一种卧式螺旋离心机圆筒段模具堵头工装及模具装置的制作方法
1.本实用新型涉及卧式螺旋离心机圆筒段离心铸造领域,具体说是一种卧式螺旋离心机圆筒段模具堵头工装及模具装置。
背景技术:
2.卧式螺旋离心机是一种工业领域常用的固液分离设备,其原理是利用高速旋转的转鼓产生离心力把悬浮液中的固体颗粒截留在转鼓内并在力的作用下向机外自动卸出;同时在离心力的作用下,悬浮液中的液体通过过滤介质、转鼓小孔被甩出,从而达到液固分离过滤的目的。
3.卧式螺旋离心机分为端盖、锥段和圆筒段,所述圆筒段在生产时,先离心铸造出圆筒段的毛坯料,然后需要对毛坯料进行车外圆和镗内孔加工。由于卧室螺旋离心机的型号和尺寸种类较多,其圆筒段的长短差异较大。目前的卧式螺旋离心机圆筒段模具只能离心铸造出固定长度的离心机圆筒段,对各种型号长度的螺旋离心机产品适应性较差。当客户所需的离心机圆筒段小于离心铸造出的离心机圆筒段时,只能后期在车床上截去多余的部分,截去的部分较多,且截掉部分就形成了废料,由于工厂进行较大的批量生产,每月形成的截断废料重量惊人,造成了较大的材料浪费,因此,如何克服上述存在的技术问题和缺陷成为重点需要解决的问题。
技术实现要素:
4.本实用新型的发明目的在于克服背景技术中所描述的缺陷,从而实现一种卧式螺旋离心机圆筒段模具堵头工装及模具装置,该堵头工装及模具装置可根据产品尺寸,设置不同长短的堵头工装,从而精确离心铸造出离心机圆筒段毛坯料,对各种型号和尺寸的螺旋离心机产品适应性更好,并且不用再截去较多圆筒段废料,极大的节约了离心浇铸的原材料,避免浪费,有效降低离心铸造企业的生产成本。
5.为实现上述发明目的,本实用新型的技术方案是:一种卧式螺旋离心机圆筒段模具堵头工装,包括投影形状为圆形的堵头端和热浇挡板。所述热浇挡板垂直可拆卸设置于卧式螺旋离心机圆筒段模具热浇铸一端,且热浇挡板的心部开设有用于浇铸头通过的热浇通孔。所述堵头端可拆卸插接设置于卧式螺旋离心机圆筒段模具非热浇一端。所述堵头端的截面形状呈“u”型,且从外到内依次一体或分体设置有限位挡边、插接部和成型部,所述插接部为插接在卧式螺旋离心机圆筒段模具内的筒状部分。所述限位挡边的外径大于插接部的外径,所述限位挡边的端面外围设置有倾斜的导向压紧斜边,用于堵头端的限位压紧。所述成型部为垂直设置于插接部内侧端的挡板,且成型部的直径与插接部的外径尺寸匹配。
6.在上述卧式螺旋离心机圆筒段模具堵头工装中,所述成型部与插接部的交汇阳角处开设有单边截面形状呈“l”型的阶梯环形槽,所述阶梯环形槽内填充设置有耐火材料。所述阶梯环形槽位于成型部和插接部的边缘处内侧角均设置有内凹锐角,所述内凹锐角的夹
角范围为30
°‑
50
°
,用于防止耐火材料脱落。
7.在上述卧式螺旋离心机圆筒段模具堵头工装中,所述成型部的心部开设有散热通孔,所述散热通孔与热浇挡板心部的热浇通孔的尺寸匹配,所述散热通孔与热浇通孔形成贯通气道,用于对流散热,加速浇铸件冷却速度。
8.本实用新型还公开一种卧式螺旋离心机圆筒段模具装置,包括圆筒状的模具本体和堵头工装,所述堵头工装为上述所述的卧式螺旋离心机圆筒段模具堵头工装;所述模具本体包括限位沉孔、型腔部和限位凸台,所述限位沉孔开设于模具本体两端面处,所述型腔部位于两限位沉孔之间;一端的限位沉孔内设置堵头端,且堵头端的插接部插接设置于型腔部内,另一端的限位沉孔内设置热浇挡板,所述限位凸台对称设置于模具本体外圆周上,防止在模具本体在离心铸造机上高速旋转时从离心铸造机上发生轴向移动或脱落,避免生产事故的发生,提高离心铸造的工作稳定性。
9.在上述卧式螺旋离心机圆筒段模具装置中,所述限位沉孔处的模具本体上圆周均布开设有定位销孔,所述定位销孔内可拆卸配合设置定位销,在堵头端插接进型腔部后,所述限位挡边的导向压紧斜边的外缘位于定位销孔的内侧,所述定位销插入定位销孔后,顶紧挤压导向压紧斜边,由于导向压紧斜边的设置,定位销在销入后,会对堵头端的限位挡边产生一个向内的推力,从而实现堵头端的限位压紧。
10.本实用新型的卧式螺旋离心机圆筒段模具堵头工装及模具装置的有益效果:
11.1.本实用新型的卧式螺旋离心机圆筒段模具堵头工装及模具装置,可根据产品尺寸,设置不同长短的堵头工装,也就是将堵头端的插入长度灵活设置,从而可以精确离心铸造出不同长度尺寸的离心机圆筒段毛坯料,对各种型号和尺寸的螺旋离心机零件产品适应性显著增强,并且实现了一种模具生产多种产品的目的,生产便利性明显提高。
12.2.本实用新型的卧式螺旋离心机圆筒段模具堵头工装及模具装置,可以精确离心铸造出设计尺寸的离心机圆筒段毛坯料,因此,避免了后期车床加工截去较多圆筒段废料,精简了生产工序,同时又极大的节约了离心浇铸的原材料,避免浪费,有效降低离心铸造企业的生产成本,提高企业竞争力。
附图说明
13.图1是本实用新型的卧式螺旋离心机圆筒段模具堵头工装的结构示意图;
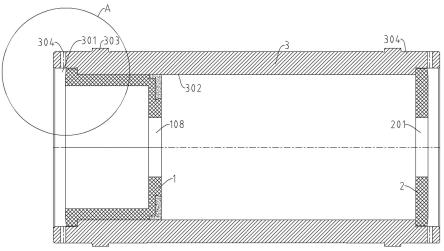
14.图2是本实用新型的卧式螺旋离心机圆筒段模具装置的结构示意图;
15.图3是模具本体的结构示意图;
16.图4是图2中a的放大结构示意图。
17.图中:1-堵头端,101-限位挡边,102-插接部,103-成型部,104-导向压紧斜边,105-阶梯环形槽,106-耐火材料,107-内凹锐角,108-散热通孔;
18.2-热浇挡板,201-热浇通孔;
19.3-模具本体,301-限位沉孔,302-型腔部,303-限位凸台,304-定位销孔。
具体实施方式
20.下面结合附图并通过具体的实施方式对本实用新型的卧式螺旋离心机圆筒段模具堵头工装及模具装置做更加详细的描述。
21.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、
ꢀ“
顶”、“底”、“内”、
ꢀ“
外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.参见图1和图2,本实施例的卧式螺旋离心机圆筒段模具堵头工装,该堵头工装及模具装置可根据产品尺寸,设置不同长短的堵头工装,从而精确离心铸造出离心机圆筒段毛坯料,对各种型号和尺寸的螺旋离心机产品适应性更好,并且不用再截去较多圆筒段废料,极大的节约了离心浇铸的原材料,避免浪费,有效降低离心铸造企业的生产成本。其主要包括投影形状为圆形的堵头端和热浇挡板。所述热浇挡板垂直可拆卸设置于卧式螺旋离心机圆筒段模具热浇铸一端,且热浇挡板的心部开设有用于浇铸头通过的热浇通孔。所述堵头端可拆卸插接设置于卧式螺旋离心机圆筒段模具非热浇一端。参见图1,所述堵头端的截面形状呈“u”型,且从外到内依次一体或分体设置有限位挡边、插接部和成型部,所述插接部为插接在卧式螺旋离心机圆筒段模具内的筒状部分。所述限位挡边的外径大于插接部的外径,所述限位挡边的端面外围设置有倾斜的导向压紧斜边,用于堵头端的限位压紧。所述成型部为垂直设置于插接部内侧端的挡板,且成型部的直径与插接部的外径尺寸匹配。
23.在本实施例中,参见图1和图2,所述成型部与插接部的交汇阳角处开设有单边截面形状呈“l”型的阶梯环形槽,所述阶梯环形槽内填充设置有耐火材料。在实际应用中,阶梯环形槽内填充的耐火材料可选择种类较多,比较常用的有白泥和镁砂。所述阶梯环形槽位于成型部和插接部的边缘处内侧角均设置有内凹锐角,所述内凹锐角的夹角范围为30
°‑
50
°
,这种结构可以有效防止耐火材料脱落,增加产品的稳定性。
24.参见图1或图2,在本实施例中,所述成型部的心部开设有散热通孔,所述散热通孔与热浇挡板心部的热浇通孔的尺寸匹配,所述散热通孔与热浇通孔形成贯通气道,用于对流散热,在离心浇铸时,可以有效加速浇铸件冷却速度,缩短离心浇铸的加工工时。
25.本实施例还公开一种卧式螺旋离心机圆筒段模具装置,参见图2和图3,包括圆筒状的模具本体和堵头工装,所述堵头工装为上述所述的卧式螺旋离心机圆筒段模具堵头工装;所述模具本体包括限位沉孔、型腔部和限位凸台,所述限位沉孔开设于模具本体两端面处,所述型腔部位于两限位沉孔之间;一端的限位沉孔内设置堵头端,且堵头端的插接部插接设置于型腔部内,另一端的限位沉孔内设置热浇挡板,所述限位凸台对称设置于模具本体外圆周上,防止在模具本体在离心铸造机上高速旋转时从离心铸造机上发生轴向移动或脱落,避免生产事故的发生,提高离心铸造的工作稳定性。
26.在本实施例中,参见图2和图4,所述限位沉孔处的模具本体上圆周均布开设有定位销孔,所述定位销孔内可拆卸配合设置定位销,在堵头端插接进型腔部后,所述限位挡边的导向压紧斜边的外缘位于定位销孔的内侧,所述定位销插入定位销孔后,顶紧挤压导向压紧斜边,由于导向压紧斜边的设置,定位销在销入后,会对堵头端的限位挡边产生一个向内的推力,从而实现堵头端的限位压紧,起到保险作用,防止高速旋转的离心铸造模具在生产过程中发生不可控的安全事故。
27.本实用新型的卧式螺旋离心机圆筒段模具装置的使用方法:首先将堵头工装的零件长度尺寸对应的堵头端和热浇挡板分别装入模具本体的限位沉孔内,然后将定位销装入定位销孔,定位销在销入后,会对堵头端的限位挡边产生一个向内的推力,从而实现堵头端
的限位压紧,然后将模具装置起吊至离心浇铸机上进行浇铸施工,高温金属液从热浇通孔内倒入到模具本体的型腔部内,由于离心力的作用,高温金属液被甩至堵头端的成型部之间,通过散热通孔与热浇通孔形成贯通气道,对高温金属液进行对流散热,有效加速浇铸件冷却速度,当冷却至设定温度,停止离心浇注机,取下定位销和堵头工装后脱模,即得离心浇铸的零件成品。
28.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本技术说明书以及权利要求书中如使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。
29.上文中参照优选的实施例详细描述了本实用新型的示范性实施方式,然而本领域技术人员可理解的是,在不背离本实用新型理念的前提下,可以对上述具体实施例做出多种变型和改型,且可以对本实用新型提出的各技术特征、结构进行多种组合,而不超出本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1