一种新型水路冷却结构的压铸机用压射室
1.本实用新型专利涉及一种新型水路冷却结构,属于压铸领域。
背景技术:
2.现阶段的压铸机用压射室多数无冷却或简单的水套结构,或者用复杂多样的复杂水路进行冷却。随着压射室加工技术的日渐成熟,压射室是压铸机的核心部件,承受着最高的温度和最高的压力。压射室水路不仅要很好地控制压射室的工作温度,还要在高压外力的作用下保证压射室的强度。压铸机压铸过程中对于压射室浇口套部位的冷却水路要求越来越高。由于高温金属的反复冲蚀,压室浇口套内壁部位尺寸随着工作时间的增加,压射室整体热膨胀,使冲头和压射室之间间隙变大,导致压射室和冲头之间夹铝,继而冲头与压室出现卡顿或抱死,由于压铸机的合模力很大,从而导致冲头和压室的损坏,生产出质量不好的压铸件产品。
3.一部分压射室,需要冷却的地方没有得到很好的冷却,导致压射室整体温度不均,而降低压射室寿命。一部分压射室形式过于繁杂,导致压射室过渡冷却,使压铸产品中含有过早冷却的铝渣,且由于复杂的结构导致压射室强度降低,容易开裂。
技术实现要素:
4.本实用新型专利的目的在于提供一种新型水路冷却结构的压铸机用压射室,以解决上述压室部位冷却不够充分的问题,有效的减小了压室浇口套易损部位的磨损程度,提高了整个压射室产品的寿命。
5.为了实现上述目的,本实用新型专利采用的技术方案是:一种新型水路冷却结构的压铸机用压射室,包括压室的浇口套周边的壁内预埋有冷却装置;所述冷却装置,包括连接有进水管路的冷却管路和出水管路的冷却管路,冷却水管路通过丝堵或者钢珠等串联形成一条水路冷却管路,冷却管路分布整个压室的浇口套端,浇口套部位距离端面处分别以a,b,c,d的距离分别开设有四层八边形的冷却水通道,其中a,b,c,d的距离可以根据实际的压室型号大小进行相应的调整。
6.进一步,所述本实用新型专利的新型水路冷却结构的压铸机用压射室,还可以具有这样的特征:其中,各层多边形的管道由三条竖直的管路相互联通,每层多边形管道在预定位置处具有缺口,在缺口的一侧设置有与下一层相连接的管道。
7.进一步,所述本实用新型专利的新型水路冷却结构的压铸机用压射室,还可以有这样的特征:其中,所述冷却水通道的八边形由在每一层的八个单独的钻孔通道相互连通构成。
8.进一步,所述本实用新型专利的新型水路冷却结构的压铸机用压射室,还可以有这样的特征:其中,所述的冷却水通道的层数不仅仅限于四层,可以根据具体的压室大小以及型号确定冷却水通道的层数。
9.本实用新型解决了背景技术中存在的缺陷,通过加工,联通之后的冷却水路大范
围的分布在浇口套部位,减少了由冷却不充分造成的压室内部热胀变形缺陷,大幅降低了压铸生产中压室与冲头的磨损,减少压射时卡冲头的频率,延长压室的服役时间,节省了企业成本。
附图说明
10.下面结合附图和实施例对本实用新型进一步说明。
11.图1是本实用新型结构示意图。
12.图2是单独的冷却水通道的结构示意图。
13.图3是图1实施方式中冷却水通道的第一层a
‑
a剖面图。
14.图4是图1实施方式中冷却水通道的第二层b
‑
b剖面图。
15.图5是图1实施方式中冷却水通道的第三层c
‑
c剖面图。
16.图6是图1实施方式中冷却水通道的第四层d
‑
d剖面图。
[0017]1‑
压室,21
‑
进水口,22
‑
出水口,23
‑
冷却管路,231
‑
第一管道,232
‑
第二管道,233
‑
第三管道,234
‑
第四管道,235
‑
进水连接管道,236
‑
出水管道,237
‑
连接管道。
具体实施方式
[0018]
以下结合附图来说明本实用新型的具体实施方式。
[0019]
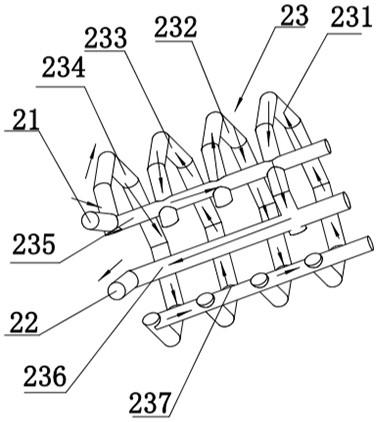
图1是压铸机用压射室的外观结构图,包括压室1的浇口套端周边的壁内预埋有冷却装置2:所述冷却装置,包括连接有进水管路的冷却管路21和出水管路的冷却管路22,冷却水管路23通过丝堵或者钢珠等串联形成一条水路冷却管路,冷却管路分布整个压室的浇口套端,浇口套部位距离端面处分别以a,b,c,d的距离分别开设有四层八边形的冷却水通道,其中a,b,c,d的距离可以根据实际的压室型号大小进行相应的调整。
[0020]
图2是单独的冷却水通道的结构示意图,如图2所示,在冷却水通道的两端分别有进水口21,出水口22。进料通道处于冷却水通道的包围之中,且图2中的管道是通过在浇口套部位后端的管壁上由外向内钻孔形成的,因此图中的横向和纵向管道均在压室壁面上有开口,在使用时除进水口以及按预定流向箭头的管路外,其它开口均使用丝堵或者钢珠等密封,从而形成一条水路冷却管路,并且图2显示的管路大部分是有水流通过的部分,钻孔的部分没有显示,具体的钻孔的位置见图3、图4、图5和图6。
[0021]
在本实施方式中,冷却水通道23,包括四层八边形的管道,分别是第一管道231,第二管道232,第三管道233和第四管道234,每层八边形均有缺口,在第一管道231的缺口处,一测是与第二管道232相连接的进水连接管道235和出水管道236、出水口22相连接,另一侧是与第二管道232相连接的连接管道237。在第二条管道的缺口处,一测是与第三管道233连接的进水连接管道235,另一侧是与第三管道233相连接的连接管道237。在第三条管道的缺口处,一侧是与第四管道234连接的进水连接管道235,另一侧是与第四管道234相连接的连接管道237。在第四层管道的缺口处,一侧是与进水口21相连接,另一侧是与第三管道234相连接的连接管道237,但是由于进水连接管道235、出水管道236、以及连接管道237是通过钻孔形成的,因此还会向上伸出一段,且三条纵向管道与四层管道贯通,并且开口于浇口套后端的壁面上。
[0022]
如图3所示,每层冷却水通道的八个钻孔之间的夹角为r1=135
°
,且在制造冷却水
通道过程中,按照图3、图4、图5和图6所示的通道位置,在浇口套侧端面上进行钻孔,通过八个位置的钻孔相连通,并且在上下层之间通过进水连接管道235、出水管道236以及连接管道237构成完整的冷却水通道23。在每个钻孔处使用丝堵或者钢球密封,从而形成一个完整的冷却管路。
[0023]
在本实施方式中,采用了四层八边形的冷却水通道,也可以采用更多的层数,只要在本实用新型的范畴之内,都算是本实用新型的内容。
[0024]
使用过程中将冷却液通过动力源接入进水口21,再通过冷却水通道23回接至冷却液储藏装置,在冷却装置内,图中箭头为冷却液流动的方向,通过在冷却装置中的循环,将压室浇口套侧部位的热量带出,有效的改善了浇口套处温度过高的现象,提高了压室的使用寿命。
[0025]
综上所述,本实用新型专利,结构清晰,效果明显,对于解决浇口套部位温度局部过高的状况有很大程度的改善,极大地提高了压室的使用寿命,提高了其服役时间,使得产品的质量得到保证,降低了企业的成本。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1