一种改善钛合金塑韧性的脉冲电场辅助热处理方法
1.本发明涉及钛合金热处理技术领域,特别涉及一种改善钛合金塑韧性的脉冲电场辅助热处理方法。
背景技术:
2.钛合金具有比强度高、耐蚀性好等一系列优势,在航空航天、船舶与海洋工程、石油化工等领域具有广泛的应用前景。随着钛合金应用范围的不断扩大,高强钛合金、铸造钛合金和增材制造钛合金的应用越来越多,逐渐由辅助使用、非承力结构使用转变为关键承力结构使用。
3.塑韧性不足是制约高强钛合金、增材制造钛合金等先进钛合金应用的瓶颈问题。一般来说,钛合金强度与塑韧性呈现此消彼长的关系,强度的提高必然伴随塑韧性的下降,塑韧性不足是高强钛合金面临的共性问题;增材制造钛合金、铸造钛合金均为熔融态钛合金冷却形成的凝固组织,原始β晶界、粗大片层组织的存在导致材料塑韧性偏低,且难以通过普通的热处理手段优化;钛合金在轧制、锻造过程中易形成各种织构,某些特殊取向下位错易于开动、滑移、聚集,进而开裂,成为裂纹扩展的薄弱环节。以上原因导致中高强钛合金、增材制造钛合金、铸造钛合金的塑韧性较低,其延伸率一般不超过15%,部分高强钛合金甚至不足10%,难以满足重要承力结构件对塑性的要求。
4.热处理是改善钛合金性能的重要方法。钛合金的主要热处理方法有去应力退火、再结晶退火、普通退火、双重退火、固溶时效等。对于近α型、α+β型钛合金,主要通过相变点附近的退火或者双重退火,获得双态组织或魏氏组织。但是热处理有其局限性,原始β晶界很难通过普通热处理消除;由于原始β晶界、残余β相等的影响,相变过程中α变体易出现各种择优取向,普通的热处理还可能造成织构强度的进一步增大,导致材料的塑韧性进一步降低。
技术实现要素:
5.本发明的目的在于,提供一种改善钛合金塑韧性的脉冲电场辅助热处理方法。本发明可以提高钛合金的综合性能,尤其是塑韧性。
6.本发明的技术方案:一种改善钛合金塑韧性的脉冲电场辅助热处理方法,包括如下步骤:
7.步骤一:对钛合金材料进行脉冲电场辅助的退火处理;
8.步骤二:在冷却速率为10℃/min~150℃/min的条件下将步骤一中退火处理后的钛合金材料冷却至室温,冷却过程中仍保持脉冲电场。
9.上述的改善钛合金塑韧性的脉冲电场辅助热处理方法,所述的钛合金材料为钛合金锻件、钛合金板材、钛合金铸件或者钛合金增材制造结构件。
10.前述的改善钛合金塑韧性的脉冲电场辅助热处理方法,所述冷却为炉冷、空冷或风冷。
11.前述的改善钛合金塑韧性的脉冲电场辅助热处理方法,所述的退火处理温度t1为钛合金相变点温度t以下的10℃-150℃,即t1= t-10℃至t1=t-150℃,保温时间t=30min+(d
×
0.4)min至t= 30min+(d
×
0.8)min,其中d为所述钛合金材料的横截面最小尺寸,单位为mm。
12.前述的改善钛合金塑韧性的脉冲电场辅助热处理方法,步骤一中,所述的脉冲电场包括如下参数:电流为交流电,均方根电流密度范围为20a/cm
2-20000a/cm2,电流幅值30a/cm
2-80000a/cm2,频率范围30hz-500hz,占空比0.1-0.8。
13.前述的改善钛合金塑韧性的脉冲电场辅助热处理方法,步骤二中,所述的脉冲电场包括如下参数:电流为交流电,均方根电流密度范围为20a/cm
2-20000a/cm2,电流幅值30a/cm
2-80000a/cm2,频率范围30hz-500hz,占空比0.1-0.8。
14.与现有技术相比,本发明将脉冲电场作用于钛合金的热处理过程,通过脉冲电场改变材料的相变行为,能够优化材料的显微组织,改善其力学性能;与常规热处理相比,脉冲电场辅助热处理后的材料塑性可提升5%-50%,冲击韧性、断裂韧性提高10%以上;本发明的处理方法简单、不受材料尺寸限制,可处理厚度范围3mm-450mm的大规格材料。本发明适合用于近α型或α+β型中高强钛合金的热处理过程,能够满足高综合性能的应用需求。
具体实施方式
15.下面结合实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
16.实施例1:一种改善钛合金塑韧性的脉冲电场辅助热处理方法;本实施例中的钛合金材料是直径450mm的钛合金棒材,通过熔炼、锻造方法制备,相变点为990℃,对其进行热处理的步骤如下:
17.步骤一:对钛合金棒材脉冲电场辅助退火,退火温度980℃,保温时间30min+450mm
×
0.8min/mm=390min;脉冲电场参数:交流电,均方根电流密度范围为20a/cm2,电流幅值30a/cm2,频率30hz,占空比0.1;
18.步骤二:采用炉冷方式对棒材进行10℃/min的冷却,冷却过程中保持脉冲电场参数不变。
19.实施例2:一种改善钛合金塑韧性的脉冲电场辅助热处理方法;本实施例中的钛合金材料是厚度3mm的钛合金板材,通过熔炼、锻造后轧制的方法制备,相变点为950℃;其进行热处理的步骤如下:
20.步骤一:对钛合金板材脉冲电场辅助退火,退火温度800℃,保温时间30min+3mm
×
0.4min/mm=31.2min;脉冲电场参数:交流电,均方根电流密度范围为20000a/cm2,电流幅值80000a/cm2,频率 500hz,占空比0.9;
21.步骤二:采用空冷方式对板材进行150℃/min的冷却,冷却过程中保持脉冲电场参数不变。
22.实施例3:一种改善钛合金塑韧性的脉冲电场辅助热处理方法;本实施例中的钛合金材料是最大厚度为30mm的钛合金铸件,通过熔炼、铸造的方法制备,相变点为960℃;其进行热处理的步骤如下:
23.步骤一:对钛合金棒材脉冲电场辅助退火,退火温度980℃,保温时间30min+30mm
×
0.4min/mm=42min;脉冲电场参数:交流电,均方根电流密度范围为20000a/cm2,电流幅
值40000a/cm2,频率 300hz,占空比0.4;
24.步骤二:采用风冷方式对钛合金铸件进行60℃/min的冷却,冷却过程中保持脉冲电场参数不变。
25.实施例4:一种改善钛合金塑韧性的脉冲电场辅助热处理方法;本实施例中的钛合金材料是最大截面厚度为25mm的钛合金增材制造结构件,通过电子束熔丝方法制备,相变点为980℃;其进行热处理的步骤如下:
26.步骤一:对钛合金棒材脉冲电场辅助退火,退火温度965℃,保温时间30min+25mm
×
0.4min/mm=40min;脉冲电场参数:交流电,均方根电流密度范围为10000a/cm2,电流幅值8000a/cm2,频率400hz,占空比0.6;
27.步骤二:采用风冷方式对增材制造结构件进行80℃/min的冷却,过程中保持脉冲电场参数不变。
28.实施例5一种改善钛合金塑韧性的脉冲电场辅助热处理方法;本实施例中的钛合金材料是为厚度90mm的钛合金锻板,通过熔炼、锻造方法制备,相变点为975℃;其进行热处理的步骤如下:
29.步骤一:对钛合金棒材脉冲电场辅助退火,退火温度960℃,保温时间30min+90mm
×
0.5min/mm=75min;脉冲电场参数:交流电,均方根电流密度范围为15000a/cm2,电流幅值10000a/cm2,频率360hz,占空比0.4;
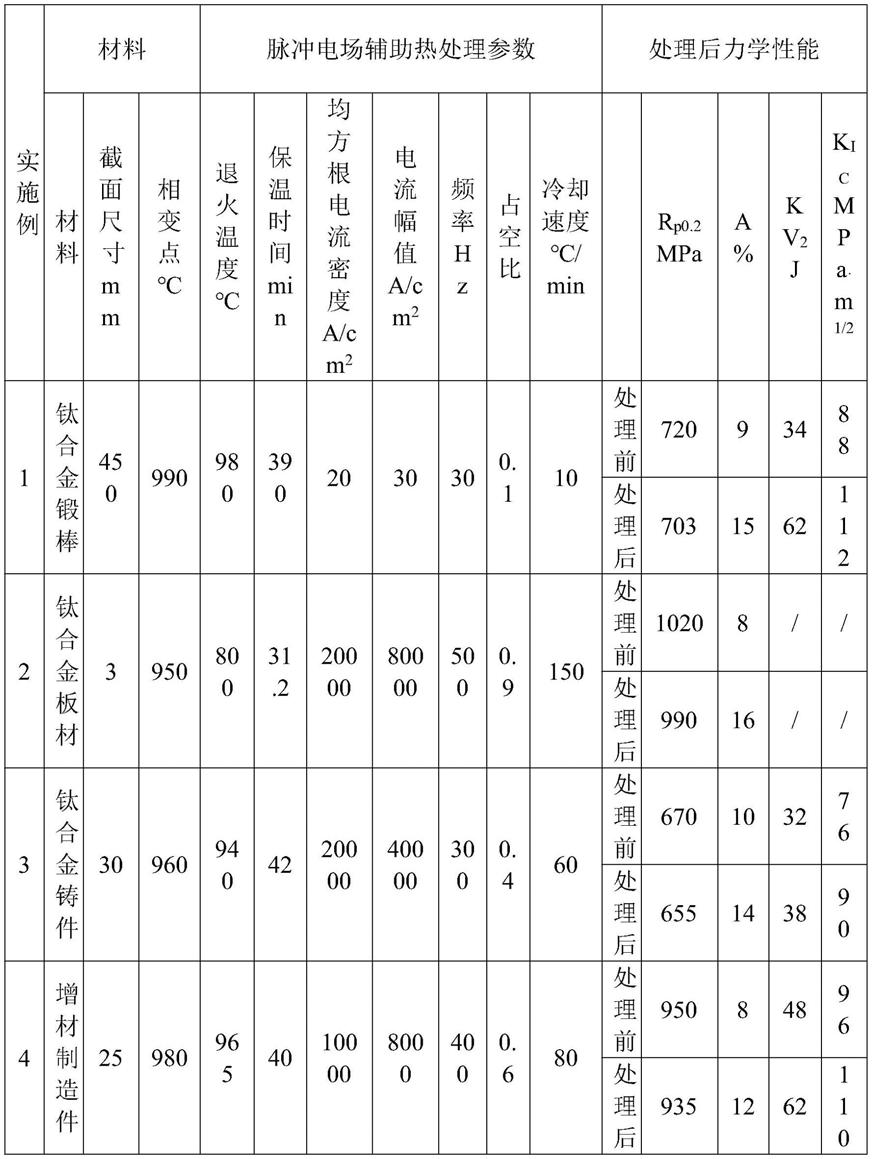
30.步骤一:采用空冷方式对钛合金锻板进行50℃/min的冷却,过程中保持脉冲电场参数不变。申请人对实施例1-5中热处理前后的材料的力学性能进行了测试,其结果如表1所示:
[0031][0032][0033]
表1
[0034]
从表1可以看出,经过本发明处理的钛合金材料屈服强度下降,材料的伸长率上
升,冲击吸收能量上升,断裂韧性kic上升,说明本发明可以提高钛合金的综合性能,尤其是塑韧性。
[0035]
综上所述,本发明将脉冲电场作用于钛合金的热处理过程,通过脉冲电场改变材料的相变行为,能够优化材料的显微组织,改善其力学性能;与常规热处理相比,脉冲电场辅助热处理后的材料塑性可提升5%-50%,冲击韧性、断裂韧性提高10%以上;本发明的处理方法简单、不受材料尺寸限制,可处理厚度范围3mm-450mm的大规格材料。本发明适合用于近α型或α+β型中高强钛合金的热处理过程,能够满足高综合性能的应用需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1