一种适用于杆状刀具酸碱处理的可拆夹具框的制作方法
1.本实用新型属于刀具生产用夹具技术领域,具体涉及了一种适用于杆状刀具酸碱处理的可拆夹具框。
背景技术:
2.相较于传统硬质合金刀具,具有金刚石涂层的硬质合金刀具可以大幅度提升刀具的加工性能及使用寿命,在石墨、pcb板、碳纤维等难加工领域内被广泛使用。为保证金刚石涂层的质量,刀具在涂层前往往需要进行较为复杂的表面处理,这些表面处理方式主要包括但不限于去油污、超声清洗去除表面颗粒、酸碱预处理等。
3.其中酸碱预处理的主要作用是刻蚀硬质合金刀具浅表层的钴,降低涂层过程中钴析出造成的金刚石相向石墨相转化,以提升涂层中金刚石成分的质量。金刚石涂层实际生产中一般要求刀刃部分完全被酸碱处理,而刀柄部分需要完全阻隔不被腐蚀,即一般需要将刀具倒置放置后进行处理。
4.但目前酸碱处理使用的清洗夹具框难以保证刀柄不被酸碱腐蚀,易形成波浪状或锯齿状的分界线,不利于刀具涂层的表面形貌质量控制;另外现有夹具往往一次只能处理同类型或刃长和尺寸接近的刀具,处理不同长度不同尺寸的刀具时需要整体或部分更换夹具,处理效率低,在多批次小批量刀具酸碱处理时尤其不适用。
技术实现要素:
5.针对现有技术中所存在的不足,本实用新型提供了一种适用于杆状刀具酸碱处理的可拆夹具框,以解决现有夹具不能同时对多种不同尺寸的刀具进行批量处理的问题。
6.为实现上述目的,本实用新型采用了如下的技术方案:
7.一种适用于杆状刀具酸碱处理的可拆夹具框,包括底板、垫板、压板和把手,所述垫板与底板之间形成清洗区,压板与垫板紧贴,压板由多块多孔板拼接而成,不同多孔板上的通孔直径不同,垫板上开设有若干与多孔板上通孔的位置和尺寸对应的通过孔,还包括将刀具与通过孔进行密封的第一密封圈。
8.相比于现有技术,本实用新型具有如下有益效果:
9.本方案中,由于压板采用多块多孔板拼接而成,因此夹具在组装时,可以根据待处理刀具的尺寸选择对应的多孔板,并拼装成压板,这样就能够同时完成对不同尺寸刀具的酸碱处理,尤其适用于多批次小批量刀具酸碱处理,提高刀具酸碱处理的效率。
10.另外本方案中,采用压板与垫板组合的方式,一方面垫板对压板起到方便组装和预定位作用,另一方面,即便是酸碱清洗液经通过孔向上渗透,由于压板与垫板之间形成微小的缝隙,因此这样的微小缝隙能够给渗透上来的液体一个横向扩散的空间,减少液体继续向多孔板的通孔中扩散,以降低污染刀柄的可能。
11.进一步,所述底板、垫板、压板和把手均采用耐酸碱腐蚀材料制成。这样加强夹具框在酸液或碱液中的耐腐蚀能力,以提高夹具框的使用寿命。
12.进一步,所述第一密封圈为氟橡胶圈。氟橡胶圈的耐腐蚀能力较强。
13.进一步,所述压板与垫板之间通过螺丝固定,底板与压板之间可拆卸连接有第一连接件,把手与压板之间可拆卸连接有第二连接件。这样设置方便夹具框的拆卸与安装。
14.进一步,所述第一连接件与第二连接件均为六角柱螺栓。六角柱螺栓为标准件产品,在装配夹具框时,可根据实际待处理刀具结构和尺寸选择相匹配的六角柱螺栓,使夹具框的结构简单,拆装方便。
15.进一步,所述六角柱螺栓与螺丝均采用尼龙材质制成。尼龙材质具有良好的防腐蚀能力,提高夹具框的使用寿命。
16.进一步,还包括第二密封圈,所述第二密封圈将刀具的刀柄限位在压板一侧。这样设置能够对刀具起到限位的作用,防止刀具掉落。
17.进一步,所述清洗区的高度超出待处理刀具刀刃长度的5~10mm。便于将待处理的刀具安装到夹具框中。
附图说明
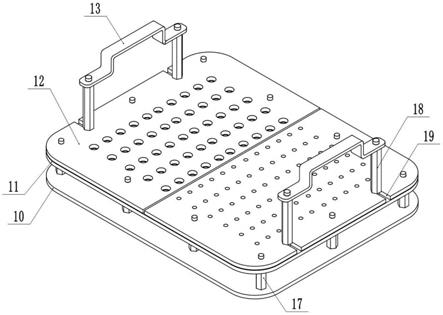
18.图1为本实用新型实施例的轴测图。
19.图2为本实用新型实施例的侧视图。
20.图3为本实用新型实施例中压板的俯视图。
21.说明书附图中的附图标记包括:刀具1、刀刃2、底板10、垫板11、压板12、把手13、第一密封圈14、多孔板15、螺孔16、第一连接件17、第二连接件18、开口槽19。
具体实施方式
22.以下结合说明书附图对本实用新型作进一步详细说明,并给出具体实施方式。
23.实施例基本如图1、图2和图3所示,一种适用于杆状刀具酸碱处理的可拆夹具框,包括底板10、垫板11、压板12、把手13、第一密封圈14和第二密封圈,底板10与垫板11之间形成清洗区,清洗区的高度(即底板10与垫板11之间的距离)超出待处理刀具1刀刃2长度的5~10mm,压板12与垫板11紧贴,且压板12远离底板10一侧设置;压板12由多块多孔板15拼接而成,不同多孔板15上通孔的孔径不同,本实施例中多孔板15有两块,在垫板11上开设有若干与多孔板15上通孔的位置和尺寸一一对应的通过孔。
24.压板12与垫板11通过螺丝固定连接,压板12、垫板11以及底板10上均开设有多个上下对应的螺孔16,多个螺孔16沿着底板10的周向等间距分布,通过第一连接件17装入螺孔16中实现压板12、垫板11以及底板10的相对固定;在压板12的两侧还分别开设有两个u形的开口槽19,垫板11上开设有连接孔,连接孔在竖向上的投影位于开口槽19内,把手13通过第二连接件18装入连接孔和开口槽19实现把手13的安装,本实施例中第一连接件17和第二连接件18均为六角柱螺栓,六角柱螺栓与螺丝均采用耐酸碱腐蚀的尼龙材质制成。
25.本实施例中底板10、垫板11、压板12和把手13均采用耐酸碱腐蚀材料制成,例如聚四氟乙烯,而密封圈为氟橡胶圈。
26.本实施例中可拆夹具框的使用过程如下:
27.清洗前:操作人员根据待处理刀具1的结构和尺寸选择通孔大小匹配的多孔板15和垫板11,并通过螺丝将多孔板15和垫板11固定连接在一起,使两者紧密贴合;根据待处理
刀具1的刀刃2长度的最大值选择长度匹配的六角柱螺栓,而所选六角柱螺栓的长度要大于待处理刀具1的刀刃2长度最大值约5~10mm,通过六角柱螺栓和螺丝将压板12、垫板11、底板10和把手13固定在一起。
28.再根据待处理刀具1的直径选择与其过盈配合的第一密封圈14,将第一密封圈14套在刀具1刀刃2与刀柄的分界处,将夹具框整体倒置(把手13朝下),将刀具1的刀柄一端沿着“垫板11
→
压板12”方向插入相应的孔中,调整刀具1刀刃2露出部分,刀柄靠近压板12一侧使用第二密封圈,以对刀具1进行限位,防止其掉落。
29.清洗时:操作人员将夹具框连同待处理的刀具1放进清洗槽中,保证底板10在清洗槽内保持水平,而未出现倾斜等情况,操作人员控制清洗槽内的酸或碱液浸没待处理刀具1的刀刃2部分,但不超过压板12上层。
30.清洗后:操作人员通过把手13将夹具框从清洗槽中取出,后放入纯水中进行漂洗后,取出待处理的刀具1,将螺丝和六角柱螺栓取下后,即可取下各多孔板15,进行清洗保存。
31.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
32.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1