PECVD镀膜载板的制作方法
pecvd镀膜载板
技术领域
1.本实用新型涉及光伏产品的工艺设备技术领域,特别是涉及一种pecvd镀膜载板。
背景技术:
2.现有的用于生产异质结电池(hjt)的pecvd镀膜载板通常在石墨板或碳纤维复合板上通过机械加工形成凹槽,凹槽侧壁对待镀膜件形成限位;另外在二级凹槽内设置通气孔和一定数量支撑点,结构复杂,加工过程繁琐,载板生产成本较高;而且容易出现由于加工精度不高或使用过程中热应力导致待镀膜件接触台阶面不平整,造成待镀膜件边缘与载板贴合不紧密,镀膜时待镀膜件边角容易产生绕镀,导致hjt电池el图像出现边角发黑的现象,严重时会导致边缘漏电,影响产品良率。
技术实现要素:
3.有鉴于此,有必要提供一种对待镀膜件的承载以及限位更稳固,结构更简单,生产成本更低的pecvd镀膜载板。
4.为实现上述目的,本实用新型提供的技术方案如下:
5.一种pecvd镀膜载板,包括载板本体以及限位件,所述载板本体的表面上具有承载待镀膜件的承载区,所述限位件设于所述载板本体具有承载区的表面并临近所述承载区设置,且所述限位件突出于所述载板本体的表面,以限位所述承载区上的待镀膜件。
6.可以理解的是,目前镀膜载板内通常开设两层凹槽,两凹槽之间形成台阶面,通过台阶面对待镀膜件进行限位,从而对台阶面的加工精度要求较高,以确保台阶面平整才能够防止待镀膜件的下表面划伤,另外台阶面易受热应力影响而发生翘曲,进而导致待镀膜件边缘与载板贴合不紧密,出现绕镀现象,影响待镀膜件质量;而本技术通过在载板本体上设置限位件对晶片进行限位的方式,对限位件的加工精度无要求,且限位件结构简单,加工方便;直接通过载板表面直接支撑待镀膜件,整片载板也不易出现平面翘曲的问题,避免出现绕镀现象;另外,通过在待镀膜件承载区开设通气槽,空气通过通气槽溢散,能防止待镀膜件放置时下方空气形成气垫导致待镀膜件漂移,从而减少待镀膜件底面划伤,且通气槽结构简单,大幅降低加工难度以及加工成本。
7.在其中一个实施例中,所述待镀膜件放置于所述承载区上时,所述通气槽的一部分被所述待镀膜件覆盖,所述通气槽的另一部分与外部大气连通。
8.在其中一个实施例中,所述通气槽贯穿所述承载区。
9.在其中一个实施例中,所述承载区上设置多条所述通气槽。
10.在其中一个实施例中,多条所述通气槽交叉排布。
11.在其中一个实施例中,所述限位件的数量为多个,每个所述承载区的周侧均设置有所述限位件。
12.在其中一个实施例中,所述载板本体上具有多个承载区,相邻的两个所述承载区之间设有至少一个所述限位件,且相邻的两个所述承载区能够共用两者之间的所述限位
件。
13.在其中一个实施例中,所述限位件与所述载板本体设置为一体式结构。
14.在其中一个实施例中,所述限位件朝向待镀膜件的一侧面为限位面,且所述限位面为平面或者曲面。
15.可以理解的是,在放置或取出待镀膜件时,限位面为曲面可避免划伤待镀膜件。
16.在其中一个实施例中,所述平面为斜面,且从所述限位件靠近所述载板本体的一侧至所述远离所述载板本体一侧,所述斜面相对垂直所述载板本体的表面的方向倾斜。
17.可以理解的是,斜面靠近载板本体的表面的部分可与待镀膜件直接接触限位,提高对待镀膜件的限位稳定性,且待镀膜件可沿着斜面安装到承载区内,降低待镀膜件安装难度。
18.上述技术方案相比于现有技术的有益效果是:
19.本技术通过在载板本体上设置限位件对待镀膜件的侧面进行限位,对限位件的加工精度无要求,且限位件结构简单,加工方便;直接通过载板表面直接支撑待镀膜件,整片载板也不易出现平面翘曲的问题,以使得待镀膜件底面与载板表面紧密贴合,解决出现绕镀现象的隐患;另外,通过在待镀膜件承载区开设通气槽,空气通过通气槽溢散,能防止待镀膜件放置时待镀膜件下方与承载区的表面之间的空气形成气垫导致待镀膜件漂移,从而减少待镀膜件底面划伤,且通气槽结构简单,从而pecvd镀膜载板整体结构简单,加工难度低,大幅降低加工难度以及加工成本。
附图说明
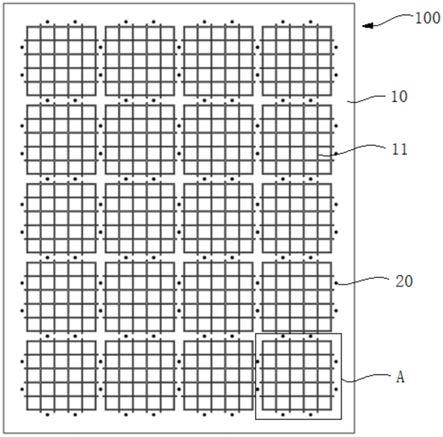
20.图1为本实用新型其中一个实施例中pecvd镀膜载板的示意图;
21.图2为图1中的a处局部放大图;
22.图3为本实用新型其中一个实施例中承载区剖视图;
23.图4为本实用新型其中一个实施例中承载区剖视图;
24.图5为本实用新型其中一个实施例中承载区剖视图。
25.图中,100、pecvd镀膜载板;10、载板本体;11、承载区;12、通气槽;20、限位件;21、限位面。
具体实施方式
26.下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
27.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
28.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为
了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
29.如图1-5所示,本实用新型提供一种pecvd镀膜载板100,pecvd指的是等离子体增强化学的气相沉积法,借助微波或射频等使含有薄膜成分原子的气体电离,在局部形成等离子体,而等离子体化学活性很强,很容易发生反应,在待镀膜件上沉积出薄膜,完成待镀膜件镀膜。当前pecvd镀膜载板100是镀膜工序中的一个装载工具,其作用是用于承载待镀膜的基片,基片通常为硅片,当然也可以是其他待镀膜件,此处不做限制。
30.如图1所示,本实用新型提供一种pecvd镀膜载板100,包括载板本体10以及限位件20,载板本体10的表面上具有承载待镀膜件(图中未示出)的承载区11,限位件20设于载板本体10具有承载区11的表面并临近承载区11设置,且限位件20突出于载板本体10的表面,以限位承载区11上的待镀膜件;承载区11上开设有通气槽12,从而在安装待镀膜件时,待镀膜件与承载区11表面之间的空气能够从通气槽12流通至外部大气中或空气能够收容于通气槽内,从而避免待镀膜件的下方空气形成气垫导致待镀膜件漂移,防止待镀膜件底面划伤。
31.现有技术中,通常镀膜载板内开设两层凹槽,两凹槽之间形成台阶面,通过台阶面对待镀膜件进行限位,然而对台阶面的加工精度要求较高,以确保台阶面平整,另外台阶面易受热应力影响而发生翘曲,进而导致待镀膜件边缘与载板贴合不紧密,出现绕镀现象,影响待镀膜件质量。
32.而本技术通过在载板本体10上设置限位件20,限位件20对待镀膜件的周侧进行限位,防止待镀膜件脱离承载区11,本技术对限位件20的加工精度无要求,且限位件20结构简单,加工方便;另外通过载板表面直接支撑待镀膜件,整片载板也不易出现平面翘曲的问题,防止出现绕镀现象;并且,通过在待镀膜件承载区11开设通气槽12,空气通过通气槽12溢散,能防止待镀膜件放置时下方空气形成气垫导致待镀膜件漂移,从而减少待镀膜件底面划伤,且通气槽12结构简单,大幅降低加工难度以及加工成本。
33.进一步地,待镀膜件放置于承载区11上时,通气槽12的一部分被待镀膜件覆盖,通气槽12的另一部分与外部大气连通,以使得待镀膜件与承载区11表面之间的空气能够从通气槽12流通至外部大气中,从而避免待镀膜件的下方空气形成气垫导致待镀膜件漂移,防止待镀膜件底面划伤。
34.优选的,通气槽12贯穿承载区11,即待镀膜件放置于承载区11上时,通气槽12的中部能够被待镀膜件覆盖,而通气槽12的两端未被待镀膜件覆盖,从而待镀膜件与承载区11表面之间的空气能够从通气槽12的两端溢出,提高排气的速度。装配待镀膜件时,待镀膜件底面与承载区11的表面之间的空气通过通气槽12排出,避免空气在待镀膜件下方形成气垫。当然在其他实施例中,通气槽12也可以不贯穿承载区11,即通气槽的一端能够被待镀膜件覆盖,另一端露出待镀膜件外且与外部大气连通。
35.进一步地,参阅图2,承载区11上设置多条通气槽12,提高排气的速度。
36.作为优选的,参阅图2,多条通气槽12交叉排布,且交叉的通气槽相互连通,增大空气流通的面积以及路径,安装待镀膜件时空气能够快速从多个通气槽12溢出,提高排气效率,以及提高排气均匀性,避免局部排气过慢而导致待镀膜件漂移。当然在其他实施例中,通气槽12也可以不交叉设置。
37.进一步地,限位件20的数量为多个,每个承载区11的周侧均设置有限位件20。具体的,若待镀膜件为矩形时,对应的承载区11也为矩形,需设置至少四个限位件20,四个限位件20分别设置于承载区11的四周,以限制待镀膜件移动,防止待镀膜件偏离承载区11;若待镀膜件为圆形时,至少需设置三个限位件20,三个限位件20沿圆形的待镀膜件的周向排布呈三角形状,以限制待镀膜件偏移或者脱离承载区11。当然在其他实施例中,对限位件20设置的数量不做限制,只需确保能够实现待镀膜件的稳定限位。
38.作为优选地,载板本体10上具有多个承载区11,相邻的两个承载区11之间可以共用位于两者之间的限位件20,如此,在达到同样的限位效果的前提下,减少整个载板本体10上的限位件设置的数量,降低成本,同时增多载板本体10上的有效承载面积,提高产量。
39.参阅图3-5,限位件20与载板本体10设置为一体式结构。具体的,限位件20可通过在载板本体10上采用掩膜等离子喷涂沉积生成,从而与载板本体10加工形成一体结构,当然,限位件20也可以由氧化钇陶瓷构成,通过陶瓷低温焊接在载板本体10表面上,与载板本体10形成整体;当然在其他实施例中,限位件20与载板本体10也可以为分体式结构,限位件20装配于载板本体10上形成整体。
40.进一步地,参阅图3-5,限位件20朝向待镀膜件的一侧面为限位面21,且限位面21为平面(参阅图3)或者曲面(参阅图5),在放置或取出待镀膜件时,限位面21为曲面可避免划伤待镀膜件。
41.进一步地,参阅图4,限位面21为斜面,且从限位件20靠近载板本体10的一侧至远离载板本体10一侧,斜面相对垂直载板本体10的表面的方向倾斜,从而斜面靠近载板本体10表面的部分可与待镀膜件直接接触限位,提高对待镀膜件的限位稳定性,且斜面对待镀膜件起到导向的作用,待镀膜件可沿着斜面安装到承载区11内,降低待镀膜件安装难度。
42.进一步地,限位件20的具体结构可以是圆柱体、半球体、立方体或圆锥体中的任意一种,或者也可以是其他异型结构,此处不做限制。当限位件20为圆柱体时,圆柱体的轴线也可以不垂直于载板本体10的表面设置,且圆柱体的轴线从靠近载板本体10的表面一侧至远离载板本体10的一侧背向载板本体10倾斜,从而圆柱体朝向待镀膜件的一侧面对待镀膜件起到导向的作用。
43.以上实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
44.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本实用新型要求保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1