一种磨边机的制作方法
1.本实用新型涉及一种板材打磨加工设备,尤其涉及一种磨边机。
背景技术:
2.传统的板材磨边机为非通过式的,板材等工件需停在机器中等待前后两端的砂头打磨完后再送板走,等待时间长,效率低,且需要进行定位精准,成本高;传统采用采用海绵头砂带砂光,其易破损,造成耗材浪费较多;其砂带包在海绵头砂板上,砂带短,易用完,且需要整体更换,更换时间长,成本高,造成停机更换磨料时间的浪费。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种使用方便、效率高、更换磨料快捷的磨边机。
4.一种磨边机,包括机架、对应安装在机架两端的板材传动组,两个板材传动组之间设置有打磨空间,两个板材传动组包括多个规则排列的传动轴,各传动轴经安装在机架上的输送电机驱动同步转动,各传动轴上都安装有能与传动轴同步转动的多个送料轮,在传动轴上方的机架上安装有多根能转动的压料辊,压料辊与送料轮之间形成供板材通过的空间;在机架的上端安装有能前后直线滑动的移动架组件,移动架组件包括两个对应设置且与机架的上端能滑动连接的滑动座、连接在两个滑动座之间的同步轴、至少一安装在机架上端且与对应滑动座相连接的气缸;在两个滑动座的下端安装有横梁,横梁的两端对应安装有经第一同步带相连接的主动轮、从动轮,主动轮经第一电机驱动能正反转动,在横梁上安装有与第一同步带相连接且能沿横梁左右直线移动的前后端打磨装置,在机架的两侧对应安装有侧面打磨装置。
5.进一步地,两个板材传动组上的输送电机与变速箱连接,变速箱经链条与设置在其中一传动轴上的链轮连接,对应设置在各传动轴上的链轮经链条连接实现同步转动。
6.进一步地,在机架的两侧对应安装有多个用于限制板材偏移的靠轮,靠轮的安装高度与输送中的板材的高度相适应。
7.进一步地,前后端打磨装置包括安装在磨盘座上的转轴、对应安装在转轴两端的前磨盘组件和后磨盘组件、安装在转轴与齿同步轮之间的齿同步带、齿同步轮与第二电机的输出轴连接,齿同步轮安装在与横梁能滑动连接的滑动架上,磨盘座与滑动架连接,滑动架与第一同步带连接实现左右直线移动;侧面打磨装置包括固定在电机座上的第三电机、与第三电机的输出轴连接的侧磨盘组件。
8.进一步地,前磨盘组件、后磨盘组件侧磨盘组件都包括圆盘、规则设置在圆盘其中一面上的且呈环形分布的多个插料槽、插入在各个插料槽内且具有柔性的磨料、套设在圆盘上的紧固圈,将各磨料固定。
9.进一步地,磨料每三个为一组,每一组中的三个磨料高度不同且呈阶梯状分布。
10.进一步地,在机架和横梁上安装有滑轨,在两个滑动座和滑动架上安装有滑块,滑
动架经滑块与横梁上的滑轨滑动连接;两个滑动座经滑块对应与设置在机架上的滑轨滑动连接,在机架上端的两侧内壁上对应安装有齿条,在两个滑动座上对应安装有带座轴承、齿轮,同步轴的两端依次与带座轴承、齿轮连接,齿轮对应与齿条啮合。
11.进一步地,在磨盘座的前后两端也对应安装有靠轮。
12.本实用新型的有益效果是:前后端打磨装置通过气缸驱动实现x轴向移动,通过第一同步带实现y轴向移动,实现对板材的前后两端追跟打磨,不需精准定位;通过前后端打磨装置和设置在机架两侧的侧面打磨装置,一次处理完四个侧面的八条边角,能耗低,效果好,成本低,采用通过式设计,送板不停顿,在走板过程中完成所有的打磨抛光工作,工作效率高;磨料采用插拨式,换磨料及维护极其方便,只需掰开o形紧固圈,将旧磨料拨出再插入新的磨料即可,无需更换整个磨盘组件,使用成本低。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
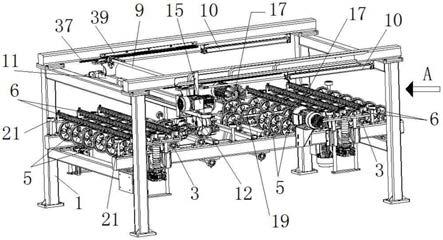
14.图1是本实用新型的立体结构示意图;
15.图2是本实用新型的移动架组件的结构示意图;
16.图3是本实用新型的横梁、第一同步带的拆分结构示意图;
17.图4是本实用新型的前后端打磨装置的拆分结构示意图;
18.图5是本实用新型的机架、板材传动组的拆分结构示意图;
19.图6是本实用新型的侧面打磨装置的结构示意图。
具体实施方式
20.参照图1
‑
图6,一种磨边机,包括机架1、对应安装在机架1两端的板材传动组2,两个板材传动组2之间设置有打磨空间,两个板材传动组2包括多个规则排列的传动轴3,各传动轴3经安装在机架1上的输送电机4驱动同步转动,各传动轴3上都安装有能与传动轴3同步转动的多个送料轮5,在传动轴3上方的机架1上安装有多根能转动的压料辊6,各压料辊6能方便同步升降,不同板厚可一键调整,效率高,操作简单,方便,易维护,送板稳定可靠;压料辊6与送料轮5之间形成供板材通过的空间;在机架1的上端安装有能前后直线滑动的移动架组件7,移动架组件7包括两个对应设置且与机架1的上端能滑动连接的滑动座8、连接在两个滑动座8之间的同步轴9、至少一安装在机架1上端且与对应滑动座8相连接的气缸10;在两个滑动座8的下端安装有横梁11,横梁11的两端对应安装有经第一同步带12相连接的主动轮13、从动轮14,主动轮13经第一电机15驱动能正反转动,在横梁11上安装有与第一同步带12相连接且能沿横梁11左右直线移动的前后端打磨装置16,在机架1的两侧对应安装有侧面打磨装置17。
21.优选地,两个板材传动组2由两个独立的输送电机4驱动,两个板材传动组2上的输送电机4与变速箱18连接,变速箱18可以改变传动比,扩大转矩和转速的作用;变速箱18经链条19与设置在其中一传动轴3一端的链轮20连接,对应设置在各传动轴3中部的链轮20经链条19连接实现同步转动。
22.优选地,在机架1的两侧对应安装有多个用于限制板材偏移的靠轮21,靠轮21的安装高度与输送中的板材的高度相适应,靠轮21与板材料紧贴,并随着板材的移动进行转动,
防止板材跑偏。
23.再参照图4、图6,前后端打磨装置16包括安装在磨盘座29上的转轴22、对应安装在转轴22两端的前磨盘组件23和后磨盘组件24、安装在转轴22与齿同步轮25之间的齿同步带26、齿同步轮25与第二电机27的输出轴连接,齿同步轮25安装在与横梁11能滑动连接的滑动架28上,磨盘座29与滑动架28连接,滑动架28与第一同步带12连接实现左右直线移动;7侧面打磨装置1包括固定在电机座30上的第三电机31、与第三电机31的输出轴连接的侧磨盘组件32,电机座30固定在机架1的内侧。
24.具体的,前磨盘组件23、后磨盘组件24侧磨盘组件32都包括圆盘33、规则设置在圆盘33其中一面上的且呈环形分布的多个插料槽34、插入在各个插料槽34内且具有柔性的磨料35、套设在圆盘33上的紧固圈36,将各磨料35固定,插料槽34的一端延伸到圆盘33的外圆周面上,便于插入;磨料35采用插拨式,换磨料35及维护极其方便,只需掰开o形紧固圈36,将旧磨料35拨出再插入新的磨料35即可,无需更换整个磨盘组件,使用成本低,。
25.优选地,磨料35每三个为一组,每一组中的三个磨料35高度不同且呈阶梯状分布,这样就能更好的与板材接触,避免打磨不全面,打磨效果更好,磨料35由砂布和剑麻条组合而成,砂布固定在剑麻条的一侧;磨料35具有一定柔性,既能有效去除板边的锋利毛刺,使后工序的涂胶辊不受毛刺伤害,又能不伤板体,让板材保持棱角分明,效果优良。
26.进一步地,在机架1和横梁11上安装有滑轨37,在两个滑动座8和滑动架28上安装有滑块38,滑动架28经滑块38与横梁11上的滑轨37滑动连接;两个滑动座8经滑块38对应与设置在机架1上的滑轨37滑动连接,在机架1上端的两侧内壁上对应安装有齿条39,在两个滑动座8上对应安装有带座轴承40、齿轮41,同步轴9的两端依次与带座轴承40、齿轮41连接,齿轮41对应与齿条39啮合。气缸10可以是一个或两个,为了节省成本,可以采用一个;当气缸10驱动滑动座8沿滑轨37滑动时,齿条39带动齿轮41转动,齿轮41同步带动同步轴9转动,使得两个滑动座8同步移动。
27.进一步地,在磨盘座29的前后两端也对应安装有能够转动的靠轮21,限制磨盘座29与板材之间的距离,同时因为靠轮21能转动,所以不会对板材产生较大阻力。本实用新型,送料采用多个送料轮5装于同一根轴上传动,易维护,寿命长,成本低;压料采用压料辊6,可方便同步升降,不同板厚可一键调整,效率高,操作简单,方便,易维护,送板稳定可靠。充分利用在圆盘33上插入具有一定柔性的磨料35后旋转,实现磨料35分别从上往下和从下往上抛,同时处理板侧边的上下两条边角线,实现一个砂头做完一个侧面,工作效率高,成本低,效果好。
28.使用时,板材从a端进入至压料辊6与送料轮5之间形成的供板材通过的空间内,各送料轮5跟着传动轴3旋转带动板材前行,压料辊6限制板材上下移动,设在机架1两侧的靠轮21保证板材直行,板才直行的过程中,设置在机架1两侧的两个7侧面打磨装置1上的磨料35对板材的侧边进行打磨处理,当板材直行至前后端打磨装置16的打磨空间时,前磨盘组件23上的磨料35对板材的前端进行打磨处理;当板材移动预定位置时,在气缸10的驱动下,带动横梁11前后移动,并使后磨盘组件24上的磨料35对板材的后端进行打磨处理,通过第一电机15的正转或反转,带动第一同步带12正转或反转,从而使前磨盘组件23、后磨盘组件24上的磨料35对板材的前后端反复打磨。
29.前后端打磨装置16通过气缸10驱动实现x轴向移动,通过第一同步带12实现y轴向
移动,采用气缸10与定位靠轮21配合实现追跟砂抛,不需精准定位,充分利用速度差和气缸10推力实现,板的前端利用板材前进的推力在电磁阀的中泄位气缸10自由状态及砂头的自重阻力配合和同步带传动砂头的横向移动实现跟踪砂抛,板的后端利用气缸10的推力及送板速度慢于气缸10推出速度的阻力和同步带传动砂头的横向移动实现跟踪砂抛,整个过程板材匀速前进,不停顿。本实用新型通过前后端打磨装置16和设置在机架1两侧的7侧面打磨装置1,一次处理完四个侧面的八条边角,能耗低,效果好,成本低。
30.根据上述说明及具体实施例,并不对本实用新型构成任何限制,本实用新型并不局限于上面描述的具体实施例,对本实用新型的一些修改和变形,也应当落入本实用新型的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1