一种吸附式二衬台车自动打磨装置的制作方法
1.本实用新型涉及二衬台车打磨施工技术领域,尤其涉及一种吸附式二衬台车自动打磨装置,主要适用于提高打磨效率与打磨精度。
背景技术:
2.隧道是修建在地下或水下或者在山体中,铺设铁路或修筑公路供机动车辆通行的建筑物,隧道工程中,在进行拱墙二次衬砌施工之前,我们需要对二衬台车的模版面进行打磨除锈,用以确保脱模之后混凝土外观面的平整度。
3.目前在进行打磨除锈时,往往采用人工打磨的方式,不仅需要较多的人工,而且效率低下,施工环境恶劣,安全性较差;在设备进行打磨时,无法对打磨圈的转速进行调节,从而不能对二衬台车的模版面进行精准打磨,降低打磨精度,进而降低了打磨的效果,使用不便。
技术实现要素:
4.本实用新型的目的是克服现有技术中存在的打磨效率低与打磨精度低的缺陷与问题,提供一种打磨效率高、打磨精度高的自动打磨装置。
5.为实现以上目的,本实用新型的技术解决方案是:一种吸附式二衬台车自动打磨装置,包括行走装置,所述行走装置的底部设置有行走轮,所述行走装置的右侧设置有安装板,所述安装板的底部设置有辅助小轮;
6.所述行走装置的底部设置有吸附装置,所述行走装置的左侧设置有打磨机构,所述行走装置的右侧设置有驱动电机,所述驱动电机与安装板连接,所述行走装置上设置有传动机构,所述打磨机构通过传动机构与驱动电机传动连接,所述行走装置上设置有无级变速器,所述无级变速器的输入端与驱动电机的输出端连接,所述无级变速器的输出端与传动机构连接;
7.所述吸附装置包括磁铁滚动外壳及其内部设置的强磁铁,所述磁铁滚动外壳的两端设置有滚动轴,所述滚动轴与行走装置连接。
8.所述磁铁滚动外壳为铁制外壳,所述强磁铁的数量为两个,且强磁铁为圆弧状。
9.所述磁铁滚动外壳的两端设置有轴承,所述滚动轴通过轴承与磁铁滚动外壳连接。
10.所述行走装置的右侧设置有固定板,所述安装板通过固定板与行走装置连接,所述安装板为圆盘状。
11.所述安装板上设置有多个固定螺母,所述驱动电机通过固定螺母固定在安装板上。
12.所述无级变速器通过焊接的方式固定在行走装置上。
13.所述打磨机构包括转动轴与打磨圈,所述转动轴的一端与行走装置活动连接,所述转动轴的另一端与传动机构连接,所述打磨圈套接在转动轴的外壁上。
14.所述传动机构包括主动轮、从动轮与传动皮带,所述主动轮通过无级变速器与驱动电机的输出端连接,所述从动轮与打磨机构连接,所述主动轮与从动轮通过传动皮带传动连接。
15.与现有技术相比,本实用新型的有益效果为:
16.1、本实用新型一种吸附式二衬台车自动打磨装置中设置有行走轮与辅助小轮,在进行打磨时,行走装置在行走轮与辅助小轮的作用下方便进行移动,吸附装置会吸附在二衬台车的模版面上,磁铁滚动外壳会与模版面进行接触,在行走装置移动的过程中,磁铁滚动外壳就会发生滚动,行走装置移动到相应位置后,驱动电机会通过传动机构带动打磨机构进行转动,打磨机构就会对二衬台车的模版面进行打磨作业,此时在强磁铁的作用下,整个装置吸附在二衬台车的模版面上,从而起到固定作用,避免装置在打磨时发生移动,从而使打磨机构与模版面较好接触,整个打磨过程较为简单,无需人工打磨,使用起来安全性更高,提高打磨效率,同时通过设置无级变速器,无级变速器与驱动电机传动连接,从而控制驱动电机的输出速度,进而对打磨机构转动速度进行改变,达到了打磨精准的效果,提高打磨除锈的效果,使用时更加高效。
17.因此,本实用新型打磨效率高与打磨精准。
18.2、本实用新型一种吸附式二衬台车自动打磨装置中强磁铁的数量为两个,强磁铁为圆弧状,从而在磁铁滚动外壳在进行滚动过程中,磁铁滚动外壳的外侧与模版面之间的磁力的大小更加均匀,从而使磁铁滚动外壳不易发生滚动,固定效果更好,同时设置的主动轮、从动轮与传动皮带,在进行打磨的过程中,传动效果更好,使用起来更加可靠,提高使用寿命,设置的固定螺母,也方便对驱动电机进行安装更换,方便后期进行维护,拆装效率更高。
19.因此,本实用新型固定效果好、可靠性高与维护方便。
附图说明
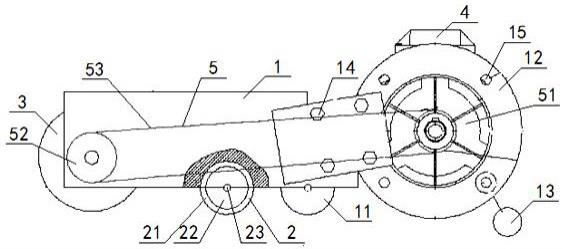
20.图1是本实用新型的结构示意图。
21.图2是图1的俯视图。
22.图3是图1中打磨圈的结构示意图。
23.图中:行走装置1、安装板12、辅助小轮13、固定板14、固定螺母15、吸附装置2、磁铁滚动外壳21、强磁铁22、滚动轴23、打磨机构3、转动轴31、打磨圈32、驱动电机4、传动机构5、主动轮51、从动轮52、传动皮带53、无级变速器6。
具体实施方式
24.以下结合附图说明和具体实施方式对本实用新型作进一步详细的说明。
25.参见图1至图3,一种吸附式二衬台车自动打磨装置,包括行走装置1,所述行走装置1的底部设置有行走轮11,所述行走装置1的右侧设置有安装板12,所述安装板12的底部设置有辅助小轮13;
26.所述行走装置1的底部设置有吸附装置2,所述行走装置1的左侧设置有打磨机构3,所述行走装置1的右侧设置有驱动电机4,所述驱动电机4与安装板12连接,所述行走装置1上设置有传动机构5,所述打磨机构3通过传动机构5与驱动电机4传动连接,所述行走装置
1上设置有无级变速器6,所述无级变速器6的输入端与驱动电机4的输出端连接,所述无级变速器6的输出端与传动机构5连接;
27.所述吸附装置2包括磁铁滚动外壳21及其内部设置的强磁铁22,所述磁铁滚动外壳21的两端设置有滚动轴23,所述滚动轴23与行走装置1连接。
28.所述磁铁滚动外壳21为铁制外壳,所述强磁铁22的数量为两个,且强磁铁22为圆弧状。
29.所述磁铁滚动外壳21的两端设置有轴承,所述滚动轴23通过轴承与磁铁滚动外壳21连接。
30.所述行走装置1的右侧设置有固定板14,所述安装板12通过固定板14与行走装置1连接,所述安装板12为圆盘状。
31.所述安装板12上设置有多个固定螺母15,所述驱动电机4通过固定螺母15固定在安装板12上。
32.所述无级变速器6通过焊接的方式固定在行走装置1上。
33.所述打磨机构3包括转动轴31与打磨圈32,所述转动轴31的一端与行走装置1活动连接,所述转动轴31的另一端与传动机构5连接,所述打磨圈32套接在转动轴31的外壁上。
34.所述传动机构5包括主动轮51、从动轮52与传动皮带53,所述主动轮51通过无级变速器6与驱动电机4的输出端连接,所述从动轮52与打磨机构3连接,所述主动轮51与从动轮52通过传动皮带53传动连接。
35.本实用新型的原理说明如下:
36.本设计主要通过吸附装置将整个装置固定在模版面上,然后驱动电机通过带动传动机构带动打磨机构进行转动,进而完成打磨除锈的作业。
37.行走装置移动到相应位置打磨时,驱动电机通过无极变速器带动主动轮进行转动,在皮带的带动下,从动轮跟着转动,转动轴转动的同时,打磨圈进行转动并与模版面进行接触,从而完成打磨除锈作业。
38.实施例1:
39.参见图1至图3,一种吸附式二衬台车自动打磨装置,包括行走装置1,其特征在于:所述行走装置1的底部设置有行走轮11,所述行走装置1的右侧设置有安装板12,所述安装板12的底部设置有辅助小轮13;所述行走装置1的底部设置有吸附装置2,所述行走装置1的左侧设置有打磨机构3,所述行走装置1的右侧设置有驱动电机4,所述驱动电机4与安装板12连接,所述行走装置1上设置有传动机构5,所述打磨机构3通过传动机构5与驱动电机4传动连接,所述行走装置1上设置有无级变速器6,所述无级变速器6的输入端与驱动电机4的输出端连接,所述无级变速器6的输出端与传动机构5连接;所述吸附装置2包括磁铁滚动外壳21及其内部设置的强磁铁22,所述磁铁滚动外壳21的两端设置有滚动轴23,所述滚动轴23与行走装置1连接。
40.实施例2:
41.基本内容同实施例1,不同之处在于:
42.参见图1至图3,所述磁铁滚动外壳21为铁制外壳,所述强磁铁22的数量为两个,且强磁铁22为圆弧状;所述磁铁滚动外壳21的两端设置有轴承,所述滚动轴23通过轴承与磁铁滚动外壳21连接;所述安装板12上设置有多个固定螺母15,所述驱动电机4通过固定螺母
15固定在安装板12上;所述打磨机构3包括转动轴31与打磨圈32,所述转动轴31的一端与行走装置1活动连接,所述转动轴31的另一端与传动机构5连接,所述打磨圈32套接在转动轴31的外壁上;所述传动机构5包括主动轮51、从动轮52与传动皮带53,所述主动轮51通过无级变速器6与驱动电机4的输出端连接,所述从动轮52与打磨机构3连接,所述主动轮51与从动轮52通过传动皮带53传动连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1