一种用于片状工件的研磨夹具及其研磨装置的制作方法
1.本技术属于机械加工技术领域,特指一种用于片状工件的研磨夹具及其研磨装置。
背景技术:
2.研磨是一种重要的精密机械加工工艺,目前在我国的量具、仪器、机床、航空以及汽车零部件等各行业的制造、装配和修理工作中应用非常广泛。研磨过程中,利用磨具与磨料的相对运动,从工件表面去掉一层极薄的金属,从而使金属表面达到较高的尺寸精度、较小的表面粗糙度和几何误差。由于平面研磨具有加工成本低、表面质量好、加工效率高等优点,因而在批量生产中得到推广和应用,成为生产加工中的一种重要技术。在平面研磨过程中,磨具的设计、磨料的特性、研磨液配比、磨盘平面度、旋转速度、顶盘压力以及现场环境等因素,对产品研磨表面质量都有影响,而研磨面的好坏将直接影响产品的质量、性能以及成本,因而研究开发更适用于一种低平面度产品的研磨设备及工艺,旨在提高企业产品表面质量、提高研磨效率,促进企业经济发展,具有重要意义。
3.如图1所示的片状工件产品,需先经过对工件外侧轮廓进行抛光,抛光完成后,再转至研磨工序。其中,该工件上具有在实际应用中安装到载体上的开孔,加工要求是对工件的上下表面或上下表面中的任意一面进行研磨处理,并降低该工件的被加工面的平面度,以达到加工目的。
4.因此,工件在研磨过程中的装夹固定尤为重要,如有偏差将影响产品成型的质量,需要专用的夹具与配套的研磨装置配合,才能达到加工目的。
技术实现要素:
5.本技术实施例的目的在于提供一种研磨夹具及其研磨装置,针对低平面度加工要求的上述片状工件进行装夹及研磨加工,有效地确保加工质量。
6.为实现上述目的,本技术提供一种用于片状工件的研磨夹具,所述工件上具有开孔,所述研磨夹具包括同轴对齐的压板和固定板,所述固定板包括与所述压板连接的上端面和与研磨设备作研磨配合的下端面,所述固定板上设有用以固定工件的定位销,所述固定板的下端面开设有供所述定位销插接的安装槽;所述定位销的一端与工件上的开孔过盈配合地插接固定,所述定位销的另一端插入所述固定板的安装槽内,以将工件固定在固定板的下端面上。让工件的被加工面朝向研磨设备,以便作低平面度的研磨处理。
7.对所述研磨夹具的结构作改进,所述压板上具有多个贯通压板的第一螺孔,所述固定板的上端面上开设有多个固定孔,所述固定孔与所述第一螺孔的位置配合,以便加装紧固件穿过压板上的第一螺孔,并与固定板上的固定孔固定连接,从而将固定板连接于压板的底部。因此,该研磨夹具可根据工件的形状或大小,设置不同形状的固定板,从而适配各种形状或大小尺寸的片状工件,有效地降低夹具的开模成本,提高研磨夹具的适用性能。
8.进一步的,所述压板和所述固定板为直径相同的圆盘,所述固定板的下端面面积
不小于所述工件外围形状形成的面积;所述固定板的下端面上还开设有供手指插入以取出工件的取件槽。首先,固定板的大小设置,有利于将工件收容于固定板的下端面以内进行研磨,避免工件的被加工面以外部位在研磨过程中容易受剐蹭损坏。其次,压板和固定板为直径相同的圆盘状设置,有利于配合研磨装置的研磨盘作运转,以便同时摆放多个研磨夹具进行批量加工,有效地提高与研磨设备的兼容性能;并且,可配合研磨装置上的限位机构,以提高加工效率。其三,该固定板的下端面上开设有取件槽,以便人手指插入快速地取出工件,有效地提高更换工件的操作效率。
9.本技术还提供一种研磨装置,包括工作台和至少一个所述的研磨夹具,所述工作台上设有研磨盘和固定架,所述研磨夹具设置于所述研磨盘上,所述研磨盘旋转以对安装在研磨夹具上的工件作研磨;所述固定架上设有向所述研磨夹具施加配重的压顶组件,所述压顶组件压合在所述研磨夹具上。在实际应用中,该研磨夹具安装于研磨盘上,工件固定于固定板的下端面,使得工件的被加工面朝向研磨盘上,研磨盘启动旋转对工件的被加工面进行研磨。压顶组件压合在研磨夹具上并施以研磨夹具上的配重,以增加夹持于固定板与研磨盘之间的工件的压力,从而提高对工件的研磨效果。
10.对所述压顶组件的结构作改进,所述压顶组件包括气缸、伸缩架以及顶杆,所述气缸设置于所述固定架上,所述气缸设有驱动所述伸缩架上下位移的驱动轴,所述驱动轴与所述伸缩架连接;所述顶杆与所述伸缩架相连接,并延伸至所述研磨夹具上;所述顶杆的端部设有压块,所述研磨夹具的压板上设有供所述压块嵌入的定位槽;所述气缸驱动所述伸缩架下移,并带动所述顶杆端部的压块下移至所述定位槽内。当卸载工件时,可启动气缸将伸缩架提起,并同时带动顶杆将压块从研磨夹具上移除,以便取出研磨夹具进行工件的更换操作。其中,该压块具有预设的配重量,可根据不同工件的加工要求,更换不同配重量的压块,以提高施以研磨夹具上的压力。
11.进一步的,所述伸缩架包括伸缩杆、连接盘以及与所述顶杆连接的连接耳,所述连接盘的中心设有与所述驱动轴连接的连接头,所述伸缩杆连接于所述固定架与所述连接盘之间,并随所述气缸的驱动而作伸缩运动,以使所述伸缩架在所述固定架中上下位移。其中,该伸缩杆可优选为相套接的内外杆伸缩结构,在气缸驱动连接盘位移时,该伸缩杆随连接盘的上下位移而作伸缩运动,从而调节整个伸缩架的位移高度。让顶杆在伸缩架的带动下,将压块放置于研磨夹具上或从研磨夹具上移开,有效地配合对工件的装夹及更换操作。
12.对所述压顶组件的调节结构作改进,所述研磨装置包括至少三个所述研磨夹具,所述压顶组件设有与所述研磨夹具数量相同的所述顶杆,所述连接耳与所述顶杆的数量相同设置,且分别连接于所述连接盘的外周;所述连接盘上设有用以调节所述连接耳的连接位置的第一长条孔,所述连接耳的一端设有与所述第一长条孔穿接固定的固定轴,所述连接耳的另一端向外水平延伸;所述连接耳上还具有用以调节所述顶杆的水平位置的第二长条孔,所述顶杆与所述连接耳连接的连接端上设有螺母,所述顶杆的连接端具有与所述螺母配合的固定螺纹,所述顶杆的连接端穿过所述第二长条孔与所述螺母固定。一方面,利用连接盘上的第一长条孔对连接耳的安装位置作微调;另一方面,利用连接耳上的第二长条孔对顶杆的水平位置作调节。在实际应用中,可通过上述两方面的调节配合,以适配研磨夹具的工作位置,有效地提高研磨装置的适用性能。
13.进一步的,所述顶杆与所述压块之间还设有高度调节组件,所述高度调节组件包
括套筒和套接于所述套筒内的定位柱,所述定位柱与所述顶杆连接,所述定位柱上开设有多个不同高度的调节孔;所述套筒上具有位于套筒侧部的定位孔和位于套筒底部的连接孔,所述套筒上设有连接轴和第一定位轴,所述第一定位轴插入所述定位孔,并选择性地与所述定位柱上的调节孔套接固定;所述压块上设有第二螺孔,所述连接轴从所述连接孔中穿出,并与所述压块的第二螺孔固定连接。该定位柱上具有多个调节孔,让套筒上的第一定位轴可选择性地穿接固定,从而对压块与研磨夹具之间的距离作微调。利用高度调节组件作调整,既能够适配研磨夹具的厚度,又能根据施以研磨夹具上的配重压力作微调,有效地提高研磨装置的调节性能。
14.对所述工作台的结构作改进,所述工作台上还设有控制面板、研磨液输出装置以及与所述研磨夹具数量相同的限位组件,所述限位组件围绕所述研磨盘的外周设置,以限制所述研磨夹具的工作位置;所述控制面板与所述研磨盘电性连接;所述研磨液输出装置设有输液架和输液管,所述输液架延伸至所述研磨盘的上方;所述输液管设置于所述输液架上,且所述输液管的出液口朝向所述研磨盘的中心。让从输液管输出的研磨液位于研磨盘的中心,并随研磨盘的旋转而扩散覆盖至整个研磨盘上,有效地提高研磨液覆盖的均匀性及节省了研磨液的用量。其中,该控制面板用以对研磨盘作启停控制和对研磨盘的旋转参数进行设置。该研磨液输出装置用以向研磨盘上输出研磨液作启停控制和对研磨液的输出参数进行设置。
15.进一步的,所述限位组件包括固定座和设于所述固定座上的限位架,所述限位架包括相连接的限位条和连接条,所述限位条的两端分别设有与所述研磨夹具的外周抵触的滚轮;所述固定座包括连接台和竖杆,所述连接台上设有位于连接台顶部的第二定位轴和位于连接台侧部的第三定位轴,所述连接条设置于所述连接台上,且所述连接条上开设有用以调节所述限位条与所述研磨夹具之间距离的第三长条孔,所述第二定位轴与所述第三长条孔穿接固定;所述竖杆上开设有用以调节所述限位架高度的第四长条孔,所述第三定位轴与所述第四长条孔穿接固定。在研磨盘的旋转过程中,研磨盘上的研磨夹具的位置会随研磨盘的旋转而位移。为了确保研磨效果,需要在研磨过程中限定研磨夹具的工作位置。为此,在工作台上设有对研磨夹具作限位的限位组件,该限位组件包括限位架和固定座,限位架的限位条可优选为与研磨夹具外周轮廓配合的弧形条,并利用限位条两端的滚轮与研磨夹具的外周抵触,结合上方压顶组件的压合作用和研磨夹具的圆盘状设置,以使研磨夹具在研磨过程中维持在原位置上自转,从而限定研磨夹具的工作位置。其中,该限位架与研磨夹具之间的距离,以及限位架上滚轮与研磨夹具的外周能否稳定接触,对于限制研磨夹具的位置尤为重要。为此,该固定座包括连接台和竖杆,所述连接台上的第二定位轴和第三定位轴,分别与连接条上的第三长条孔和竖杆上的第四长条孔穿接固定。因此,可配合研磨夹具的厚度及其安装在研磨盘上的工作位置,调节限位架的高度以及限位架与研磨夹具之间的距离,有效地提高工作台的调节性能。
16.本技术提供的研磨夹具及研磨装置的有益效果在于:与现有技术相比,针对具有开孔的片状工件,利用研磨夹具对该片状工件作相应的装夹固定,让工件可平整地固定在研磨夹具上,并使得工件的被加工面位于研磨夹具的下端面上,有利于研磨夹具安装至研磨装置上进行研磨。另外,该研磨装置上具有向研磨夹具上施以配重压力的压顶组件,利用压顶组件调节研磨夹具与研磨盘之间对工件的压力,让工件的被加工面与研磨盘表面平整
地抵触下研磨,有效地降低该工件的被加工面的平面度,进而提高对工件的研磨质量。
附图说明
17.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
18.图1为本技术实施例提供的片状工件立体结构示意图;
19.图2为本技术实施例提供的研磨装置立体结构示意图一;
20.图3为本技术实施例提供的研磨夹具的爆炸结构图一;
21.图4为本技术实施例提供的研磨夹具的爆炸结构图二;
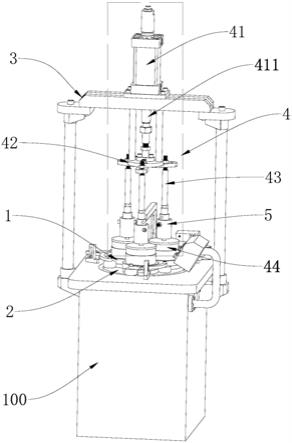
22.图5为本技术实施例提供的研磨装置立体结构示意图二。
23.图6为本技术实施例提供的压顶组件部分结构示意图一;
24.图7为本技术实施例提供的压顶组件部分结构示意图二;
25.图8为本技术实施例提供的顶杆、高度调节组件以及压块的组装结构图;
26.图9为本技术实施例提供的套筒立体结构示意图;
27.图10为本技术实施例提供的工作台立体结构示意图一;
28.图11为本技术实施例提供的工作台立体结构示意图二;
29.图12为本技术实施例提供的工作台俯视图;
30.图13为本技术实施例提供的工作台中研磨盘上的局部结构示意图。
31.其中,图中各附图标记:
32.100-工作台;200-工件;201-开孔;
33.1-研磨夹具;11-压板;111-第一螺孔;112-定位槽;12-固定板;121-定位销;122-安装槽;123-固定孔;124-取件槽;
34.2-研磨盘;3-固定架;
35.4-压顶组件;41-气缸;411-驱动轴;42-伸缩架;43-顶杆;430-固定螺纹;431-螺母;44-压块;441-第二螺孔;45-连接盘;451-连接头;452-第一长条孔;46-连接耳;461-固定轴;462-第二长条孔;47-伸缩杆;
36.5-高度调节组件;51-定位柱;511-调节孔;52-套筒;521-定位孔;522-连接孔;523-连接轴;524-第一定位轴;
37.6-控制面板;7-研磨液输出装置;71-输液架;72-输液管;721-出液口;
38.8-限位组件;81-固定座;811-连接台;812-竖杆;813-第二定位轴;814-第三定位轴;815-第四长条孔;82-限位架;821-限位条;822-连接条;823-滚轮;824-第三长条孔。
具体实施方式
39.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
40.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另
一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
41.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
42.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.现对本技术实施例提供的研磨夹具及研磨装置进行说明。请一并参阅图1及图2,该研磨装置包括工作台100和至少一个研磨夹具1,工作台100上设有研磨盘2和固定架3,研磨夹具1设置于研磨盘2上,研磨盘2旋转以对安装在研磨夹具1上的工件200作研磨。固定架3上设有向研磨夹具1施加配重的压顶组件4,压顶组件4压合在研磨夹具1上,以增加夹持于研磨夹具1与研磨盘2之间的工件200的压力。
44.请一并参阅图3及图4,研磨夹具1上设有工件200,该工件200为片状产品,工件200的两端具有开孔201,该开孔201是工件200安装到载体上的安装孔。该研磨夹具1包括同轴对齐的压板11和固定板12,该固定板12包括与压板11连接的上端面和与研磨盘2作研磨配合的下端面,固定板12上设有与工件200的开孔201数量相同的定位销121,固定板12的下端面开设有供定位销121插接的安装槽122,所述安装槽122的开设数量与该定位销121的数量相同。定位销121的一端与工件200上的开孔201过盈配合地插接固定,定位销121的另一端插入固定板12的安装槽122内,以将工件200固定在固定板12的下端面上。其中,固定板12上的安装槽122可根据工件200上开孔201的设置位置而开设,该定位销121也可以根据工件200的开孔201的形状而调整,以使定位销121可过盈配合地穿接于工件200的开孔201上,并插接于固定板12的安装槽122中,从而将工件200平整地固定在固定板12上。另外,可根据固定板12的下端面面积设置两个或两个以上的工件200,以使多个工件200可并排固定于固定板12的下端面上,以实现批量加工。让工件200的被加工面朝向研磨盘2,以便进行低平面度的研磨处理。当对工件200的一面研磨处理完成后,还可以翻转工件200固定在该固定板12上,让工件200的另一面作为被加工面进行研磨处理,以达到对工件的双面研磨目的。
45.本技术提供的研磨夹具1及研磨装置与现有技术相比,针对具有开孔201的片状工件200,利用研磨夹具1对该片状工件200作相应的装夹固定,让工件200可平整地固定在研磨夹具1上,并使得工件200的被加工面位于研磨夹具1的下端面上,以便研磨装置的研磨盘2对工件200的被加工面进行研磨。在实际应用中,该研磨夹具1安装于研磨盘2上,工件200固定于固定板12的下端面,以使工件200的被加工面朝向研磨盘2,研磨盘2旋转对工件200的被加工面进行研磨。压顶组件4压合在研磨夹具1上并施以研磨夹具1上的配重,以增加夹持于固定板12与研磨盘2之间的工件200的压力。让工件200的被加工面与研磨盘2表面平整地抵触下进行研磨,有效地降低工件200的被加工面的平面度,提高对工件200的研磨质量。
46.在本技术的另一实施例中,对该研磨夹具1的结构作优化,请一并参阅图3及图4,压板11上具有多个贯通压板11的第一螺孔111,固定板12的上端面上开设有多个固定孔
123,固定孔123与第一螺孔111的位置配合,以便加装紧固件如螺钉等,穿过该压板11上的第一螺孔111与固定板12上的固定孔123固定连接,从而将固定板12连接于压板11的底部。因此,该研磨夹具1可根据工件200的形状或大小,设置不同形状的固定板12,从而适配各种形状或大小尺寸的片状工件200,有效地降低夹具的开模成本,提高研磨夹具1的适用性能。
47.其中,固定板12的下端面面积不小于该工件200外围形状形成的面积,有利于将工件200收容于固定板12的下端面以内进行研磨,避免工件200的被加工面以外部位在研磨过程中容易受剐蹭损坏。
48.另外,压板11和固定板12优选为直径相同的圆盘,有利于配合研磨装置的研磨盘2作运转,以便同时摆放多个研磨夹具1进行批量加工,有效地提高与研磨设备的兼容性能及加工效率;并且,可配合研磨装置上的限位机构,以提高加工效率。
49.请参阅图4,固定板12的下端面上还开设有供手指插入以取出工件200的取件槽124,以便人手指插入快速地取出工件200,有效地提高更换工件200的操作效率。
50.在本技术的另一实施例中,对压顶组件4的结构作优化,请一并参阅图2及图5,压顶组件4包括气缸41、伸缩架42以及顶杆43,气缸41设置于固定架3上,气缸41上设有驱动伸缩架42上下位移的驱动轴411,驱动轴411与伸缩架42连接;顶杆43与伸缩架42相连接,并延伸至研磨夹具1上;顶杆43的端部设有压块44,研磨夹具1的压板11上设有供压块44嵌入的定位槽112。气缸41驱动伸缩架42下移,并带动顶杆43端部的压块44下移至该定位槽112内。当卸载工件200时,可启动气缸41将伸缩架42提起,并同时带动顶杆43将压块44从研磨夹具1上移除,以便取出研磨夹具1进行工件200的更换操作。其中,该压块44具有预设的配重量,可根据不同工件200的加工要求,更换不同配重量的压块44,以提高施以研磨夹具1上的压力。
51.请一并参阅图5及图6,伸缩架42包括连接盘45、连接耳46以及伸缩杆47,连接盘45的中心设有与驱动轴411连接的连接头451,连接耳46连接于连接盘45的外周,并与顶杆43连接。伸缩杆47连接于固定架3与连接盘45之间,并随气缸41的驱动而作伸缩运动,以使伸缩架42在固定架3中上下位移。其中,该伸缩杆47可优选为相套接的内外杆伸缩结构,在气缸41驱动连接盘45位移时,该伸缩杆47随连接盘45的上下位移而作伸缩运动,从而调节整个伸缩架42的位移高度。让顶杆43在伸缩架42的带动下,将压块44放置于研磨夹具1上或从研磨夹具1上移开,有效地配合对工件200的装夹及更换操作。
52.在本技术的另一实施例中,对压顶组件4的调节结构作优化,请一并参阅图6及图7,研磨装置包括至少三个研磨夹具1,压顶组件4设有与研磨夹具1数量相同的顶杆43,连接耳46与顶杆43的数量相同设置,且分别连接于连接盘45的外周。一方面,连接盘45上设有用以调节连接耳46的连接位置的第一长条孔452,连接耳46的一端设有与第一长条孔452穿接固定的固定轴461,以对连接耳46的安装位置作微调,连接耳46的另一端向外水平延伸。另一方面,连接耳46上还具有用以调节顶杆43的水平位置的第二长条孔462,顶杆43与连接耳46连接的连接端上设有螺母431,顶杆43的连接端具有固定螺纹430,顶杆43的连接端穿过第二长条孔462与螺母431固定。上述两方面的结合调节,以适配研磨夹具1的工作位置,有效地提高研磨装置的适用性能。
53.请一并参阅图5、图8及图9,顶杆43与压块44之间还设有高度调节组件5,高度调节组件5包括定位柱51和套筒52,定位柱51套接于套筒52内并与顶杆43连接,定位柱51上开设
有多个不同高度的调节孔511;套筒52上具有位于套筒52侧部的定位孔521和位于套筒52底部的连接孔522,套筒52上设有连接轴523和第一定位轴524,第一定位轴524插入该定位孔521中,并选择性地与定位柱51上的调节孔511套接固定;压块44上设有第二螺孔441,连接轴523从连接孔522中穿出,并与压块44的第二螺孔441固定连接。其中,该定位柱51上具有多个调节孔511,让套筒52上的第一定位轴524可选择性地穿接固定,从而对压块44与研磨夹具1之间的距离作微调。利用高度调节组件5作调整,既能够适配研磨夹具1的厚度,又能根据施以研磨夹具1上的配重压力作微调,有效地提高研磨装置的调节性能。
54.在本技术的另一实施例中,对工作台100的结构作优化,请参阅图10,工作台100上还设有控制面板6、研磨液输出装置7以及与研磨夹具1数量相同的限位组件8。该控制面板6与研磨盘2电性连接,并用以对研磨盘2作启停控制和对研磨盘2的旋转参数进行设置。
55.其中,该研磨液输出装置7用以向研磨盘2上输出研磨液作启停控制和对研磨液的输出参数进行设置。该研磨液输出装置7设有输液架71和输液管72,输液架71延伸至研磨盘2的上方;输液管72设置于输液架71上,且输液管72的出液口721朝向研磨盘2的中心。让从输液管72输出的研磨液位于研磨盘2的中心,并随研磨盘2的旋转而扩散覆盖至整个研磨盘2上,有效地提高研磨液覆盖的均匀性,以及节省了研磨液的用量。
56.在研磨盘2的旋转过程中,研磨盘2上的研磨夹具1的位置会随研磨盘2的旋转而位移。为了确保研磨效果,需要在研磨过程中限定研磨夹具1的工作位置。为此,请一并参阅图10、图11及图12,在工作台100上设有对研磨夹具1作限位的限位组件8,该限位组件8围绕研磨盘2的外周设置,以限制研磨夹具1的工作位置。该限位组件8包括固定座81和设于固定座81上的限位架82,限位架82包括相连接的限位条821和连接条822,限位条821可优选为与研磨夹具1外周轮廓配合的弧形条,限位条821的两端分别设有与研磨夹具1的外周抵触的滚轮823。利用滚轮823与研磨夹具1的外周抵触,结合上方压顶组件4的压合作用和研磨夹具1的圆盘状设置,以使研磨夹具1在研磨过程中维持在原位置上自转,从而限定研磨夹具1的工作位置。
57.其中,该限位架82与研磨夹具1之间的距离,以及限位架82上滚轮823与研磨夹具1的外周能否稳定接触,对于限制研磨夹具1的位置尤为重要。为此,请一并参阅图11、图12及图13,该固定座81包括连接台811和竖杆812,连接台811上设有位于连接台811顶部的第二定位轴813和位于连接台811侧部的第三定位轴814。该连接条822设置于连接台811上,且连接条822上开设有第三长条孔824,该第二定位轴813与所述第三长条孔824穿接固定,并以第三长条孔824与第二定位轴813的固定位置,调节限位条821与研磨夹具1之间的距离。该竖杆812上开设有第四长条孔815,第三定位轴814与第四长条孔815穿接固定,以调节限位架82的高度。为此,可配合研磨夹具1的厚度及其安装在研磨盘2上的工作位置,调节限位架82的高度以及限位架82与研磨夹具1之间的距离,有效地提高工作台100的调节性能。
58.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1