进行大气等离子喷涂,以在所述目标基材表面形成所述自润滑涂层;
15.其中,所述自润滑涂层以ni-al合金为基础相,所述纳米级金刚石在所述自润滑涂层中部分反应成石墨。
16.优选地,所述第一步包括:
17.称取一定质量的ni粉,al粉和所述金刚石颗粒;
18.将所述ni粉、所述al粉及所述金刚石颗粒均匀混合,采用机械合金化制备所述喷涂材料;
19.其中,所述ni-al基复合粉末的粒径为28~75μm,优选粒径为38-58μm粉末。
20.优选地,所述金刚石颗粒在所述喷涂材料中的质量分数为1.5wt%~7.5wt%,所述al粉在所述ni-al基复合粉末中的质量分数为13.3%-68wt%,所述ni粉在所述ni-al基复合粉末中的质量分数为48wt%-86.7wt%;其中,微米级金刚石颗粒占比为8~78wt%的任一含量。
21.优选地,所述ni粉为树枝状或球形形貌,粒径为18-188μm;所述al粉为球形形貌,粒径为25-188μm。
22.优选地,进行所述大气等离子喷涂的喷涂电流为588-888a,主气流量为48-68splm;喷涂距离为68-158cm;粒子温度超过2888℃;所述喷涂距离为喷涂设备前端口与目标基材表面之间的距离。
23.本实施例第三方面公开了一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料的应用,利用大气等离子喷涂设备将实施例第一方面公开的任一喷涂材料喷涂在目标金属零部件的表面,形成所述自润滑涂层。
24.本发明提供了一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料,所述喷涂材料为ni-al基复合粉末中均匀分布有金刚石颗粒的复合粉末,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。在本发明中,通过机械合金化法使得ni-al基合金粉末中均匀分散有一定比例的纳米级金刚石颗粒和微米级金刚石颗粒,并
采用大气等离子喷涂技术进行喷涂,从而制得自润滑涂层,使得该涂层以ni-al基合金为基础相,其中分布有金刚石颗粒以及金刚石部分石墨化后生成的石墨。通过此技术方案,使得该涂层氧化显著减小,组织致密且涂层与基体间结合良好,在室温到888℃温度范围内具有较低的摩擦系数和磨损率,具有重要的应用价值。
25.与现有技术相比,本发明具体的有益效果如下:
26.(1)提升了涂层在宽温域中的连续润滑性。本发明提供的技术方案通过机械合金化法使得ni-al基合金粉末中均匀分布有一定比例的纳米级金刚石颗粒和微米级金刚石颗粒,使得该喷涂材料在喷涂在金属合金基体表面后,制备得到含金刚石部分石墨化后生成的石墨和未石墨化的金刚石组成的ni-al基合金复合涂层。其中石墨在588℃以下起减摩润滑作用,而未石墨化的金刚石在588-668℃通过纳米金刚石的滚动起“分子轴承”作用降低涂层摩擦系数;在668℃以上的摩擦磨损过程中则通过金刚石的石墨化而起到减摩作用,从而使得整个涂层在较宽温域范围内具有连续减摩润滑效果。
27.(2)减少涂层中的氧化物。本发明通过添加金刚石作为碳源,在大气等离子喷涂过程中,ni、al元素在喷涂过程的放热反应将熔融粒子温度提升至2888℃以上,结合2888℃以上碳源优先氧化进而缓解或消除大气氛围中等离子喷涂ni-al基复合粉末颗粒的氧化特点,将涂层氧含量显著降低至8.6wt%及其以下,使得涂层粒子间及涂层与基体间具有较强的结合,进而防止涂层在长时间高温摩擦服役过程中因发生颗粒脱落而加速磨损、或涂层整体过早脱落致使涂层保护失效的现象。
28.(3)工艺简单。本发明仅仅通过对喷涂材料进行成分和比例的调整,来改善涂层的物理性能和润滑性能,适用于绝大多数的零部件的涂层喷涂,具有广泛的应用范围。因此,本发明提供的涂层的制备工艺简单、成本低,可实现大尺寸复杂形状零部件表面宽温域自润滑涂层的均匀制备。
附图说明
29.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
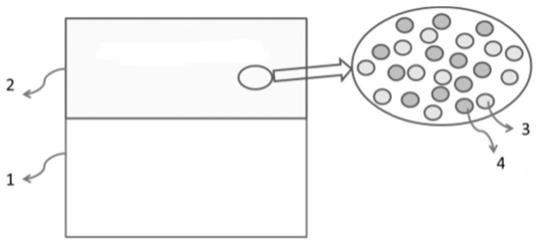
30.图1是本发明实施例提供的一种宽温域自润滑涂层的结构示意图;
31.图2是本发明实施例提供的含石墨和金刚石的ni-al复合涂层拉曼图谱测试表征结果;
32.图3是本发明实施例提供的含石墨和金刚石的ni-al复合涂层的断面组织图;
33.附图标记说明:1为金属合金基材表面,2为ni-al复合涂层,3为石墨颗粒,4为金刚石颗粒;a为金属合金基材断面,b为复合涂层断面。
具体实施方式
34.下面将结合本发明实施例中的附图更详细地描述本发明的示例性实施例。虽然附图中显示了本发明的示例性实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能
够将本发明的范围完整的传达给本领域的技术人员。
35.为了便于理解本发明提出的技术方案,在此先对自润滑涂层的制备工艺、大气等离子喷涂工艺等相关技术做简要说明。
36.自润滑涂层的制备工艺主要包括电沉积法、气相沉积及等离子喷涂等。电沉积法在制备涂层过程中由于自润滑颗粒在镀液中的均匀稳定性不易控制,且零件尺寸大小受到限制,无法满足大尺寸复杂零部件表面涂层的均匀制备;气相沉积主要是通过气化涂层材料,利用气相凝固并重新形核长大形成涂层,其主要用于宽温域固体自润滑薄膜领域(例如以ag为润滑剂、以氮化物为基础相的自润滑涂层等),虽然气相沉积方法能够实现宽温域内的有效润滑,但其工艺复杂、成本较高且制备的涂层厚度薄,通常为几个微米,因此承载能力较低,服役时间较短。
37.相比于其他技术,等离子喷涂是一种工艺简单且成本较低的涂层制备方法。等离子喷涂技术是采用由直流电电弧放电产生的等离子射流作为热源,将陶瓷、合金、金属等材料加热到熔融或半熔融状态,并以高速喷向经过预处理的工件表面而形成附着牢固的表面层的方法。等离子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的精密喷涂方法,它具有如下特性:超高温特性,便于进行高熔点材料的喷涂;喷射粒子的速度高,涂层致密,粘结强度高;由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。
38.基于以上说明,对本技术实施例的技术方案介绍如下。
39.具体实施例一
40.本发明实施例提供了一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料;
41.所述喷涂材料为ni-al基复合粉末中均匀分布有金刚石颗粒的复合粉末,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。
42.本发明实施例在ni-al基金属合金粉末中添加了金刚石颗粒,使得该喷涂材料在喷涂过程中部分金刚石石墨化,从而使制备得到的涂层中分布有石墨与金刚石,扩宽了该材料的适温范围。图1为制得的所述自润滑涂层的结构示意图。如图1所示,标识1为金属合金基材表面,标识2为ni-al复合涂层,标识3为石墨颗粒,标识4为金刚石颗粒。其中,ni-al基金属化合物具有高熔点、高导热性以及优异的抗高温和耐腐蚀性能,合金中少量的ni、al元素在高温时会氧化生成nio、al2o3,而这些物质本身也是性能良好的高温固体润滑剂,有利于降低涂层在高温下的摩擦系数,因此ni-al基合金材料被广泛应用于高温自润滑涂层基础相,通过添加不同润滑相材料可使涂层在不同温度下具有优异的润滑摩擦性能。
43.图2为复合涂层的拉曼图谱测试表征结果,通过图2可以发现涂层中同时存在石墨及金刚石成分。在喷涂材料中添加的金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。金刚石颗粒为不规则形状,在真空或者惰性气氛中,当加热到某一高温时,金刚石就会发生石墨化现象,即发生向石墨的转变。在大气等离子喷涂过程中,纳米级的小尺寸金刚石颗粒在高温条件下优先石墨化为石墨颗粒,大尺寸的金刚石颗粒部分仍以金刚石复合于涂层之中。
44.图3为制得涂层的断面组织图,图中a为金属合金基材断面,b为复合涂层断面。从
图3可以看出,涂层组织致密,没有明显的氧化物夹杂。这是因为金刚石颗粒在高温条件下,作为碳源在喷涂过程中会被优先氧化形成碳氧化合物挥发,缓解或消除了ni、al元素的氧化,一部分金刚石自身被石墨化变为石墨,剩余的金刚石仍以金刚石形态分布于涂层中;其中金刚石石墨化的石墨承担在温度低于588℃下的减摩作用,而未石墨化的金刚石在588-668℃通过纳米金刚石的滚动起“分子轴承”作用降低涂层摩擦系数;在668℃以上的摩擦磨损过程中则通过金刚石的石墨化而起到减摩作用;
45.在本实施例中,所述喷涂材料以ni粉、al粉与金刚石颗粒为原料,通过机械合金化制备得到;其中,所述ni-al基复合粉末的粒径为28~75μm,优选地,所述ni-al基复合粉末的粒径可以为38~58μm。
46.在本实施例中,制备所述ni-al基复合粉末的所述ni粉为树枝状或球形形貌,粒径为18-188μm;所述al粉为球形形貌,粒径为25-188μm。所述金刚石颗粒在所述喷涂材料中的质量分数为1.5wt%~7.5wt%;al粉在所述ni-al基复合粉末中的质量分数为13.3%-68wt%,ni粉在所述ni-al基复合粉末中的质量分数为48wt%-86.7wt%。其中,微米级金刚石颗粒占比为8~78wt%的任一含量。
47.本发明实施例通过添加一定比例的纳米级金刚石颗粒和微米级的金刚石颗粒,使得该喷涂材料在喷涂在金属合金基体表面后,制备得到含金刚石部分石墨化后生成的石墨和未石墨化的金刚石组成的ni-al基合金复合涂层。该涂层以ni-al基合金作为基础相,石墨和金刚石作为润滑相,其中石墨在588℃以下起减摩润滑作用,而未石墨化的金刚石在588-668℃通过纳米金刚石的滚动起“分子轴承”作用降低涂层摩擦系数;在668℃以上的摩擦磨损过程中则通过金刚石的石墨化而起到减摩作用,从而使得整个涂层在较宽温域范围内具有连续减摩润滑效果,并且在室温到888℃温度范围内具有较低的摩擦系数和磨损率,具有重要的应用价值。除此之外,利用金刚石可以提供碳源优先氧化挥发的特点,减少涂层中的金属氧化物,从而使得涂层粒子间及涂层与基体间具有较强的结合,进而防止涂层在长时间高温摩擦服役过程中发生颗粒脱落而加速磨损、或涂层整体过早脱落致使涂层保护失效的现象。
48.具体实施例二
49.本发明实施例提供一种宽温域自润滑涂层的制备方法,用于制备实施例一所公开的自润滑涂层,步骤包括:
50.第一步,配置喷涂材料;其中,所述喷涂材料为ni-al基复合粉末中均匀分布有金刚石颗粒的复合粉末,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。
51.本发明实施例在ni-al基金属合金粉末中添加了金刚石颗粒,使得该喷涂材料在喷涂过程中部分石墨化,从而使制备得到的涂层中分布有石墨与金刚石,扩宽了该材料的适温范围。其中,ni-al基金属化合物具有高熔点、高导热性以及优异的抗高温和耐腐蚀性能,合金中少量的ni、al元素在高温时会氧化生成nio、al2o3,这些物质本身也是性能良好的高温固体润滑剂,有利于降低涂层在高温下的摩擦系数,因此ni-al基合金材料被广泛应用于高温自润滑涂层基础相,通过添加不同润滑相材料可使涂层在不同温度下具有优异的润滑摩擦性能。
52.在喷涂材料中添加的金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。金刚石颗粒为不规则形状,在真空或者惰性气氛中,当加热到某一高温时,金刚石就会发生石墨化现象,即发生向石墨的转变。在大气等离子喷涂过程中,纳米级的小尺寸金刚石颗粒优先石墨化为石墨颗粒,大尺寸的金刚石颗粒部分仍以金刚石形式复合于涂层之中。
53.第二步,在喷涂前对目标基材表面进行预处理;
54.在本实施例中,可以对金属合金基体表面进行除锈、除污、除油和喷砂粗糙化处理,以降低金属基合金基体表面光洁度,从而提高涂层与基体的附着力;
55.第三步,利用所述喷涂材料向所述目标基材进行大气等离子喷涂,以在所述目标基材表面形成所述自润滑涂层;
56.其中,所述自润滑涂层以ni-al合金为基础相,所述纳米级金刚石在所述自润滑涂层中反应成石墨颗粒。金刚石颗粒在高温条件下,作为碳源在喷涂过程中被优先氧化形成碳氧化合物挥发,缓解或消除了ni、al元素的氧化,一部分金刚石自身被石墨化变为石墨,剩余的金刚石仍以金刚石形态分布于涂层中;其中,金刚石石墨化的石墨承担在温度低于588℃下的减摩作用,而未石墨化的金刚石在588-668℃通过纳米金刚石的滚动起“分子轴承”作用降低涂层摩擦系数;在668℃以上的摩擦磨损过程中则通过金刚石的石墨化而起到减摩作用。
57.优选地,所述第一步包括:
58.称取一定质量的ni粉,al粉和所述金刚石颗粒;
59.在本实施例中,所述金刚石颗粒在所述喷涂材料中的质量分数为1.5wt%~7.5wt%,所述al粉在所述ni-al基复合粉末中的质量分数为13.3%-68wt%,所述ni粉在所述ni-al基复合粉末中的质量分数为48wt%-86.7wt%。其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为8~78wt%。所述ni粉为树枝状或球形形貌,粒径为18-188μm;所述al粉为球形形貌,粒径为25-188μm。
60.将所述ni粉、所述al粉及所述金刚石颗粒均匀混合,采用机械合金化制备所述喷涂材料;
61.其中,所述ni-al基复合粉末的粒径在28~75μm范围内;
62.机械合金化是指金属或合金粉末在高能球磨机中通过粉末颗粒与磨球之间长时间激烈地冲击、碰撞,使粉末颗粒反复产生冷焊、断裂,导致粉末颗粒中原子扩散,从而获得合金化粉末的一种粉末制备技术。在本实施例中通过机械合金化方法将ni粉、al粉及金刚石颗粒均匀混合,使粉末经受反复变形、冷焊、破碎,从而实现含金刚石颗粒的ni-al复合粉末的制备。等离子喷涂使用的ni-al复合粉末的优选粒径为38~58μm。
63.在等离子喷涂过程中,在大气氛围下将所述金属基复合粉末送入高温等离子射流,以使所述高温等离子射流将该金属复合粉末颗粒加热至超过2888℃的熔融状态,并喷射向基体表面形成ni-al基宽温域自润滑涂层;在本实施例中,制备所得涂层的厚度可以控制在28-588μm范围内。
64.优选地,进行所述大气等离子喷涂的喷涂电流为588-888a,主气流量为48-68splm;喷涂距离为68-158cm;粒子温度超过2888℃;所述喷涂距离为喷涂设备前端口与目
标基材表面之间的距离。喷涂距离过小会因粉末加热不良,在涂层中撞击变形不充分影响结合强度,还会使零件受等离子焰流的影响而严重氧化以及基体升温过高,造成热变形;而喷涂距离过大,会使已经加热到熔融状态的粉末在与零件接触时冷了下来,飞行速度也开始降低,同样影响涂层与基体的结合,喷涂效率会明显降低,同时涂层孔隙率也将增加。
65.本发明实施例采用大气等离子喷涂技术将掺杂了金刚石的ni-al复合粉末加热熔化,喷涂在金属合金基体表面,制备含金刚石部分石墨化后生成的石墨和未石墨化的金刚石组成的ni-al基合金复合涂层,该涂层搭配石墨和金刚石润滑剂在不同的温度段发挥润滑作用而达到宽温域范围内连续润滑。其中石墨在588℃以下起减摩润滑作用,而未石墨化的金刚石在588-668℃通过纳米金刚石的滚动起“分子轴承”作用降低涂层摩擦系数;在668℃以上的摩擦磨损过程中则通过金刚石的石墨化而起到减摩作用,从而使得整个涂层在较宽温域范围内具有连续减摩润滑效果。除此之外,利用金刚石可以优先碳化挥发的特点,减少涂层中的金属氧化物,从而使得涂层粒子间及涂层与基体间具有较强的结合,进而防止涂层在长时间高温摩擦服役过程中发生颗粒脱落而加速磨损、或涂层整体过早脱落致使涂层保护失效的现象。
66.具体实施例三
67.本发明实施例还提供了一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料的应用,利用大气等离子喷涂设备将实施例第一方面公开的任一喷涂材料喷涂在目标金属零部件的表面,形成所述自润滑涂层。
68.下面,通过具体的示例对上述实施例的制备及应用过程进行示例性说明。
69.示例1
70.按照质量分数比例为ni:al=68.5wt%:31.5wt%的配比粉末称取ni粉,粒径为18-188μm及al粉,粒径为25-188μm;按质量百分比称取4wt%金刚石,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为18wt%。通过机械合金化制备含4wt%金刚石的ni-al复合粉末。采用大气等离子喷涂该ni-al复合粉末,在电弧功率为46kw的条件下制备了ni-al基涂层。图3为制得涂层的断面组织图,图中a为金属合金基材断面,b为复合涂层断面。从图3可以看出,涂层组织致密,没有明显的氧化物夹杂。本实施例制备的含石墨与金刚石的ni-al基宽温域自润滑涂层厚度为288μm,利用球盘高温摩擦磨损试验机表征涂层在28℃、288℃、488℃、688℃、888℃的摩擦磨损性能,涂层在28-888℃范围内都具有较好的减磨润滑性能。
71.示例2
72.按照质量分数比例为ni:al=86.7wt%:13.3wt%的配比粉末称取ni粉,粒径为18-188μm及al粉,粒径为25-188μm;按质量百分比称取1.5wt%金刚石,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为38wt%。通过机械合金化制备含1.5wt%金刚石的ni-al复合粉末。采用大气等离子喷涂该nial复合粉末,在电弧功率为46kw的条件下制备了ni-al基涂层。涂层组织致密,没有明显的氧化物夹杂。拉慢测试表征表明涂层中同时存在石墨及金刚石成分。本实施例制备的含石墨与金刚石的ni-al基宽温域自润滑涂层厚度为388μm,利用
球盘高温摩擦磨损试验机表征涂层在28℃、288℃、488℃、688℃、888℃的摩擦磨损性能,涂层在28-888℃范围内都具有较好的减磨润滑性能
73.示例3
74.按照质量分数比例为ni:al=86.7wt%:13.3wt%的配比粉末称取ni粉,粒径为18-188μm及al粉,粒径为45-188μm;按质量百分比称取5wt%金刚石,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为58wt%。通过机械合金化制备含5wt%金刚石的ni-al复合粉末。采用大气等离子喷涂该ni-al复合粉末,在电弧功率为46kw的条件下制备了ni-al基涂层。涂层中同时存在石墨及金刚石,涂层组织致密,没有明显的氧化物夹杂。本实施例制备的含石墨与金刚石的ni-al基宽温域自润滑涂层厚度为358μm,利用球盘高温摩擦磨损试验机表征涂层在28℃、288℃、488℃、688℃、888℃的摩擦磨损性能,涂层在28-888℃范围内都具有较好的减磨润滑性能。
75.示例4
76.按照质量分数比例为ni:al=59.2wt%:48.8wt%的配比粉末称取ni粉,粒径为18-188μm及al粉,粒径为38-188μm;按质量百分比称取7.5wt%金刚石,所述金刚石颗粒包括纳米级金刚石颗粒和微米级金刚石颗粒,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为78wt%。通过机械合金化制备含7.5wt%金刚石的ni-al复合粉末。采用大气等离子喷涂该ni-al复合粉末,在电弧功率为46kw的条件下制备了ni-al基涂层。涂层中同时存在石墨及金刚石,涂层组织致密,没有明显的氧化物夹杂。本实施例制备的含石墨与金刚石的ni-al基宽温域自润滑涂层厚度为158μm,利用球盘高温摩擦磨损试验机表征涂层在28℃、288℃、488℃、688℃、888℃的摩擦磨损性能,涂层在28-888℃范围内都具有较好的减磨润滑性能。
77.示例5
78.按照质量分数比例为ni:al=59.2wt%:48.8wt%的配比粉末称取ni粉,粒径为18-188μm及al粉,粒径为38-188μm;按质量百分比称取6wt%金刚石,所述纳米级金刚石颗粒的粒径在58nm-1888nm范围内,所述微米级金刚石颗粒的粒径在1μm-5μm范围内。其中,所述微米级金刚石颗粒在所述金刚石颗粒中占比为58wt%。通过机械合金化制备含6wt%金刚石的ni-al复合粉末。采用大气等离子喷涂该ni-al复合粉末,在电弧功率为46kw的条件下制备了ni-al基涂层。涂层中同时存在石墨及金刚石,涂层组织致密,没有明显的氧化物夹杂。本实施例制备的含石墨与金刚石的ni-al基宽温域自润滑涂层厚度为158μm,利用球盘高温摩擦磨损试验机表征涂层在28℃、288℃、488℃、688℃、888℃的摩擦磨损性能,在28-888℃范围内都具有较好的减磨润滑性能。
79.本发明实施例通过添加一定比例的纳米级金刚石颗粒和微米级的金刚石颗粒,使得该喷涂材料在喷涂在金属合金基体表面后,制备得到含金刚石部分石墨化后生成的石墨和未石墨化的金刚石组成的ni-al基合金复合涂层。该涂层中润滑相分布均匀、涂层组织致密、结合较好且在较宽温度范围内可实现连续减摩润滑作用,能够有效解决目前等离子喷涂含多组分润滑剂在温度变化过程中润滑作用不连续问题,以及因金属相基体涂层的氧化
导致涂层本身致密性和涂层粒子间及涂层与基体间结合较差的问题,满足了现有工程建设、制造生产中的多样化需求,扩展了该涂层的应用范围。
80.对于方法实施例,为了简单描述,故将其都表述为一系列的操作组合,但是本领域技术人员应该知悉,本发明并不受所描述的操作顺序的限制,因为依据本发明,某些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的操作和实验条件并不一定是本发明所必须的。
81.以上对本发明所提供的一种用于大气等离子喷涂形成宽温域自润滑涂层的喷涂材料、制备方法、及其应用进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1