一种摄像机筒机压铸成型模具的制作方法
1.本实用新型涉及一种压铸模具技术领域,具体是指一种摄像机筒机压铸成型模具。
背景技术:
2.压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具,摄像机筒机通过压铸一体成型,现有的技术中,模具上的支撑柱安装时需要单手拖住支撑柱,另一只手通过螺钉与模框上的螺钉孔相对准,当支撑柱重是则需要2个人进行安装,从而不便于安装,提高了工人的劳动强度,而且当需要对顶杆的高度降低时,则需要将挡板拆卸在磨床上进行加工,或是更换顶杆,从而不便于进行调节,增加了生产的步骤,提高了工人的劳动强度。为此,提出一种摄像机筒机压铸成型模具。
技术实现要素:
3.本实用新型的目的是为了解决现有的技术中,模具上的支撑柱安装时需要单手拖住支撑柱,另一只手通过螺钉与模框上的螺钉孔相对准,当支撑柱重是则需要2个人进行安装,从而不便于安装,提高了工人的劳动强度,而且当需要对顶杆的高度降低时,则需要将挡板拆卸在磨床上进行加工,或是更换顶杆,从而不便于进行调节,增加了生产的步骤,提高了工人的劳动强度等问题而提出一种摄像机筒机压铸成型模具。
4.为了达到上述目的,本实用新型提供了如下技术方案:一种摄像机筒机压铸成型模具,包括模框、安装在模框上的模脚、模芯、顶出组件以及进料组件;其特征是所述模脚上安装有可调节挡块组件以及模框上设有预定位安装组件。
5.作为优选,所述可调节挡块组件包括设置在模脚上的挡块安装槽以及安装在挡块安装槽内的挡块;所述挡块安装槽内设有导向槽以及若干个与导向槽连接的限位槽;所述挡块上设有导向槽以及限位槽相适配的限位凸台。
6.作为优选,所述模框包括上模框和下模框;所述模芯分别安装在上模框和下模框内;所述进料组件与模芯相适配;所述顶出组件与预定位安装组件均安装在下模框上。
7.作为优选,所述预定位安装组件包括下模框上设置的安装槽以及安装在安装槽内的支撑柱;所述安装槽内设有若干个安装导向槽;所述支撑柱上设有若干个与安装导向槽相适配的安装导向台阶。
8.作为优选,所述进料组件包括安装在上模框上的料筒以及安装在下模框上并与料筒相适配的分流锥;所述模芯包括上模芯和下模芯。
9.作为优选,所述上模芯与下模芯上均设有流道以及若干个渣包;所述下模芯上还设有若干个顶杆孔和复位孔。
10.作为优选,所述顶出组件包括安装在下模框上的顶出导向杆、安装在顶出导向杆上的顶针板以及顶针底板;所述顶针板上还安装有若干个复位杆以及顶杆;所述顶针板与顶针底板通过螺钉相连接。
11.作为优选,所述下模芯上还安装有若干个滑块;所述滑块上安装有滑块座;所述滑块座上分别安装有斜顶以及连接有油缸;所述油缸固定安装在下模框上。
12.本实用新型的有益效果:该压铸模具结构简单,便于调节顶杆的高低,提高安装效率,降低工人的劳动强度。
附图说明
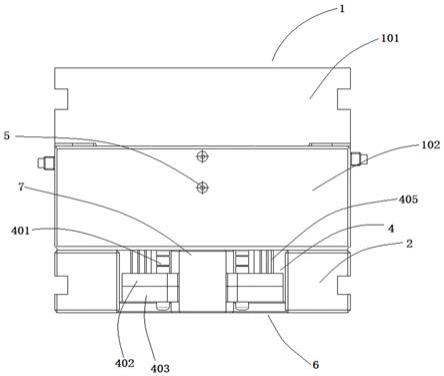
13.图1是本实用新型的结构示意图。
14.图2是本实用新型可调节挡块组件的结构示意图。
15.图3是本实用新型预定位安装组件的结构示意图。
16.图4是本实用新型局部结构示意图。
17.图5是本实用新型局部结构示意图。
18.图例说明:1模框;101上模框;102下模框;2模脚;3模芯;301上模芯;302下模芯;303流道;304渣包;305顶杆孔;306复位孔;4顶出组件;401顶出导向杆;402顶针板;403顶针底板;404复位杆;405顶杆;5进料组件;501料筒;502分流锥;6可调节挡块组件;601挡块安装槽;602挡块;603导向槽;604限位槽;605限位凸台;7预定位安装组件;701安装槽;702支撑柱;703安装导向槽;704安装导向台阶;8滑块;801滑块座;802斜顶;803油缸。
具体实施方式
19.下面我们结合附图对本实用新型所述的一种摄像机筒机压铸成型模具做进一步的说明。
20.参阅附图1所示,本实施例中一种摄像机筒机压铸成型模具,包括模框1、安装在模框1上的模脚2、模芯3、顶出组件4以及进料组件5;其特征是所述模脚2上安装有可调节挡块组件6以及模框1上设有预定位安装组件7;通过模脚2上可调节挡块组件6的设置,可调节挡块组件6进行调整能够对顶杆405的高低件调整,从而降低了工人的劳动强度;通过模框1上预定位安装组件7的设置,支撑柱702通过预定位安装组件7安装在模框1上,从而便于支撑柱702的安装,提高安装的效率,降低工人的劳动强度。
21.参阅附图2所示,所述可调节挡块组件6包括设置在模脚2上的挡块安装槽601以及安装在挡块安装槽601内的挡块602;所述挡块安装槽601内设有导向槽603以及若干个与导向槽603连接的限位槽604;所述挡块602上设有导向槽603以及限位槽604相适配的限位凸台605;通过模脚2上挡块安装槽601的设置,挡块602通过限位凸台605与导向槽603相适配安装在挡块安装槽601内,同时限位凸台605与限位槽604相适配将挡块602限位安装在挡块安装槽601内,通过与不同的限位槽604相适配对挡块602的高低进行调节,从而便于挡块602的调节同时带动顶杆405的调节。
22.参阅附图1、3所示,所述模框1包括上模框101和下模框102;所述模芯3分别安装在上模框101和下模框102内;所述进料组件5与模芯3相适配;所述顶出组件4与预定位安装组件7均安装在下模框102上;所述预定位安装组件7包括下模框102上设置的安装槽701以及安装在安装槽701内的支撑柱702;所述安装槽701内设有若干个安装导向槽703;所述支撑柱702上设有若干个与安装导向槽703相适配的安装导向台阶704;通过下模框102上安装槽701的设置,安装槽401内设置安装导向槽703,支撑柱702通过安装导向台阶704与安装导向
槽703相适配,将支撑柱702预定位在安装槽701内,从而便于支撑柱702的安装。
23.参阅附图1、4
‑
5所示,所述进料组件5包括安装在上模框101上的料筒501以及安装在下模框102上并与料筒501相适配的分流锥502;所述模芯3包括上模芯301和下模芯302;所述上模芯301与下模芯302上均设有流道303以及若干个渣包304;所述下模芯302上还设有若干个顶杆孔305和复位孔306;所述顶出组件4包括安装在下模框102上的顶出导向杆401、安装在顶出导向杆401上的顶针板402以及顶针底板403;所述顶针板402上还安装有若干个复位杆404以及顶杆405;所述顶针板402与顶针底板403通过螺钉相连接;所述下模芯302上还安装有若干个滑块8;所述滑块8上安装有滑块座801;所述滑块座801上分别安装有斜顶802以及连接有油缸803;所述油缸803固定安装在下模框102上;通过在上模芯301和下模芯302上渣包304的设置,压铸时产生的气体能够排向渣包304,从而能够提高产品的质量。
24.本实用新型中,安装支撑柱702时,将支撑柱702上的安装导向台阶704与下模框102上安装槽701内的安装导向槽701相适配,将支撑柱702预定安装在安装槽701内并通过螺钉将支撑柱702固定在下模框102上;当顶杆405需要调节时,将挡板602上的限位凸台605与模脚2上挡块安装槽601内的导向槽603相适配,滑动安装在模脚2上,然后挡板602上的限位凸台605通过导向槽603安装在限位槽604内,从而将挡块602限位安装在模脚2上,然后通过螺钉将挡块602进行固定,调节时可以将挡块602上的限位凸台605与不同的限位槽604相适配,从而对顶杆405的高低进行调节。
25.上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1