一种新型烤包器包盖的制作方法
1.本实用新型涉及炼钢厂转炉技术领域,尤其涉及一种新型烤包器包盖。
背景技术:
2.在线烤包器包盖主要是保证钢水罐烘烤过程中的热量不流失,最大化提高钢水罐烘烤温度,减少钢水与钢水罐工作层温差,保障生产长周期稳定运行;随着冶炼情况不断变化,温度控制已成为生产节奏灵魂;
3.现在线烘烤器包盖与钢水罐工作层上口直径相同,实际在烘烤过程中钢水罐定位存在一定的偏差,加之钢水车车轮、轨道存在定量的磨损,精准定位难以满足使用需求且在烘烤过程中包盖与钢水罐必须留有一定缝隙(一般为100
‑
150mm),此缝隙用于罐内气体及烘烤火焰排放,长时间烘烤容易使包盖外圆弧板烧损变形,影响包盖使用寿命;包盖内侧敷设打结料,在烘烤过程中,随着钢水罐内热量的流动不均,容易使局部高温,造成局部打结料脱落,脱落打结料若掉入钢水罐内容易堵塞钢水罐下水口位,造成钢水堵塞;且若有人员在包盖下方从事作业,一旦脱落下的打结料掉其身体,容易造成安全事故;加之包盖内侧铺设打结料增大烤包器负重,对烤包器整体使用也将带来影响;综上所述,现用的烤包器包盖难以满足快节奏的使用,制约生产节奏及有效作业率,因此,本实用新型提出一种新型烤包器包盖以解决现有技术中存在的问题。
技术实现要素:
4.针对上述问题,本实用新型提出一种新型烤包器包盖,该新型烤包器包盖将盖体尺寸扩大,最大化确保钢水罐烘烤效果,减少钢水罐工作层与钢水间温差;内侧材料改为锆质棉层,由多组锆质棉块配合不锈钢管穿插安装,更利于安全使用,减轻烤包器动力负载且能实现局部材料更换,延长在线烤包器使用寿命,降低烤包器包盖更换作业劳动强度,确保生产稳定运行。
5.为实现本实用新型的目的,本实用新型通过以下技术方案实现:一种新型烤包器包盖,包括盖体和挡火板,所述盖体外圈的下方设有挡火板,且挡火板内侧位置处的盖体内部设有填充槽,所述填充槽内安装有不锈钢管,且不锈钢管设有长短不同的多组,所述填充槽的内部填充有锆质棉层,且锆质棉层由多组锆质棉块组成,所述锆质棉块的中心穿有插孔,所述不锈钢管穿过所述插孔,所述锆质棉层通过不锈钢管固定在填充槽的内部,所述盖体的顶部设有隔热板,所述盖体和隔热板的中心位置处贯通有烧嘴孔,所述隔热板的上方设有加强筋。
6.进一步改进在于:所述加强筋至少设有两组,且加强筋呈t型。
7.进一步改进在于:所述挡火板为厚度10mm的钢板。
8.进一步改进在于:所述挡火板和盖体的外侧之间设有三角筋,所述三角筋围绕盖体的圆心等距设有多组。
9.进一步改进在于:所述不锈钢管的两端与填充槽的内壁焊接固定。
10.进一步改进在于:所述不锈钢管上安装有卡板,且卡板上设有与不锈钢管相适配的弧形卡槽,所述卡板的上端与填充槽内部的上方焊接固定。
11.进一步改进在于:所述挡火板与盖体一体成型,所述三角筋的内侧与挡火板、盖体焊接固定。
12.进一步改进在于:所述盖体外圆的直径比钢水罐上口罐口直径大350
‑
450mm。
13.本实用新型的有益效果为:本实用新型将盖体内衬材料由打结料改为锆质棉层,通过锆质棉块成组紧贴安装,减轻烤包器载重,锆质棉层安装后使用不锈钢管穿引形成整体,能够提高使用寿命,避免内侧材料脱落而影响生产,确保完整性亦可实现局部组块更换,利于周转使用,延长使用周期,节约备件消耗成本,提高企业经济效益,且盖体的直径大于钢水罐罐口直径,确保烤包器与钢水罐遮盖均匀,保证烘烤热量,避免热量损失,确保每烘烤时间升温效果,节能降耗,缩短烘烤时间。
附图说明
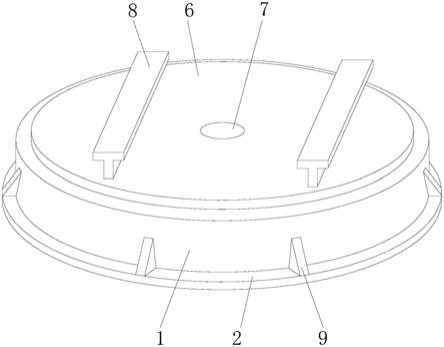
14.图1为本实用新型的主视图;
15.图2为本实用新型的填充槽示意图;
16.图3为本实用新型的底部示意图;
17.图4为本实用新型的不锈钢管示意图;
18.图5为本实用新型的卡板示意图。
19.其中:1、盖体;2、挡火板;3、填充槽;4、不锈钢管;5、锆质棉层;6、隔热板;7、烧嘴孔;8、加强筋;9、三角筋;10、卡板;11、弧形卡槽。
具体实施方式
20.为了加深对本实用新型的理解,下面将结合实施例对本实用新型做进一步详述,本实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
21.根据图1、2、3、4、5所示,本实施例提出了一种新型烤包器包盖,包括盖体1和挡火板2,所述盖体1外圈的下方设有挡火板2,且挡火板2内侧位置处的盖体1内部设有填充槽3,所述填充槽3内安装有不锈钢管4,且不锈钢管4设有长短不同的多组,所述填充槽3的内部填充有锆质棉层5,且锆质棉层5由多组锆质棉块组成,所述锆质棉块的中心穿有插孔,所述不锈钢管4穿过所述插孔,所述锆质棉层5通过不锈钢管4固定在填充槽3的内部,通过锆质棉块成组紧贴安装,减轻烤包器载重,锆质棉层5安装后使用不锈钢管4穿引形成整体,能够提高使用寿命,避免内侧材料脱落而影响生产,所述盖体1的顶部设有隔热板6,所述盖体1和隔热板6的中心位置处贯通有烧嘴孔7,所述隔热板的上方设有加强筋8。
22.所述加强筋8设有两组,且加强筋8呈t型。
23.所述挡火板2为厚度10mm的钢板。
24.所述挡火板2和盖体1的外侧之间设有三角筋9,所述三角筋9围绕盖体1的圆心等距设有多组。保证其刚性。
25.所述不锈钢管4的两端与填充槽3的内壁焊接固定。
26.所述不锈钢管4上安装有卡板10,且卡板10上设有与不锈钢管4相适配的弧形卡槽11,所述卡板10的上端与填充槽3内部的上方焊接固定。
27.所述挡火板2与盖体1一体成型,所述三角筋9的内侧与挡火板2、盖体1焊接固定。
28.所述盖体1外圆的直径比钢水罐上口罐口直径大400mm。确保烤包器与钢水罐遮盖均匀,保证烘烤热量,避免热量损失,确保每烘烤时间升温效果。
29.使用时,盖体外圆尺寸比钢水罐上口罐口直径大400mm,满足钢水罐烘烤时定位偏差要求,外圆增加一圈挡火板2,挡火板2使用10mm钢板制成,安装在包盖外圆,且每隔500mm加装三角筋9,保证其刚性。填充槽3内侧高度为160mm,内侧使用锆质棉层5填充,单块锆质棉块的尺寸为180mm*180mm*20mm,锆质棉层5可适当压缩填充,每组锆质棉块中心钻有插孔,使用不锈钢管4对称穿引,不锈钢管4规格为φ16*4mm;不锈钢管4两端与填充槽侧壁钢板焊接固定,根据每组不锈钢管4的长度,每间隔500mm焊接卡板10,卡板10焊接固定在填充槽3内,安装稳固,防止内侧材料脱落而影响生产,局部更换时,只需锯开不锈钢管4的焊接,取下需要更换的锆质棉块,换新后将不锈钢管4重新焊接固定即可,无需将锆质棉层5整体更换,更加方便。
30.该新型烤包器包盖将盖体1内衬材料由打结料改为锆质棉层5,通过锆质棉块成组紧贴安装,减轻烤包器载重,锆质棉层5安装后使用不锈钢管4穿引形成整体,能够提高使用寿命,避免内侧材料脱落而影响生产,确保完整性亦可实现局部组块更换,利于周转使用,延长使用周期,节约备件消耗成本,提高企业经济效益,且盖体1的直径大于钢水罐罐口直径,确保烤包器与钢水罐遮盖均匀,保证烘烤热量,避免热量损失,确保每烘烤时间升温效果,节能降耗,缩短烘烤时间。
31.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1