一种无尾部针阀平研的工装的制作方法
1.本实用新型涉及油嘴针阀加工的领域,尤其涉及一种无尾部针阀平研的工装。
背景技术:
2.目前开发出的油嘴针阀品种越来越多,大部分的共轨油嘴针阀的形式均为无尾部形式,为了提高油嘴针阀导向外圆加工精度,一般需要对针阀的导向外圆进行平研。
3.图1展示了一种无尾部的针阀的结构示意图,包括一体成型的导向外圆3和小外圆31,导向外圆3与小外圆31的轴线重合,导向外圆3的直径比小外圆31的直径大,且导向外圆3与小外圆31之间成型有承压锥面32。
4.目前传统的平研工装只能装夹有尾部的针阀,并将针阀置于两研磨盘之间,通过研磨盘与平研工装之间相对转动,对针阀进行平研处理,但是传统的平研工装无法装夹上述无尾部的针阀,如何装夹无尾部的针阀,并对无尾部的针阀进行平研处理,目前还没有合适的技术方案。
技术实现要素:
5.针对上述现有技术的问题,本实用新型的目的是提供一种无尾部针阀平研的工装,以解决现有技术中的一个或多个问题。
6.为实现上述目的,本实用新型的技术方案如下:
7.一种无尾部针阀平研的工装,基板,所述基板上开设有若干用于嵌设针阀的定位部,当针阀嵌入所述定位部后,针阀可以绕自身轴线相对于所述定位部转动,且针阀的导向外圆的侧面从所述基板的两侧露出。
8.进一步的,所述定位部设有开口,以便于工作人员通过所述开口捏取所述定位部内的针阀。
9.进一步的,所述定位部沿所述基板的周向均匀排列。
10.进一步的,所述定位部包括第一容纳部和第二容纳部,所述第一容纳部用于容纳小外圆,所述第二容纳部用于容纳导向外圆,所述第二容纳部沿基板的厚度方向贯穿基板。
11.进一步的,所述第一容纳部沿所述基板的厚度方向贯穿所述基板,所述第一容纳部的两侧壁与小外圆的侧面相抵。
12.进一步的,所述第一容纳部沿所述基板的厚度方向未贯穿所述基板,所述第一容纳部的内壁与小外圆的侧面贴合。
13.进一步的,所述第一容纳部与所述第二容纳部的连接处成型有限位部,在研磨盘相对于所述定位部转动的方向上,所述第一容纳部位于所述第二容纳部的前侧,当研磨盘相对于所述基板转动时,所述定位部与承压锥面相抵,以阻碍针阀沿所述定位部的长度方向偏移。
14.进一步的,所述基板上开设有若干个通孔,每个所述通孔中均嵌设有副板,所述定位部设为若干组,若干组所述定位部与若干副板一一对应,且每组所述定位部分别开设在
对应的所述副板上。
15.进一步的,所述副板的材质为尼龙板。
16.与现有技术相比,本实用新型的有益技术效果如下:
17.(一)将无尾部的针阀嵌入定位部中,并将基板置于两个研磨盘之间,并在研磨盘之间填充研磨膏。两个研磨盘相对于基板转动,可以通过研磨膏对无尾部针阀的导向外圆侧面进行平研,研磨盘转动时,还可以带动无尾部的针阀绕针阀自身的轴线相对于定位部转动,从而使得导向外圆的侧面被均匀平研,保证导向外圆各处的平研精度。
18.(二)研磨盘与基板相对转动时,将限位部与承压锥面相抵,在研磨盘与基板转动时阻碍针阀沿针阀自身的长度方向偏移,减少导向外圆的侧面与研磨盘发生相对位移,从而减少导向外圆上的划痕。
19.(三)设置多个副板,可以在定位部损坏后更换对应的副板,延长基板的使用寿命,降低使用成本。
附图说明
20.图1示出了背景技术中无尾部的针阀的结构示意图;
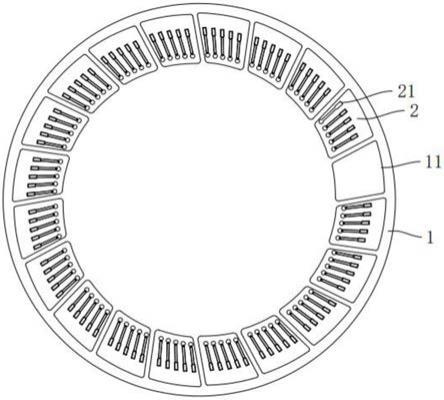
21.图2示出了本实用新型实施例一中无尾部针阀平研的工装的结构示意图;
22.图3示出了本实用新型实施例一中副板的结构示意图;
23.图4示出了本实用新型实施例二中副板的结构示意图。
24.附图中标记:
25.1、基板;11、通孔;2、副板;21、定位部;211、第一容纳部;212、第二容纳部;213、限位部;22、开口;3、导向外圆;31、小外圆;32、承压锥面。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本实用新型提出的一种无尾部针阀平研的工装作进一步详细说明。根据下面说明,本实用新型的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施方式的目的。为了使本实用新型的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。
27.实施例一
28.参照图2和图3,本技术提供了一种无尾部针阀平研的工装,其包括圆形的基板1,基板1上开设有二十个通孔11,二十个通孔11沿基板1的周向均匀排列,每个通孔11内均嵌设有一个副板2,每个副板2上设有一组用于嵌设无尾部针阀(以下简称针阀)的定位部21,每组定位部21的数量为五个。使用此工装时,将基板1水平摆放,并置于两个研磨盘(图中未示出)之间,两个研磨盘相对于基板1转动,两个研磨盘的转动轴线重合,且研磨盘的转动轴线与基板1的轴线重合。
29.参照图3,定位部21包括开设在副板2上的第一容纳部211和第二容纳部212,第一容纳部211用于容纳小外圆31,第二容纳部212用于容纳导向外圆3。第一容纳部211和第二容纳部212均沿副板2的厚度方向贯穿副板2,第一容纳部211的宽度小于第二容纳部212的宽度,第一容纳部211远离第二容纳部212的一端还设有圆形的开口22,开口22也沿副板2的厚度方向贯穿副板2。
30.当针阀嵌入定位部21时,小外圆31的侧面与第一容纳部211两侧的侧壁均相抵,导向外圆3与第二容纳部212的两个侧壁之间有间隙。在第一容纳部211上设置开口22,可以方便工作人员将手指或工具伸入开口22中,并将定位部21中的平研完毕的针阀掀出。
31.参照图2和图3,相对于第二容纳部212,第一容纳部211更靠近基板1的轴线,第一容纳部211和第二容纳部212的连接处做倒角处理,形成限位部213。研磨盘相对于基板1顺时针转动,在研磨盘相对于基板1转动的方向上,第一容纳部211位于第二容纳部212的前侧,当研磨盘相对于基板1转动时,会推动针阀沿针阀的长度方向滑移,直至限位部213与承压锥面32相抵,限位部213可以阻碍针阀沿定位部21的长度方向偏移。
32.参照图3,副板2为尼龙板,当针阀放置在定位部21内时,针阀可以绕自身轴线相对于副板2转动,第一容纳部211的侧壁与小外圆31需要保持相抵,以阻碍针阀在定位部21中晃动,将副板2设置为尼龙板,则可以降低副板2刮花小外圆31的可能性。
33.本实施例中无尾部针阀平研的工装的使用方式为:
34.使用此工装对无尾部针阀进行平研时,将若干无尾部针阀分别放置于每个定位部21内,并将工装摆放在两个研磨盘之间,在研磨盘与工装之间填充w3.5研磨膏。两个研磨盘相对于基板1转动,带动研磨膏不断流动,同时还可以带动针阀绕针阀的轴线转动,从而对导向外圆3均匀地进行平研。
35.实施例二
36.参照图4,本实施例与实施例一的不同之处在于,第一容纳部211设置在副板2的表面,而不贯穿副板2。当针阀放置在定位部21中,小外圆31嵌设于第一容纳部211中,小外圆31的侧面与第一容纳部211的内壁贴合,且小外圆31与第一容纳部211的内壁之间转动配合。
37.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
38.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1