一种基于晶界偏析增强SLMCoCrNi合金及其制备方法
一种基于晶界偏析增强slm cocrni合金及其制备方法
技术领域
1.本发明属于合金材料技术领域,具体涉及一种基于slm成形的高强度中熵合金材料及其制备方法。
背景技术:
2.选择性激光熔化(slm)是一种革命性的、有前途的增材制造技术,它具有超高的升温速率和冷却速率的特点,在微小熔体池中,固液界面的冷却速率可达10
3-108k
·
s-1
。目前,slm已广泛应用于航天工业、生物医学工程、汽车工业、模具工业等各个领域。cocrni中熵合金因其优异的力学性能而受到广泛关注,是金属材料界的一个新兴前沿。作为一种新型固溶体合金,cocrni中熵合金表现出与传统合金不同的四种“核心效应”,即高熵效应、慢扩散效应、晶格畸变效应和鸡尾酒效应,使cocrni中熵合金表现出良好的力学性能。与传统的制造工艺相比,slm更有利于促进cocrni合金的发展。一方面,slm中的高能激光束可以通过逐层熔化获得接近全密度的零件;另一方面,快速冷却行为抑制了元素的扩散,阻止了金属间化合物的形成,得到了细化的微观结构。由于快速冷却行为和晶格畸变效应,使slm制造无裂纹、高致密度cocrni合金变得越来越困难。目前,解决热裂纹的有效方法是晶粒细化。在slm制造过程中,引入纳米颗粒控制形核过程。它能提供低能的成核势垒。该方法已成功应用于7075和6060系列铝合金。然而,高熵合金和中熵合金作为金属材料界的新兴前沿,并没有一个完善的数据库来快速筛选合适的形核剂。同时,使用纳米颗粒(tic和tib2)不能抑制cocrni合金的热裂纹。因此,晶粒细化可能不适合改善高熵合金和中熵合金的热裂纹。然而在凝固过程中,晶界偏析可能直接影响晶粒的粘接行为,熔池的凝固行为也会受到偏析元素的影响。因此,晶界偏析可以抑制在slm过程中出现的热裂纹。
3.晶界偏析理论基础:从能量角度分析抑制热裂纹晶界偏析的机理。凝固前界面能为固液界面能(γs),凝固后界面能为晶界能(γ
gb
)。随着凝固过程的进行,cocrni合金的柱状组织沿热流方向逐渐长大,两柱状组织之间存在液膜。此时,界面能等于2γs。完全凝固后,界面能等于γ
gb
。当2γs》γ
gb
时,总界面能下降。从能量角度看,不利于液膜的稳定存在。因此,两个柱状结构可能相互吸引,促进了两个柱状结构的粘结。同时,柱状结构的液膜会迅速消耗,导致凝固时间缩短。当2γs《γ
gb
时,总界面能升高。因此,两个柱状结构可能相互排斥,延迟了两个柱状结构的粘结。液膜的凝固需要较低的过冷度。使凝固阶段的停留时间延长。为了分析晶界偏析对界面能的影响,需要引入一个物理量wd。它表示单位面积晶界粘结做的功。表示纯合金,表示具有晶界偏析的合金.
[0004][0005][0006]
当柱状结构从能量角度相互吸引时,必须满足原理的要求:
[0007][0008]
即:
[0009]
orδ
γs
《δ
γgb
(5)
[0010]
因此,晶界偏析诱导晶界凝聚的热力学条件为:满足凝固过程中γ
gb
的变化大于γs。
技术实现要素:
[0011]
为解决cocrni合金在slm制备过程中热裂纹的问题,本发明通过添加微米tic,在较高的激光功率使部分tic熔化,在凝固过程中,c元素沿着晶界偏析,促进了晶粒之间液膜的消耗,从而抑制了中熵合金在slm成型中的热裂纹,同时偏析行为诱导tic和cr
23
c6在晶界生成,从而提高了slm成型中熵合金零件的强度。
[0012]
技术实现要素:
[0013]
为了抑制cocrni合金在slm制备过程中的热裂纹,本发明的目的在于提供通过晶界偏析制备无裂纹、高强度中熵合金的slm制备方法及粉末配方。
[0014]
本发明的目的通过以下技术方案实现:
[0015]
一种基于晶界偏析增强slm cocrni合金,以质量百分含量计包含:co 33.48%、cr 29.50%、ni 34.02%和tic 1-10%。
[0016]
进一步地,cr的含量要明显高于co和ni的含量,有利于提高合金的强度及高温性能。
[0017]
进一步地,以质量百分含量计包含:co 33.48%、cr 29.50%、ni 34.02%和tic 1-10%
[0018]
进一步地,tic颗粒的平均粒径为5μm。
[0019]
进一步地,cocrni合金粉末的粒度分布为15-53μm。
[0020]
一种基于晶界偏析增强slm cocrni合金的制备方法,包括以下步骤:
[0021]
(1)将cocrni合金粉末与tic颗粒进行低能球磨,获得混合均匀的粉末;
[0022]
(2)将球磨后的粉末干燥除去水分;
[0023]
(3)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件;
[0024]
(4)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型。
[0025]
上述方法中,步骤(1)中,球磨转速为180rad,球磨时间为48h,球料比为5:1,球磨气氛为氩气气氛。
[0026]
上述方法中,步骤(2)中,所述干燥温度为80℃,时间为24h,干燥环境为真空环境。
[0027]
上述方法中,步骤(4)中,在打印前将基板预热至180℃。
[0028]
上述方法中,步骤(4)中,所述slm制备中熵合金采用的参数设置为:激光功率为400-450w,扫描速度为600-1000mm/s,铺粉层厚为25-35μm,扫描间距为0.10-0.13mm。
[0029]
上述方法中,步骤(4)中,整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0030]
上述方法中,利用较高的激光功率使部分tic熔化,在凝固过程中,c元素沿着晶界偏析,从而抑制了中熵合金在slm成型中的热裂纹。
[0031]
上述方法中,偏析行为诱导tic和cr
23
c6在晶界生成,且cr
23
c6与基体的界面为共格
关系。从而提高了slm成型中熵合金零件的强度。
[0032]
本发明的基于晶界偏析增强slm cocrni合金粉末及成型工艺具有以下优点及有益效果:
[0033]
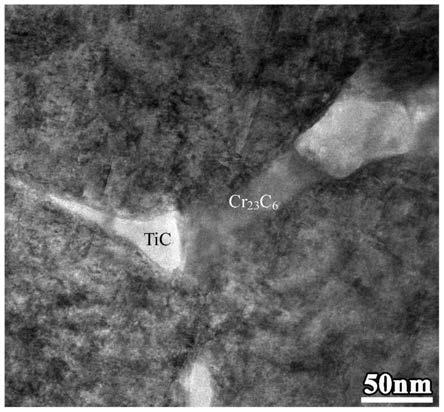
相对于现有技术,本发明的实施方式提供了一种基于晶界偏析增强slm cocrni合金粉末及成型工艺。使用的微米tic增强cocrni合金粉末,从而抑制了在slm过程中的热裂纹,同时提高slm成型零件的强度,具体来说,本发明的基于晶界偏析增强slm cocrni合金粉末及成型工艺突出技术效果来自于如下:当激光功率为400-450w时,熔池的温度将会更高,从而使添加的tic发生了部分溶解。同时在高功率下,熔池的冷却速度变慢,使溶解的c元素沿着晶界扩散,使晶界的界面能降低,进而促进了晶间液膜的消耗,因此抑制了热裂纹的产生。另一方面,如图1所示,溶解的c元素与cr元素和ti元素结合形成了纳米cr
23
c6和纳米tic,进而提高了slm cocrni合金成型零件的强度。
附图说明
[0034]
图1为cocrni-3wt%tic试样的tem照片,晶界处主要以tic和cr
23
c6为主。
[0035]
图2为cocrni和cocrni-3wt%tic的拉伸曲线。
具体实施方式
[0036]
下面结合具体实施例对本发明作进一步地具体详细描述,但本发明的实施方式不限于此,对于未特别注明的工艺参数,可参照常规技术进行。
[0037]
实施例1
[0038]
(1)称量3000g cocrni合金粉末+tic粉(co 33.48%、cr 29.50%、ni 34.02%和tic 3%),cocrni合金粉末粒度分布为15-53μm,tic平均粒度5μm。
[0039]
(2)将cocrni合金粉末与tic颗粒进行低能球磨,获得混合均匀的粉末;球磨转速为180rad,球磨时间为48h,球料比为5:1,球磨气氛为氩气气氛。
[0040]
(3)将球磨后的粉末干燥除去水分,干燥温度为80℃,时间为24h,干燥环境为真空环境。
[0041]
(4)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件。
[0042]
(5)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型;整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0043]
(6)基板预热温度为180℃,将步骤(4)中产生的文件导入设备进行slm制造。
[0044]
(7)使用金属3d打印机制备得到slm样品,其中激光功率为420w,扫描速度为800mm/s,铺粉层厚为30μm,扫描间距为0.11mm。
[0045]
本实施案例的一种基于晶界偏析增强slm cocrni合金经测量其屈服强度为1050mpa,延伸率为15.5%,且未发现热裂纹。其结果如图2所示。图2为cocrni-3wt%tic合金的拉伸曲线。
[0046]
实施例2
[0047]
(1)称量3000g cocrni合金粉末(co 34.48%、cr 31.50%、ni 34.02%),cocrni合金粉末粒度分布为15-53μm。
[0048]
(2)将粉末干燥除去水分,干燥温度为80℃,时间为24h,干燥环境为真空环境。
[0049]
(3)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件。
[0050]
(4)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型;整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0051]
(5)基板预热温度为180℃,将步骤(4)中产生的文件导入设备进行slm制造。
[0052]
(6)使用金属3d打印机制备得到slm样品,其中激光功率为420w,扫描速度为800mm/s,铺粉层厚为30μm,扫描间距为0.11mm。
[0053]
本实施案例的一种基于晶界偏析增强slm cocrni合金经测量其屈服强度为170mpa,延伸率为1.5%,合金内部发现大量热裂纹。其结果如图2所示。图2为cocrni合金的拉伸曲线。
[0054]
实施例3
[0055]
(1)称量3000g cocrni合金粉末+tic粉(co 34.0%、cr 30.0%、ni 35.0%和tic 1%),cocrni合金粉末粒度分布为15-53μm,tic平均粒度5μm。
[0056]
(2)将cocrni合金粉末与tic颗粒进行低能球磨,获得混合均匀的粉末;球磨转速为180rad,球磨时间为48h,球料比为5:1,球磨气氛为氩气气氛。
[0057]
(3)将球磨后的粉末干燥除去水分,干燥温度为80℃,时间为24h,干燥环境为真空环境。
[0058]
(4)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件。
[0059]
(5)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型;整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0060]
(6)基板预热温度为180℃,将步骤(4)中产生的文件导入设备进行slm制造。
[0061]
(7)使用金属3d打印机制备得到slm样品,其中激光功率为420w,扫描速度为800mm/s,铺粉层厚为30μm,扫描间距为0.11mm。
[0062]
本实施案例的一种基于晶界偏析增强slm cocrni合金经测量其屈服强度510mpa,延伸率为8%,合金内部热裂纹数量明显减少,但是热裂纹未完全消失。
[0063]
实施例4
[0064]
(1)称量3000g cocrni合金粉末+tic粉(co 33.48%、cr 28.50%、ni 33.02%和tic 5%),cocrni合金粉末粒度分布为15-53μm,tic平均粒度5μm。
[0065]
(2)将cocrni合金粉末与tic颗粒进行低能球磨,获得混合均匀的粉末;球磨转速为180rad,球磨时间为48h,球料比为5:1,球磨气氛为氩气气氛。
[0066]
(3)将球磨后的粉末干燥除去水分,干燥温度为80℃,时间为24h,干燥环境为真空
环境。
[0067]
(4)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件。
[0068]
(5)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型;整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0069]
(6)基板预热温度为180℃,将步骤(4)中产生的文件导入设备进行slm制造。
[0070]
(7)使用金属3d打印机制备得到slm样品,其中激光功率为420w,扫描速度为800mm/s,铺粉层厚为30μm,扫描间距为0.11mm。
[0071]
本实施案例的一种基于晶界偏析增强slm cocrni合金经测量其屈服强度1090mpa,延伸率为8%,合金内部热裂纹消失。
[0072]
实施例5
[0073]
(1)称量3000g cocrni合金粉末+tic粉(co 32.48%、cr 28.50%、ni 31.02%、tic 8%),cocrni合金粉末粒度分布为15-53μm,tic平均粒度5μm。
[0074]
(2)将cocrni合金粉末与tic颗粒进行低能球磨,获得混合均匀的粉末;球磨转速为180rad,球磨时间为48h,球料比为5:1,球磨气氛为氩气气氛。
[0075]
(3)将球磨后的粉末干燥除去水分,干燥温度为80℃,时间为24h,干燥环境为真空环境。
[0076]
(4)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件。
[0077]
(5)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型;整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0078]
(6)基板预热温度为180℃,将步骤(4)中产生的文件导入设备进行slm制造。
[0079]
(7)使用金属3d打印机制备得到slm样品,其中激光功率为420w,扫描速度为800mm/s,铺粉层厚为30μm,扫描间距为0.11mm。
[0080]
本实施案例的一种基于晶界偏析增强slm cocrni合金经测量其屈服强度1100mpa,延伸率为3%,合金内部热裂纹消失。
[0081]
实施例6
[0082]
(1)称量3000g cocrni合金粉末+tic粉(co 31.0%、cr 28.0%、ni 31.0%、tic 10%),cocrni合金粉末粒度分布为15-53μm,tic平均粒度5μm。
[0083]
(2)将cocrni合金粉末与tic颗粒进行低能球磨,获得混合均匀的粉末;球磨转速为180rad,球磨时间为48h,球料比为5:1,球磨气氛为氩气气氛。
[0084]
(3)将球磨后的粉末干燥除去水分,干燥温度为80℃,时间为24h,干燥环境为真空环境。
[0085]
(4)通过三维建模软件solidworks绘制所需加工样品的三维模型,并保存为stl格式文件。
[0086]
(5)打印开始前,在粉料缸内加入足量合金粉末;由于常用的3d打印机的成型缸和粉料缸大小相等,因此,加入合金粉末的量不低于成型零件高度的二倍;打印开始前,向打印仓内通入惰性保护气体,确保打印仓内的氧含量低于0.05%,然后开始打印成型;整个打印成型过程中,惰性保护气体的流量大于1.2lpm。
[0087]
(6)基板预热温度为180℃,将步骤(4)中产生的文件导入设备进行slm制造。
[0088]
(7)使用金属3d打印机制备得到slm样品,其中激光功率为420w,扫描速度为800mm/s,铺粉层厚为30μm,扫描间距为0.11mm。
[0089]
本实施案例的一种基于晶界偏析增强slm cocrni合金经测量其屈服强度630mpa,延伸率为4%,合金内部出现少量裂纹。
[0090]
应当理解,以上借助优化实施例对本发明的技术方案进行的详细说明是示意性的而非限制性的,不能认定本发明的具体实施方式仅限于此,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,对各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,都应当视为属于本发明提交的权利要求书确定的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1