一种镊子磨尖自动化设备的制作方法
1.本实用新型涉及自动化加工设备领域,尤其涉及一种能够对镊子的尖部进行自动磨尖的镊子磨尖自动化设备。
背景技术:
2.目前,镊子是用于夹取块状药品、金属颗粒、毛发、细刺及其他细小东西的取用的一种工具。也可用于手机维修,用它夹持导线、元件及集成电路引脚等。不同的场合需要不同的镊子,一般要准备直头、平头、弯头镊子各一把。同时由于不同场合的特性,镊子也分为陶瓷材质的镊子、塑料材质的镊子或者是不锈钢材质的镊子等,但是市场上大都数为不锈钢材质的直头镊子,这类镊子的市场需求比较的广泛。
3.在镊子加工过程中,镊子在制作过程中,需要经过多道工序进行制造加工,其中最关键的一道就是对镊子的尖部进行磨削修整,主要方法是将手持镊子然后使其尖部靠近高速旋转的砂轮进行磨削修整。由于该步骤是由人工手动完成,所以导致效率十分的缓慢,并且由于要将镊子靠近砂轮的距离大小直接影响磨削精度,而手动操作难免有误差,所以存在加工精度较低,产品品质不高的问题。并且在磨削过程中会产生灰尘而致使工人的工作环境较差,影响人体健康。
4.因此,本领域急需一种镊子磨尖自动化设备来替代人工操作,以提高加工效率和加工精度,并改善工作环境。
技术实现要素:
5.本实用新型所要解决的技术问题在于克服现有技术的不足,而提供一种镊子自动磨尖设备,用于自动上料、自动磨尖,完成自动化磨尖生产。
6.为了达到上述目的,本实用新型采用的技术方案如下:一种镊子磨尖自动化设备,以磨削方式修整镊子尖部,包括机架和进给转盘,所述进给转盘以能够绕定轴线间歇旋转的方式配置在机架上,所述进给转盘上沿其周侧配置有定位夹具,在所述机架上沿所述进给转盘的周向布置有镊子获取单元和磨削修整单元;其中,所述镊子获取单元包括取料装置和镊子进给装置,所述取料装置被配置为由镊子进给装置上抓取镊子毛坯并将其安置在定位夹具上,所述镊子进给装置被配置为间歇地运动以将镊子移送至所述取料装置的抓取位置;其中,所述磨削修整单元包括磨削装置和磨削进给装置,所述磨削进给装置被配置为驱动所述磨削装置靠近或远离镊子尖部以对其进行磨削修整。
7.上述方案还可以通过以下措施进一步优化:
8.作为优选,所述定位夹具以能够绕其中心轴线旋转的方式配置在进给转盘的边缘部。所述镊子的尖部突出至定位夹具的下方以供磨削装置与之接触。所述定位夹具的上方设置有用于驱动该定位夹具旋转的旋转臂,所述旋转臂和定位夹具之间以离合器传动连接以使得二者可分离或接合。所述旋转臂被配置为可上升或下降,在所述旋转臂上升至设定位置处,该旋转臂和定位夹具相分离,在所述旋转臂下降至设定位置处,所述旋转臂和定位
夹具相接合。
9.作为优选,所述离合器包括彼此以齿形部相啮合的第一半部和第二半部,所述第一半部固接旋转臂,第二半部固接定位夹具。所述离合器被配置为在磨削镊子尖部时所述第一半部和第二半部接合以驱动定位夹具旋转,并在所述进给转盘旋转进给时所述第一半部和第二半部分离以允许定位夹具跟随进给转盘转动。所述定位夹具包括定位座和夹持组件,所述定位座固定连接进给转盘,所述夹持组件可转动地设置在定位座内,所述第二半部固定接合在夹持组件上,所述夹持组件的中部形成夹持镊子的夹持空间。所述夹持组件包括:锥形套,具有锥形部,所述锥形套能够上下移动地配置在定位座中;弹性夹头,具有多个弹性臂,所述弹性夹头能够上下移动地配置锥形套中;以及施力弹簧,该施力弹簧抵接在锥形套上;其中,所述锥形部与所述多个弹性臂的外周面相配合以施力于所述多个弹性臂使其合拢产生夹持镊子的夹持力,所述施力弹簧朝向使得所述弹性臂合拢的方向对锥形套施力。在所述取料装置的下方配置有托料柱组件,所述托料柱组件包括:顶套,用于抵顶锥形套使其朝释放弹性夹头的方向移动以张开所述多个弹性臂;以及,托料驱动器,用于驱动所述顶套朝向接近锥形套的方向移动;其中,在向所述弹性夹头内插入镊子前,所述顶套受驱抵顶锥形套,在插入镊子后,所述顶套受驱离开锥形套。
10.作为优选,所述取料装置被配置为能够绕其中心轴线旋转且能够上下移动以将镊子进给装置上的镊子毛坯移送至定位夹具上。所述取料装置包括两个抓取机械手,该两个抓取机械手被配置为能够分别抓取定位夹具上的镊子成品和镊子进给装置上的镊子毛坯,然后再以旋转180
°
的方式将二者的位置互换。所述两个抓取机械手配置在摆动梁上,所述摆动梁连接摆动驱动机构和插拔驱动机构。所述摆动梁固接在取料转轴上,该取料转轴以能够绕其中心轴线旋转且可上下移动的方式配置在机架上。所述摆动驱动机构包括换位齿轮、换位齿条和换位驱动器;所述换位齿轮固接取料转轴;所述换位齿条受换位驱动器的驱动而进行直线往复移动,并在与换位齿轮啮合时能够驱动取料转轴旋转。
11.作为优选,所述插拔驱动机构包括滑套和驱动滑套上下移动的插拔驱动器,所述取料转轴套接在该滑套上并响应于该滑套的上下移动而在定位夹具和镊子进给装置上插拔镊子。所述取料转轴上配设有限位槽,所述滑套套接在限位槽上以使得该滑套被配置成能够和取料转轴在周向上相对转动而被限制其和取料转轴在竖向上相对移动。所述抓取机械手连接在气动手指上。
12.作为优选,所述镊子进给装置包括供料转盘和驱动供料转盘在径向上移动的径移驱动器和驱动供料转盘绕其中心轴线旋转的周转驱动器。所述供料转盘具有多个沿其径向上设置的镊子定位块,所述镊子定位块上沿所述径向上设置有多个间隔布置的镊子定位孔,多个镊子定位块呈轮辐状设置。所述镊子进给装置包括相互滑动连接的供料进给滑台和供料进给滑座,所述供料转盘和周转驱动器均设置在供料进给滑台上,所述径移驱动器设置在供料进给滑座上并驱动所述供料进给滑台在供料进给滑座上移动。所述供料转盘可拆卸地连接在供料进给滑台上。所述供料进给滑台上设置有驱动转盘,所述驱动转盘和周转驱动器传动连接,所述供料转盘可拆卸地连接在驱动转盘上,且跟随驱动转盘旋转。所述供料转盘和驱动转盘之间设置有锁止机构。
13.作为优选,所述锁止机构包括锁舌和锁体,所述锁舌固定在供料转盘上,所述锁体固定在驱动转盘上,所述锁止机构在锁体锁住锁舌的锁止状态和锁体释放锁舌的解锁状态
之间可转换。所述锁体包括锁芯、锁座和定位件;其中,所述锁芯被配置为能够在锁座内置的腔体内前后滑动;其中,所述定位件被配置为能够在第一位置和第二位置间移动,在所述第一位置处该定位件限制所述锁芯的前后滑动,在所述第二位置该定位件允许所述锁芯向前滑动;所述锁舌被配置为能够触动所述定位件在第一位置和第二位置移动;所述锁座上配置有供所述定位件在第一位置和第二位置间移动的第一导槽,所述锁芯上配置有供定位件上下移动而限制其在锁芯上前后移动的第二导槽。所述第一导槽包括相互连通的前后段和上下段。所述前后段前后方向上向前向下倾斜地设置,所述上下段竖直地设置。所述锁舌具有与锁止件相适配的前卡勾,以及与定位件相适配的后卡勾,所述锁舌向下移动时其前卡勾能够触动锁芯和定位件共同向前移动并在卡合位置处与所述锁止件卡合以使得所述锁舌和锁体间处于锁止状态;在所述锁止状态下,向前移动锁芯使其锁止件与前卡勾脱离以转换至解锁状态,在解锁状态下,所述定位件由前后段落入上下段内以限制锁芯前后移动,向上移动锁舌时其后卡勾能够触动所述定位件向上移动并脱离上下段进入前后段内。所述锁芯和锁座之间连接有复位弹簧以提供所述锁芯在前后段内移动返回至第一位置的回复力。
14.作为优选,所述磨削装置包括粗磨砂轮和精磨砂轮,所述磨削进给装置包括粗磨进给机构和精磨进给机构;其中,所述粗磨进给机构的运动输出部连接粗磨砂轮并驱动该粗磨砂轮靠近或远离镊子尖部以进行粗磨;其中,所述精磨进给机构的运动输出部连接精磨砂轮并驱动该精磨砂轮靠近或远离镊子尖部以进行精磨;所述粗磨砂轮和精磨砂轮沿进给转盘的周向上间隔布置。
15.作为优选,所述粗磨进给机构包括粗磨进给气缸、粗磨进给连杆、粗磨进给滑台和粗磨进给滑座,所述粗磨进给滑台可滑动地接合粗磨进给滑座,所述粗磨进给连杆连接粗磨进给气缸的输出杆和粗磨进给滑台以驱动粗磨进给滑台滑动,所述粗磨砂轮配置在粗磨进给滑台上。
16.作为优选,所述精磨进给机构包括精磨进给气缸、精磨进给连杆、精磨进给滑台和精磨进给滑座,所述精磨进给滑台可滑动地接合精磨进给滑座,所述精磨进给连杆连接精磨进给气缸的输出杆和精磨进给滑台以驱动精磨进给滑台滑动,所述精磨砂轮配置在精磨进给滑台上。
17.作为优选,所述磨削装置还包括切平砂轮,所述磨削进给装置还包括切平进给机构;其中,所述切平进给机构的运动输出部连接切平砂轮并驱动该切平砂轮靠近或远离镊子尖部且切除镊子尖部多出设定长度的部分。所述切平砂轮布置在粗磨砂轮和精磨砂轮之间的空间内。
18.作为优选,所述磨削装置还包括中磨砂轮,所述磨削进给装置还包括中磨进给机构;其中,所述中磨进给机构的运动输出部连接中磨砂轮并驱动该中磨砂轮靠近或远离镊子尖部以中磨镊子尖部。所述中磨砂轮布置在粗磨砂轮和精磨砂轮之间的空间内。
19.由于采用了以上技术方案,本实用新型具有以下有益效果:实现了镊子自动化磨尖,使得镊子的生产效率大大提高,并且降低了人工参与,从而使得工人的工作环境也得到了显著提高。另外,本专利的结构简单可靠,故障率极低。本实用新型的供料转盘为可拆卸式安装,使用方便,且工作效率高。
附图说明
20.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本实用新型的一些实施例,而非对本实用新型的限制。
21.图1是实施例一的镊子结构示意图。
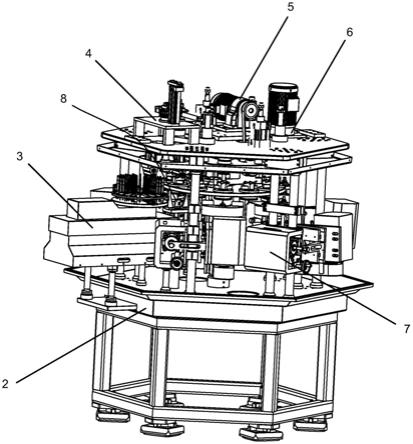
22.图2是实施例一的自动磨尖机的一个视角结构示意图。
23.图3是实施例一的自动磨尖机的另一视角结构示意图。
24.图4是实施例一的机架的结构示意图。
25.图5是实施例一的镊子进给装置一个视角的结构示意图。
26.图6是实施例一的镊子进给装置另一视角的结构示意图。
27.图7是实施例一的供料转盘的结构示意图。
28.图8是实施例一的锁止机构的组装结构示意图。
29.图9是图8的纵向剖面视图。
30.图10是图8中锁止机构的部分零件的爆炸视图。
31.图11是实施例一的取料装置一个视角的结构示意图。
32.图12是实施例一的取料装置另一视角的结构示意图。
33.图13是实施例一的取料装置又一视角的结构示意图。
34.图14是实施例一的托料柱组件的结构示意图。
35.图15是实施例一的分割器的结构示意图。
36.图16是图15中的定位夹具的结构示意图。
37.图17是图16的剖面视图。
38.图18是图16的爆炸视图。
39.图19是实施例一的离合传动装置的结构示意图。
40.图20是实施例一的磨削修整单元的一个视角的结构示意图。
41.图21是实施例一的磨削修整单元的另一视角的结构示意图。
42.附图标记:
43.1.镊子;2.机架;201.下基板;202.集水盘;203.支柱;204.封板;205.上基板;206.中立柱;3.镊子进给装置;301.径移驱动器;302.周转驱动器;303.供料转盘;303a.定位块;303b.盘体;304.驱动转盘;305.锁止机构;305a.锁座;305b.锁舌;305c.锁芯;305d.定位件;305e.锁止件;305a.1前后段;305a.2上下段;305c.1第二导槽;306.供料进给滑台;307.供料进给滑座;308.架体;4.取料装置;401.抓取机械手;402.摆动梁;403.取料转轴;404.插拔驱动器;405.滑套;406.驱动齿条;407.驱动齿轮;5.分割器;501.进给电机;502.进给减速箱;503.进给转盘;504.定位夹具;504a.第二半部;504b.外轴套;504c.下螺母;504d.弹性夹头;504e.施力弹簧;504f.锥形套;504g.下轴承;504h.内轴套;504i.中螺母;504j.上螺母;504k.螺盖;504m.上轴承;6.离合传动装置;601.离合驱动电机;602.同步带;603.驱动带轮;604.升降驱动器;605.传动基板;606.第一半部;7.磨削装置;701.粗磨砂轮;702.粗磨电机;703.粗磨进给气缸;704.粗磨进给滑台;705.粗磨进给滑座;8.托料柱组件;801.顶套;802.拉钩;803.托料柱。
具体实施方式
44.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将接合附图对本实用新型做进一步详细说明。通常在此处附图中描述和示出的本实用新型实施例的组件可以各种不同的配置来布置和设计。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
45.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
46.除非另作定义,本专利文件中所使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型专利说明书以及权利要求书中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”、“一”或者“该”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
47.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
48.下面接合附图,对本实用新型的一些实施方式作详细说明。在不冲突的情况下,下述的实施例中的特征可以相互组合。
49.实施例一:
50.如图1所示,镊子1包括第一夹片和第二夹片,两个夹片的上端部焊接固定在一起,下端部为尖端,用于夹持小件物体。本实用新型的镊子磨尖自动化设备用于对该镊子1的下端部进行修整磨尖。磨尖主要工艺过程包括粗磨、切平、中磨和精磨。粗磨工艺是对镊子1下端部进行初步磨削加工,去掉该下端部在冲压成型时产生的边料。切平工艺是用砂轮切去镊子1下端部多余的部分,使得镊子1的长度基本一致。在切平后进一步对镊子1的尖部进行中磨和精磨。
51.如图2和图3所示,本实施例的一种镊子磨尖自动化设备,以磨削方式修整镊子尖部,包括机架2和进给转盘503,进给转盘503以能够绕定轴线间歇旋转的方式配置在机架2上,进给转盘503上沿其周侧配置有定位夹具504,在机架2上沿进给转盘503的周向布置有镊子获取单元和磨削修整单元;其中,镊子获取单元包括取料装置4和镊子进给装置3,取料装置4被配置为由镊子进给装置3上抓取镊子毛坯并将其安置在定位夹具504上,镊子进给装置3被配置为间歇地运动以将镊子移送至取料装置4的抓取位置;其中,磨削修整单元包括磨削装置7和磨削进给装置,磨削进给装置被配置为驱动磨削装置7靠近或远离镊子尖部以对其进行磨削修整。
52.【机架2结构】
53.如图4,并结合图2和图3所示,机架2包括下基板201和上基板205,下基板201上安装有若干根脚柱,本实施例中为6根脚柱,在又一实施例中可以是8根,通常最少设置为3根。脚柱的底部安装有减震橡胶垫。上基板205和下基板201之间通过若干根支柱203隔开地设置。下基板201的上方固定安装有集水盘202,用于收集用于降低磨削时工件温度的冷却水或冷却液。上基板205的下方固定安装有封板204,封板204用于安装围绕在上基板205外周的围板,封板204的中部具有供离合传动装置6通过的中心孔。在下基板201的中部还固定安装有中立柱206,中立柱206的顶部设置有用于支撑进给转盘503的转动轴的支撑组件,该支撑组件包括圆锥滚子轴承和下法兰,圆锥滚子轴承的外圈固定安装在下法兰内,其内圈与上法兰的轴头固定安装,下法兰固定在进给转盘503上,进给转盘503的下法兰与上法兰固定连接。进给转盘503和转盘驱动装置的输出轴固定连接。
54.【镊子进给装置3】
55.如图5和图6,并结合图2和图3所示,镊子进给装置3包括供料转盘303和驱动供料转盘303在径向上移动的径移驱动器301和驱动供料转盘303绕其中心轴线旋转的周转驱动器302。径向驱动器为直线运动机构,可以采用气缸、直线电机、丝杠螺母机构或其它可以将旋转运动转换为直线运动的运动转换机构,在本实施例中为了实现精确进给而采用了丝杠螺母机构,丝杆螺母机构的丝杠由旋转电机驱动,螺母与丝杆配合并与供料进给滑台306连接以驱动供料进给滑台306在供料进给滑座307上滑动,该连接可以是固定连接也可以是活动连接,但采用活动连接时,需保证在丝杆的轴线方向上,螺母和进给滑台无相对运动。周转驱动器302为旋转电机,该旋转电机通过同步带传动连接驱动转盘304,也即在旋转电机的输出轴上安装同步带轮,同时在驱动转盘304的中心轴上也安装有另一同步带轮,两个同步带轮同步同步带传动连接,从而使得驱动转盘304转动。
56.如图7所示,供料转盘303具有多个沿其径向上设置的镊子定位块303a,镊子定位块303a安装在盘体303b上。镊子定位块303a上沿径向上设置有多个间隔布置的镊子定位孔,多个镊子定位块303a呈轮辐状设置,其由中心向外周辐射,在本实施例中镊子定位块303a为16个,每个镊子定位块303a上有5个镊子定位孔,镊子插入该定位孔中实现定位。
57.进一步参考图5和图6所示,镊子进给装置3包括相互滑动连接的供料进给滑台306和供料进给滑座307,供料进给滑台306设置有滑槽,供料进给滑座307上设置有滑轨,滑槽和滑轨配合实现供料进给滑台306和进料供给滑座的滑动配合。供料转盘303和周转驱动器302均设置在供料进给滑台306上,并跟随供料进给滑台306移动,径移驱动器301设置在供料进给滑座307上并驱动供料进给滑台306在供料进给滑座307上移动。
58.如图5和图6所示,供料转盘303可拆卸地连接在供料进给滑台306上。供料进给滑台306上设置有驱动转盘304,驱动转盘304和周转驱动器302传动连接并受驱旋转,供料转盘303可拆卸地连接在驱动转盘304上,且跟随驱动转盘304旋转。供料转盘303和驱动转盘304之间设置有锁止机构305。在锁止机构305解锁时,供料转盘303可以从驱动转盘304上拆卸下,在锁止机构305处于锁止状态时,供料转盘303被锁定在驱动转盘304上并跟随驱动转盘304旋转。
59.如图8、图9和图10所示,锁止机构305包括锁舌305b和锁体,锁舌305b固定在供料转盘303上,锁体固定在驱动转盘304上,锁止机构305在锁体锁住锁舌305b的锁止状态和锁
体释放锁舌305b的解锁状态之间可转换,处于解锁状态时锁舌305b能够由锁体中脱出,处于锁止状态时锁舌305b伸入锁体中并被锁体卡住以阻止其脱出。锁体包括锁芯305c、锁座305a和定位件305d;其中,锁芯305c被配置为用户能够操作该锁芯305c使其在锁座305a内置的腔体内前后滑动。其中,定位件305d被配置为能够在第一位置和第二位置间移动,在第一位置处该定位件305d限制锁芯305c的前后滑动,在第二位置该定位件305d允许锁芯305c向前滑动;锁舌305b被配置为能够触动定位件305d在第一位置和第二位置移动,锁芯305c带动定位件305d前后移动,定位件305d在重力作用下在第二导槽305c.1内向下移动。锁座305a上配置有供定位件305d在第一位置和第二位置间移动的第一导槽,锁芯305c上配置有供定位件305d上下移动而限制其在锁芯305c上前后移动的第二导槽305c.1,第二导槽305c.1竖向设置,定位件305d自由地穿接在第二导槽305c.1内。第一导槽包括相互连通的前后段305a.1和上下段305a.2。前后段305a.1前后方向上向前向下倾斜地设置,上下段305a.2竖直地设置,定位件305d由前后段305a.1落入上下段305a.2内后,锁芯305c被限制前后移动。锁舌305b具有与锁止件305e相适配的前卡勾,以及与定位件305d相适配的后卡勾,锁止件305e为一穿接在锁芯305c上的金属杆。锁舌305b向下移动时其前卡勾能够触动锁芯305c和定位件305d共同向前移动并在卡合位置处与锁止件305e卡合以使得锁舌305b和锁体间处于锁止状态;在锁止状态下,用户继续向前移动锁芯305c使其锁止件305e与前卡勾脱离以转换至解锁状态,在解锁状态下,定位件305d由前后段305a.1落入上下段305a.2内以限制锁芯305c前后移动,在此状态下,锁舌305b可以由锁体中取出。在解锁状态下,锁舌305b由锁体内向上移动时,锁舌305b的后卡勾能够勾住定位件305d使其向上移动并由上下段305a.2内脱离进入前后段305a.1内,在定位件305d进入到上下段305a.2之后,锁舌305b在弹簧力的作用下复位,锁止件305e回复到能够卡住前卡勾的位置,此时向下移动锁舌305b,锁舌305b的前卡勾推动锁止件305e和锁舌305b一起向前移动,待锁舌305b到位后,锁止件305e越过前卡勾的勾体并落入卡勾的勾槽内实现二者的锁合,在此过程中,定位件305d始终保持仅在第一导槽的前后段305a.1内移动而不落入上下段305a.2内。锁芯305c和锁座305a之间连接有复位弹簧以提供锁芯305c在前后段305a.1内移动返回至第一位置的回复力。复位弹簧为拉簧,其两端分别安装在由锁芯305c和锁座305a上延伸出的凸柱上。
60.需要补充的是,镊子进给装置3可以整体安装在机架2上,也可以按照在独立于机架2的另一架体308上,在本实施例中是将镊子进给装置3安装在了一独立与机架2的架体308上,但为了提高该架体308稳固性,将其与机架2固定连接,因此可以将其视为与机架2独立,也可以将该架体308视为机架2的一部分。
61.【取料装置4】
62.如图11
‑
图14,并结合图2和图3所示,取料装置4被配置为能够绕其中心轴线旋转且能够上下移动以将镊子进给装置3上的镊子毛坯移送至定位夹具504上。取料装置4包括两个抓取机械手401,该两个抓取机械手401被配置为能够分别抓取定位夹具504上的镊子成品和镊子进给装置3上的镊子毛坯,然后再以旋转180
°
的方式将二者的位置互换。两个抓取机械手401配置在摆动梁402上,摆动梁402连接摆动驱动机构和插拔驱动机构。摆动梁402固接在取料转轴403上,该取料转轴403以能够绕其中心轴线旋转且可上下移动的方式配置在机架2上。摆动驱动机构包括换位齿轮、换位齿条和换位驱动器;换位齿轮固接取料
转轴403;换位齿条受换位驱动器的驱动而进行直线往复移动,并在与换位齿轮啮合时能够驱动取料转轴403旋转。
63.如图11和图12所示,抓取机械手401包括与镊子相适应的两个夹爪和驱动两个夹爪自动开合的气动手指,气动手指又名气动夹指,是利用压缩空气作为动力,用来夹取或抓取工件的执行装置。根据样式通常可分为y型夹指和平型夹指,缸径分为16mm,20mm,25mm,32mm和40mm几种,其主要作用是替代人的抓取工作,可有效地提高生产效率及工作的安全性。smc气动手指系列是工业领域中最常用的气动夹爪装置之一。夹爪固定安装气动手指的输出部件上以夹持镊子。
64.进一步地,如图12和13所示,两个抓取机械手401安装在摆动梁402的两个对称端部上,摆动梁402固定安装在取料主轴的下端部,取料主轴受摆动驱动机构的驱动而往复地旋转,往复旋转角度为180
°
。取料主轴的上端部案由摆动驱动机构,摆动驱动机构包括相互啮合的驱动齿轮407和驱动齿条406,其中驱动齿轮407固定安装在取料主轴上,驱动齿条406安装在一直线运动输出部件的输出构件上。该直线运动输出部件可以是气缸、油缸或者直线电机等。取料主轴通过滑动轴承结构安装在一固定在上基板205上的安装台上,驱动齿条406和直线运动输出部件均安装在该安装台上。取料主轴受插拔驱动机构的驱动而在上述滑动轴承内做上下运动。
65.具体地,如图12所示,插拔驱动机构包括滑套405和驱动滑套405上下移动的插拔驱动器404,取料转轴403可转动地套接在该滑套405上并响应于该滑套405的上下移动而在定位夹具504和镊子进给装置3上插拔镊子。取料转轴403上配设有限位槽,滑套405可转动地套接在限位槽上以使得该滑套405被配置成能够和取料转轴403在周向上相对转动而被限制其和取料转轴403在竖向上相对移动,从而可以使得在滑套405受插拔驱动器404的驱动而上下移动时也跟随该滑套405上下移动。滑套405通过滚动轴承套接在取料轴上。插拔驱动器404也为直线运动输出部件,该直线运动输出部件可以是气缸、油缸或者直线电机等。滑套405通过一连接杆件连接到直线运动输出部件的运动输出构件上。
66.进一步地,如图14所示,为了使得抓取机械手401可以自如地将镊子装入定位夹具504中,需要避免镊子在后期进程中产生松动而导致加工精度降低。为此,本实施例中还设置了托料柱组件8,该托料柱组件8包括托料柱803、一对可以开合的拉钩802和一可施力于定位夹具504的锥形套504f底部的顶套801,托料柱803的下端部安装在机架2上,上端部安装托料气缸和夹持气缸。在进行插入镊子工作时,一对拉钩802在夹持气缸的驱动下开合,在其合拢时可以夹住定位夹具504的底部锁紧螺母上,位于两个拉钩802中部的顶套801受托料气缸驱动向上移动抵顶顶套801,使得顶套801向上移动而释放弹性夹头504d,使得弹性臂张开,在弹性臂张开状态下,插入镊子。完成镊子插入后,一对拉钩802和顶套801均回复到初始位置,也即顶套801受托料气缸驱动缩回,一对拉钩802受夹持气缸的驱动而张开。
67.【分割器5结构】
68.如图15,并结合图2和图3所示,分割器5包括进给转盘503以及驱动该进给转盘503按设定节拍间歇转动的进给驱动机构。进给转盘503为圆盘形,多个定位夹具504以能够绕其中心轴线旋转的方式配置在该进给转盘503的边缘部,在本实施例中共设置了12个定位夹具504。进给驱动机构包括进给电机501和进给减速箱502,进给减速箱502为齿轮式减速箱,用于将电机的速度降至与进给所需的速度相匹配,在其它实施方式中还可以采用其它
类型的减速机构,例如蜗轮蜗杆、带式减速机等,但由于齿轮减速箱具有成本低、性能稳定的优势,其应用在本实用新型中更为合适。进给转盘503固定安装在进给减速箱502的输出轴上,进给减速箱502和进给电机501共同安装在上基板205上,并且穿过取料装置4的安装台。另外,为了提高进给转盘503的稳固性,在下基板201的中部固定安装了中立柱206(如图4所示),该中立柱206在下方支撑进给转盘503使其能够稳定地转动。
69.如图16到18所示,定位夹具504包括定位座和夹持组件,定位座固定连接进给转盘503,夹持组件可转动地设置在定位座内,离合器的第二半部504a固定接合在夹持组件上,夹持组件的中部形成夹持镊子的夹持空间。夹持组件包括:锥形套504f,具有锥形部,锥形套504f能够上下移动地配置在定位座中;弹性夹头504d,具有多个弹性臂,弹性夹头504d能够上下移动地配置锥形套504f中;以及施力弹簧504e,该施力弹簧504e抵接在锥形套504f上;其中,锥形部与多个弹性臂的外周面相配合以施力于多个弹性臂使其合拢产生夹持镊子的夹持力,施力弹簧504e朝向使得弹性臂合拢的方向对锥形套504f施力。结合图14所示,在取料装置4的下方配置有托料柱组件8,托料柱组件8包括:顶套801,用于抵顶锥形套504f使其朝释放弹性夹头504d的方向移动以张开多个弹性臂,具体地为锥形套504f受顶套801的左右向上移动而释放弹性夹头504d使其弹性臂张开一便于插入镊子;以及,托料驱动器,用于驱动顶套801朝向接近锥形套504f的方向移动;其中,在向弹性夹头504d内插入镊子前,顶套801受驱抵顶锥形套504f的底面,在插入镊子后,顶套801受驱离开锥形套504f,锥形套504f向下移动合拢弹性臂。托料驱动器为气缸。
70.具体地,如图16所示,定位座包括外轴套504b和下螺母504c,外轴套504b由上方装入至设置在进给转盘503边缘部的定位孔中,下螺母504c位于进给转盘503的下方并与外轴套504b锁紧以将外轴套504b固定在进给转盘503上。进一步结合图17和18所示,夹持组件包括锥形套504f、弹性夹头504d、施力弹簧504e和内轴套504h。内轴套504h通过上轴承504m和下轴承504g安装在外轴套504b内,并可以在外轴套504b内自由转动。上轴承504m为圆锥滚子轴承,下轴承504g为深沟球轴承,在本实施例中的下轴承504g为并排设置的两个以提高内轴承转动的稳定性。上轴承504m的外圈固定在外周套的内轴孔上,其内圈固定在内轴套504h的外周面上,并且内圈的上部与离合器的第二半部504a接触,以在第一半部606和第二半部504a啮合时能够支撑第二半部504a承受其向下的作用力。内轴套504h和第二半部504a通过一上螺母504j锁紧连接,使得内轴套504h可以跟随第二半部504a进行旋转。结合图18所示,弹性夹头504d的下部具有多个弹性臂,具体为4个,4个弹性臂相互分隔开,4个弹性臂之间形成能够夹持镊子的夹持空间。4个弹性臂的外周形成一共同的锥形面,该锥形面由上至下逐渐扩大,在4个弹性臂的锥形面受锥形套504f的锥形面作用合拢时镊子被夹持在夹持空间内。弹性夹头504d能够微量活动地安装在内轴套504h之中,在该弹性夹头504d的上部具有中螺母504i,该中螺母504i锁紧在弹性夹头504d的上端部以形成弹性夹头504d向下移动的限位。锥形套504f能够上下活动地安装在内轴套504h之中,其内侧具有锥形面,锥形套504f套接在弹性夹头504d的4个弹性臂的外周面上,以使得两个锥形面可以相互配合。在锥形套504f的顶面和内轴套504h之间安装有施力弹簧504e,该施力弹簧504e可以是圆柱弹簧或者碟簧等,在本实施例中采用了碟簧。施力弹簧504e施力在锥形套504f上可以使其向下移动进而施力于弹性夹头504d使其弹性臂合拢。在常态下,弹性夹头504d受锥形套504f的作用而处于最下方位置,在插入镊子时,弹性臂可以直接夹紧镊子防止其在加工时脱落。
弹性夹头504d和内轴套504h之间通过滑动键连接,以使得弹性夹头504d可以在内轴套504h中上下移动但被限制其相对于内轴套504h转动,内轴套504h受第二半部504a驱动而旋转时同步带动弹性夹头504d跟随其转动。内轴套504h的上部具有一向内延伸的环形凸台,碟簧的上部抵顶在环形凸台的下表面上,中螺母504i受环形凸台的上表面的限位而停止向下移动。并且在该环形凸台中心孔的孔壁上具有与滑动键配合的键槽,滑动键可以在该键槽内上下移动。需要补充的是,参考图17所示,外轴套504b的底部还通过螺纹连接一螺盖504k,该螺盖504k锁紧固定在外轴套504b的底部,并且上述下轴承504g的外圈的下表面抵顶在该螺盖504k的上表面上。镊子的尖部突出至定位夹具504的下方以供磨削装置7与之接触。
71.【离合传动装置6】
72.如图19,并结合图2和图3所示,离合传动装置6包括传动基板605、驱动该传动基板605上下移动的升降驱动器604和驱动离合器的第一半部606旋转的离合驱动机构。升降驱动器604为直线运动输出部件,例如气缸、直线电机等,在本实施例中为气缸,且为对称的两个。传动基板605安装在升降驱动器604的运动输出构件上,在本实施例中为气缸杆。气缸固定安装在上基板205上。离合驱动机构包括离合驱动电机601和受该电机驱动而旋转的旋转臂。第一半部606固定安装在旋转臂的下端部,旋转臂的上端部安装有驱动带轮603。离合驱动电机601的输出端通过齿轮传动机构传动连接以同步带602,该同步带602和驱动带轮603啮合传动。旋转臂和驱动带轮603为多个,在本实施例中为5个。为了使离合传动装置6的各部件配置的更加紧凑,本实施例中进一步需要的布置其它部件的两个带轮之间安装传动惰轮,以改变同步带602的位置。
73.具体地,离合传动装置6安装在定位夹具504的上方,旋转臂受驱带动第一半部606旋转,并且旋转臂跟随传动基板605上下移动,以使第一半部606靠近或远离第二半部504a,进而使离合器的第一半部606和第二半部504a接合或分离。在旋转臂上升至设定位置处,第一半部606和第二半部504a相分离,在旋转臂下降至设定位置处,第一半部606和第二半部504a相接合。离合器包括彼此以齿形部相啮合的第一半部606和第二半部504a。离合器被配置为在磨削镊子尖部时第一半部606和第二半部504a接合以驱动定位夹具504旋转,并在进给转盘503旋转进给时第一半部606和第二半部504a分离以允许定位夹具504跟随进给转盘503转动。
74.【磨削装置7】
75.如图20和21,并结合图2和图3所示,本实施例中的磨削装置7包括粗磨装置、中磨装置、切平装置和精磨装置,各个磨削装置7之间相互独立工作,且间隔布置,分别实现不同的工艺功能。需要指出的是,在本实施例中的粗磨装置、中磨装置、切平装置和精磨装置的结构基本相同,主要不同之处在于砂轮的粒度不同以及电机的转速不同。粗磨砂轮701的粒度较大,电机转动较低,精磨砂轮的粒度最小,电机转速也最高。在其它实施方式中,也可以采用相同的电机速度。中磨砂轮和切平砂轮的粒度介于粗磨砂轮701和精磨砂轮之间。
76.以粗磨装置为例,粗磨装置包括粗磨砂轮701和粗磨进给机构,粗磨进给机构的运动输出部连接粗磨砂轮701并驱动该粗磨砂轮701靠近或远离镊子尖部以进行粗磨。粗磨装置还包括粗磨进给滑台704和粗磨电机702,粗磨砂轮701安装在一旋转轴上,该旋转轴通过轴支结构安装粗磨进给滑台704上,该粗磨进给滑台704能够在一粗磨进给滑座705上滑动以靠近或远离镊子尖部。进一步地,旋转轴通过皮带传动机构和粗磨电机702传动连接,该
皮带传动机构为常规的同步带传动机构,粗磨电机702也固定安装在粗磨进给滑台704上。在机架2上固定安装粗磨基板,粗磨进给滑台704通过滑轨结构可滑动地安装在粗磨基板上。粗磨基板上还安装有用于驱动粗磨进给滑台704靠近或远离镊子的粗磨进给机构。粗磨进给机构包括粗磨进给气缸703和粗磨进给连杆,粗磨进给气缸703的输出杆通过粗磨进给连杆连接粗磨进给滑台704。
77.由于精磨装置、切平装置和中磨装置的基本结构和粗磨装置相同,本领域的普通技术人员根据粗磨装置的结构进行设置即可,在本实施例中就不再一一赘述。
78.需要强调的是,精磨进给机构包括精磨进给气缸、精磨进给连杆、精磨进给滑台和精磨进给滑座,精磨进给滑台可滑动地接合精磨进给滑座,精磨进给连杆连接精磨进给气缸的输出杆和精磨进给滑台以驱动精磨进给滑台滑动,精磨砂轮配置在精磨进给滑台上。
79.需要强调的是,切平进给机构的运动输出部连接切平砂轮并驱动该切平砂轮靠近或远离镊子尖部且切除镊子尖部多出设定长度的部分。切平砂轮布置在粗磨砂轮701和精磨砂轮之间的空间内。
80.需要强调的是,中磨进给机构的运动输出部连接中磨砂轮并驱动该中磨砂轮靠近或远离镊子尖部以中磨镊子尖部。中磨砂轮布置在粗磨砂轮701和精磨砂轮之间的空间内。
81.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1