一种竹缠绕复合管修整机的制作方法
1.本实用新型属于竹缠绕复合管加工技术领域,更具体地,涉及一种竹缠绕复合管修整机。
背景技术:
2.竹缠绕复合管是一种以竹材为基体材料,以热固性树脂为胶黏剂,采用缠绕工艺加工成型的新型生物基管道,替代螺旋焊管、预应力钢筒混凝土管等传统管道,可广泛应用于农水、石化、城建、住宅、储运等领域,竹缠绕复合管具有资源可再生、重量轻、节能低碳、防火耐水、抗震抗沉降能力强、初始力学性能好、稳定性高、保温性能好、抗冻能力强、施工安装方便、综合成本低等优势。
3.目前,常见的竹缠绕复合管加工工艺主要包括在管模具上制备内衬层、竹材的处理、在内衬层上缠绕竹材形成增强结构层、固化、修整、脱模、在管表面做防护涂层等几大环节。竹缠绕复合管使用时,一般两段复合管是通过承插口连接安装在一起,为了装配方便,需要利用修整机对竹缠绕复合管端部的外壁进行加工修整以加工插口段,便于管廊的顺利插入。同时,竹缠绕复合管在缠绕结构层后还需要对其表面进行喷涂加工,通常需要专门设置额外的喷涂设备。这样,加工设备多,操作繁琐,且由于竹缠绕复合管体积很大,在不同设备之间转运十分麻烦。
技术实现要素:
4.针对现有技术的缺陷,本实用新型的目的在于提供一种竹缠绕复合管修整机,该修整机同时设置了修整机构和喷涂机构,以实现在修整过程中同时完成竹缠绕复合管表面的喷涂加工,旨在解决现有的竹缠绕复合管修整、喷涂工艺加工设备多、操作繁琐的问题。
5.为实现上述目的,本实用新型提供了一种竹缠绕复合管修整机,其包括机头座、机尾座、移动轨道、修整机构和喷涂机构,所述机头座和机尾座均设置在所述移动轨道上并与之滑动配合,所述机头座和机尾座用于支撑竹缠绕复合管并可带动竹缠绕复合管旋转;所述修整机构设置于所述机头座和机尾座之间并位于所述移动轨道的一侧,用于在竹缠绕复合管旋转时修整其端部外壁;所述喷涂机构用于在竹缠绕复合管旋转时对其外壁进行喷涂。
6.优选地,所述喷涂机构包括喷枪和喷涂架,所述喷涂架设置在所述移动轨道的一侧,所述喷枪架设在所述喷涂架上,用于对竹缠绕复合管外壁进行喷涂。
7.进一步优选地,所述喷涂机构还包括喷涂罩、风机和引风管,所述喷涂罩罩设在竹缠绕复合管上方,所述喷涂架固设于所述喷涂罩上,所述喷枪位于所述喷涂罩内部,所述风机设置于所述喷涂罩顶部,所述风机进风口与所述喷涂罩顶部连通,所述风机出风口与所述引风管连通,所述引风管远离所述风机的一端连通气体收集装置。
8.进一步优选地,所述喷涂罩呈拱形且采用透明材料。
9.优选地,所述修整机构包括修整平台以及沿竹缠绕复合管轴向并列布置于所述修
组合式刀具,422-磨头轴,423-第一滚动轴承,424-轴承定位套,425-第一透盖,426-第二滚动轴承,427-第二透盖,428-闷盖,429-唇形密封圈,43-第一驱动电机,44-锯片,45-第二驱动电机;5-喷涂机构,51-喷枪,52-喷涂架,53-喷涂罩,54-风机,55-引风管。
具体实施方式
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
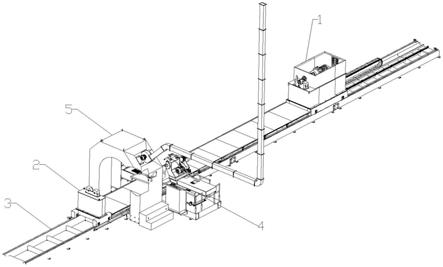
27.如图1所示,本实用新型实施例提供了一种竹缠绕复合管修整机,该修整机是对未脱模的竹缠绕复合管两端外壁进行加工修整,其包括机头座1、机尾座2、移动轨道3、修整机构4和喷涂机构5。机头座1和机尾座2用于支撑竹缠绕复合管并可带动竹缠绕复合管旋转,具体地,未脱模的竹缠绕复合管管尾架设在机尾座2上,管头通过管模具头与机头座1连接,机头座1和机尾座2均设置在移动轨道3上并与之滑动配合,使得机头座1和机尾座2之间的距离可调,以适应不同长度的竹缠绕复合管,机头座1和机尾座2可带动竹缠绕复合管在移动轨道3上做往复运动。修整机构4设置于机头座1和机尾座2之间并位于移动轨道3的一侧,用于在竹缠绕复合管旋转时修整其端部外壁。通过竹缠绕复合管的轴向移动和绕轴旋转,对其两个端部外壁进行修整,而修整机构4固定不动,便于修整过程中被切割掉落的废料的清理。喷涂机构5用于在竹缠绕复合管旋转时对其外壁进行喷涂,根据竹缠绕复合管加工工艺需求,喷涂不同的涂料。
28.继续参见图1,具体地,机尾座2顶部设有凹槽,凹槽中对称设有两个滚轮,未脱模的竹缠绕复合管管尾架设在所述两个滚轮之间,可以围绕其中心轴旋转。机头座1上设置有旋转驱动装置,该旋转驱动装置与竹缠绕复合管中的管模具头连接,可以驱动管模具头围绕其中心轴旋转,进而带动整个未脱模的竹缠绕复合管旋转,旋转驱动装置的具体结构和连接方式可根据需要进行设计和选择,在此不赘述。
29.如图2所示,修整机构4包括修整平台41以及沿竹缠绕复合管轴向并列布置于修整平台41上的管头修整单元和管尾修整单元,由于竹缠绕复合管成品两端结构不一样,为了加工方便,设置两个修整单元,管头修整单元用于对未脱模的竹缠绕复合管管头外壁进行修整,加工成承口端;管尾修整单元用于对未脱模的竹缠绕复合管管尾外壁进行修整,加工成插口端。可以在管头修整单元和管尾修整单元的下方设置接料槽,使得修整切割的废料落入接料槽中。具体地,管头修整单元包括锯片44和第二驱动电机45,第二驱动电机45通过输出轴驱动锯片44旋转,进而修整竹缠绕复合管管头形成承口端。管尾修整单元包括磨头组件42和第一驱动电机43,磨头组件42与第一驱动电机43驱动连接,第一驱动电机43用于驱动磨头组件42旋转,进而修整竹缠绕复合管管尾形成插口端。
30.进一步地,参见图3,磨头组件42包括组合式刀具421、磨头轴422、一对第一滚动轴承423、轴承定位套424、第一透盖425、第二滚动轴承426、第二透盖427、闷盖428和唇形密封圈429。磨头轴422一端套设组合式刀具421,另一端与第一驱动电机43驱动连接。组合式刀具421由多个不同直径且同轴布置的刀盘组合而成,各刀盘的圆周上安装有刀片。一对第一滚动轴承423和第二滚动轴承426分别套设于磨头轴422上并位于组合式刀具421两端,一对第一滚动轴承423两端设置有第一透盖425,磨头轴422上的一对第一滚动轴承423之间设置
有轴承定位套424。第二滚动轴承426两侧分别设置有第二透盖427和闷盖428,闷盖428使得磨头轴422上靠近组合式刀具421的一端完全封闭。第一滚动轴承423和第二滚动轴承426均可以为深沟球轴承,轴承定位套424和第一透盖425可以对第一滚动轴承423内外圈进行轴向定位,第二透盖427和闷盖428可以对第二滚动轴承426外圈进行轴向定位。第一透盖425与磨头轴422之间、第二透盖427与磨头轴422之间均设有唇形密封圈429。第一透盖425、第二透盖427、闷盖428和唇形密封圈429配合,以达到对磨头组件42内部防尘、密封、保持润滑的作用。
31.继续参见图2,优选地,第一驱动电机43通过皮带轮驱动磨头组件42旋转。具体地,磨头轴422上远离组合式刀具421的一端安装磨头皮带轮,第一驱动电机43的输出轴上安装驱动皮带轮,磨头皮带轮与驱动皮带轮通过皮带连接。
32.如图4所示,喷涂机构5包括喷枪51、喷涂架52、喷涂罩53、风机54和引风管55,喷涂罩53罩设在竹缠绕复合管上方,喷涂罩53底部与移动轨道3主梁外侧焊接,喷涂架52固设于喷涂罩53上,喷枪51架设在喷涂架52上并位于喷涂罩53内部,用于对竹缠绕复合管外壁进行喷涂,风机54设置于喷涂罩53顶部,风机54进风口与喷涂罩53顶部连通,风机54出风口与引风管55连通,引风管55远离风机54的一端连通气体收集装置。具体地,风机54为离心式抽风机,喷枪喷出涂料产生的气体通过风机54抽出,并沿着引风管55被吸入气体收集装置中进行集中处理。
33.优选地,喷涂罩53呈拱形,便于有效罩住竹缠绕复合管并在喷涂时抽吸罩内雾化气体;喷涂罩53优选采用透明材料加工而成,在喷涂作用时工作人员可以清楚观察到罩内喷涂和抽风状况。
34.工作时,将未脱模的竹缠绕复合管放置于机头座1和机尾座2之间,使得未脱模的竹缠绕复合管由机头座1和机尾座2支撑,具体地,将管模具头与机头座1连接,管模具尾架设在机尾座2的滚轮上,机头座1和机尾座2在移动轨道3上移动,以图1为例,从右往左移动,当竹缠绕复合管管尾正对管尾修整单元时,驱动磨头组件42旋转对管尾外壁进行切割,同时竹缠绕复合管一边沿其轴向移动,一边利用机头座1的带动绕中心轴旋转,以完成整个插口端的加工;机头座1和机尾座2继续托着竹缠绕复合管向左移动,当竹缠绕复合管管头正对管头修整单元时,驱动锯片44旋转对管头外壁进行切割,同时利用机头座1带动复合管旋转,以完成承口端的加工。当未脱模的竹缠绕复合管穿过喷涂机构5时,对复合管外壁喷涂涂料,进行进一步加工,同时开启风机54,对喷涂罩53内抽气,集中处理。
35.综上,本实用新型提供的竹缠绕复合管修整机结构简单、操作方便,一方面可实现竹缠绕复合管两端的快速修整加工,另一方面还可实现复合管表面防护涂料的喷涂,大大提高加工效率,降低成本。
36.本领域的技术人员容易理解,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1